

18. Горячая объемная штамповка на кривошипных горячештамповочных прессах (кгшп): схема кгшп, принцип действия, особенности конструкции, назначение. Преимущества и недостатки получения поковок на кгшп.
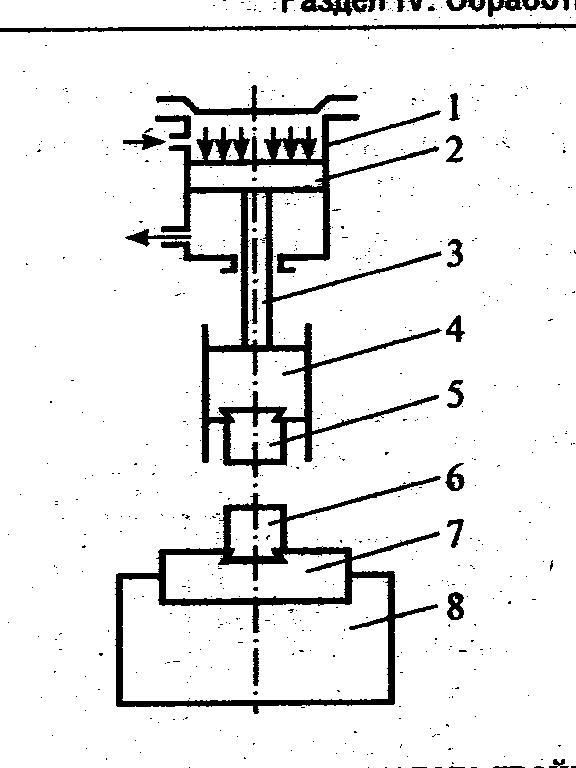
Штамповка на КГШП позволяет получать поковки с повышенной точностью размеров благодаря постоянству хода пресса. Они предназначены для штамповки поковок различной формы в открытых штампах. Нижний штамп 14 крепится на клиновидной плите 15, верхний штамп 13 – на ползуне 12 пресса. Клиновидная плита 15 служит для регулирования положения нижнего штампа по вертикали. Ползун 12 приводится в движение через шатун 11 от кривошипного вала 10. Последний вращается электродвигателем 4 через клиноременную передачу 3, шкив 2, промежуточный вал 6 и шестерни 7 и 8. Шестерня-маховик 8 может свободно перемещаться по валу 10. В момент включения пресса на рабочий ход пневматическая муфта 9 соединяет шестерню-маховик 8 с валом 10. Вал совершает один оборот, муфта выключается, а тормоз 1 останавливает вал в верхней мертвой точке. За один оборот вала ползун совершает один рабочий ход, опускаясь и поднимаясь по направляющим в станине 5. В столе и ползуне пресса имеются выталкиватели для удаления поковок из штампов. Преимущества: на гидравлических прессах штампуют крупногабаритные поковки, которые невозможно получить на другом кузнечном оборудовании. Штамповочные гидравлические прессы могут создавать усилие 12,5…650 МН.
19. Холодная объемная штамповка. Сущность. Понятие о холодном выдавливании. Разновидности холодного выдавливания (прямое, обратное, комбинированное, боковое), их схемы, назначение. Показатели пластичности при выдавливании. Недостатки и достоинства холодного выдавливания. Холодная высадка: схема работы холодновысадочного автомата. Назначение, недостатки и достоинства холодной высадки.
Х

 олодная
штамповка - штамповка без предварительного
нагрева заготовки. Производительность
в 2…3 раза выше, чем горячей, и в 10…15 раз
выше по сравнению с обработкой резанием.
При холодном
выдавливании
заготовку помещают в полость, из которой
металл выдавливают в отверстия. При
прямом
выдавливании
металл вытекает в отверстие в донной
части матрицы. Так получают детали:
болты, тарельчатые клапаны и т.д. При
обратном
выдавливании
направление течения металла противоположно
направлению движения пуансона. По такой
схеме изготавливают полые детали типа
туб (корпуса тюбиков), экранов радиоламп
и т.д.
олодная
штамповка - штамповка без предварительного
нагрева заготовки. Производительность
в 2…3 раза выше, чем горячей, и в 10…15 раз
выше по сравнению с обработкой резанием.
При холодном
выдавливании
заготовку помещают в полость, из которой
металл выдавливают в отверстия. При
прямом
выдавливании
металл вытекает в отверстие в донной
части матрицы. Так получают детали:
болты, тарельчатые клапаны и т.д. При
обратном
выдавливании
направление течения металла противоположно
направлению движения пуансона. По такой
схеме изготавливают полые детали типа
туб (корпуса тюбиков), экранов радиоламп
и т.д.
П
 ри
боковом
выдавливании
металл вытекает в направлении, не
совпадающем с направлением движения
пуансона. Т.о. получают детали типа
тройников, крестовин и т.п. Комбинированное
выдавливание
характеризуется одновременным течением
металла по нескольким направлениям.
Достоинства:
возможность получения без разрушения
заготовки больших степеней деформации,
которые характеризуются показателем
k=F0/F1
(F0
и
F1
– площади поперечного сечения исходной
заготовки и выдавленной части детали).
Недостатки:
чем больше степень деформации, тем
больше усилие деформирования, что
приводит к быстрому износу инструмента.
Холодную
высадку
выполняют на специальных холодновысадочных
автоматах: 1 – пруток, 2 – ролики, 3 –
матрица, 4 – упор, 5 – пуансон, 6 –
толкатель.
ри
боковом
выдавливании
металл вытекает в направлении, не
совпадающем с направлением движения
пуансона. Т.о. получают детали типа
тройников, крестовин и т.п. Комбинированное
выдавливание
характеризуется одновременным течением
металла по нескольким направлениям.
Достоинства:
возможность получения без разрушения
заготовки больших степеней деформации,
которые характеризуются показателем
k=F0/F1
(F0
и
F1
– площади поперечного сечения исходной
заготовки и выдавленной части детали).
Недостатки:
чем больше степень деформации, тем
больше усилие деформирования, что
приводит к быстрому износу инструмента.
Холодную
высадку
выполняют на специальных холодновысадочных
автоматах: 1 – пруток, 2 – ролики, 3 –
матрица, 4 – упор, 5 – пуансон, 6 –
толкатель.
В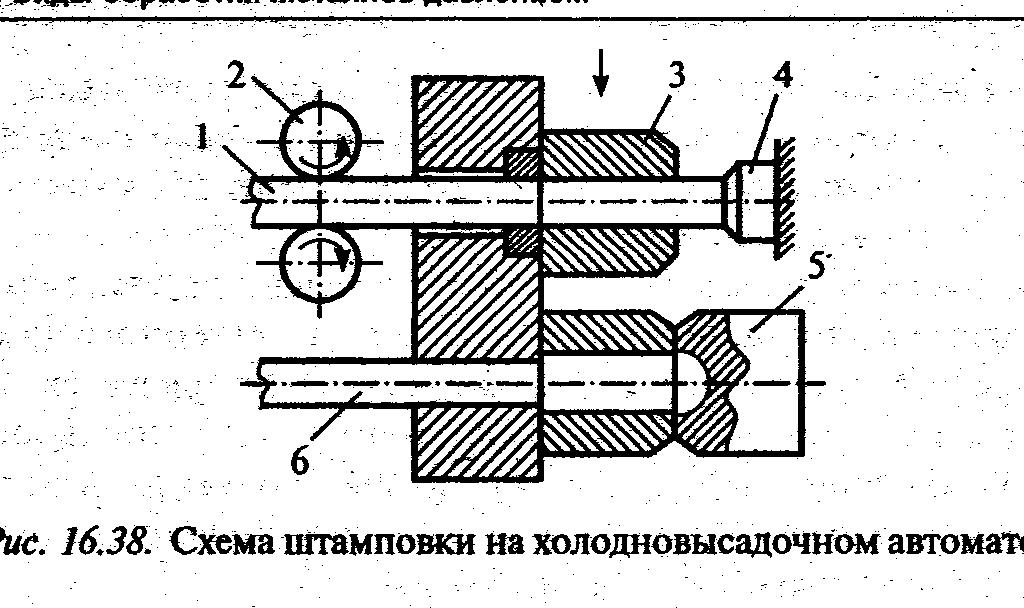 первом переходе ролики подают пруток
матрица перемещается в позицию высадки,
отрезая от прутка мерную заготовку. Во
втором переходе производится высадка
головки. Изделие выталкивается толкателем.
Преимущества:
обеспечивается высокая точность
размеров и хорошее качество поверхности,
высокая производительность: 20…400 деталей
в минуту.
первом переходе ролики подают пруток
матрица перемещается в позицию высадки,
отрезая от прутка мерную заготовку. Во
втором переходе производится высадка
головки. Изделие выталкивается толкателем.
Преимущества:
обеспечивается высокая точность
размеров и хорошее качество поверхности,
высокая производительность: 20…400 деталей
в минуту.

20. Листовая штамповка. Сущность, назначение, достоинства и недостатки листовой штамповки. Разделительные операции листовой штамповки (отрезка, вырубка и пробивка): назначение, схемы, особенности деформирования, инструмент.
Д остоинства:
получение деталей малой массы при
заданных их прочности и жесткости;
высокие точность размеров и качество
поверхности; высокая производительность,
из-за механизации процесса. Листовая
штамповка называется процесс пластической
деформации, обеспечивающий изменение
формы определенного участка заготовки.
Отрезка
– отделение части заготовки по
незамкнутому контуру на ножницах и в
штампах. Отрезку чаще применяют как
заготовительную операцию для разделения
листа на полосы заданной ширины. Основные
типы ножниц:
- ножницы с поступательным движением
режущих кромок ножа (гильотинные);
остоинства:
получение деталей малой массы при
заданных их прочности и жесткости;
высокие точность размеров и качество
поверхности; высокая производительность,
из-за механизации процесса. Листовая
штамповка называется процесс пластической
деформации, обеспечивающий изменение
формы определенного участка заготовки.
Отрезка
– отделение части заготовки по
незамкнутому контуру на ножницах и в
штампах. Отрезку чаще применяют как
заготовительную операцию для разделения
листа на полосы заданной ширины. Основные
типы ножниц:
- ножницы с поступательным движением
режущих кромок ножа (гильотинные);
- ножницы с вращательным движением режущих кромок – дисковые ножницы.
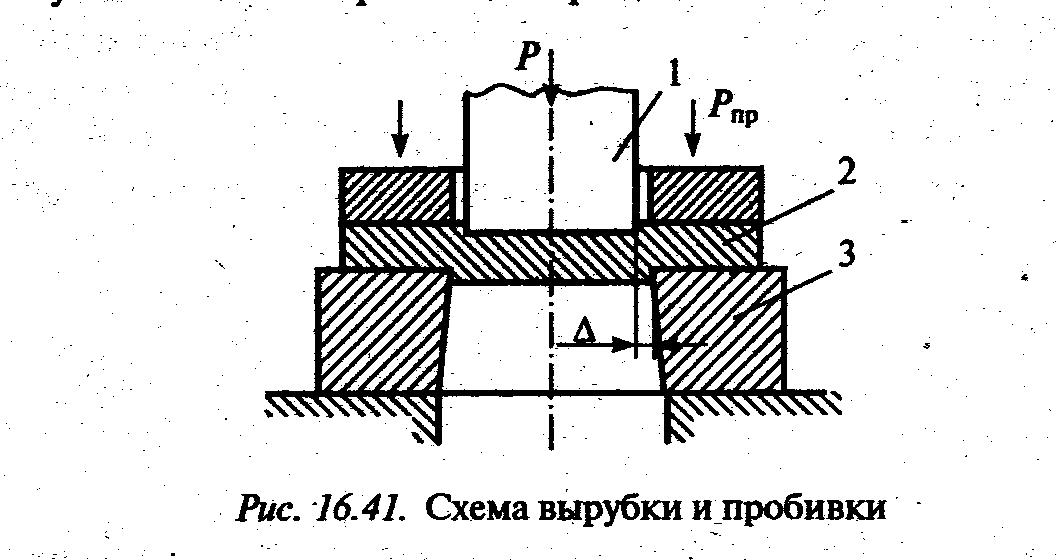
Вырубкой оформляют наружный контур детали, а пробивкой – внутренний контур. Вырубку и пробивку осуществляют пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие. У режущих кромок зарождаются трещины и происходит разделение заготовки.
21. Листовая штамповка. Формообразующие операции листовой штамповки (гибка, вытяжка без утонения, вытяжка с утонением, отбортовка, обжим, формовка): назначение, схемы, особенности деформирования, инструмент, показатели деформации.
 Гибка
– операция, изменяющая кривизну заготовки
практически без изменения ее линейных
размеров.
Гибка
– операция, изменяющая кривизну заготовки
практически без изменения ее линейных
размеров.
В процессе гибки пластическая деформация сосредоточивается на участке, контактирующем с пуансоном, участки образующие полки детали, деформируются упруго. В зоне пластических деформаций наружные слои растягиваются, а внутренние сжимаются. Вытяжка без утонения стенки превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра заготовки. Исходную заготовку 2 укладывают на плоскость матрицы 1. Пуансон 3 надавливает на центральную часть заготовки и смещает ее в отверстие матрицы. Центральная часть заготовки тянет за собой периферийную часть (фланец) заготовки, образуются стенки вытянутого изделия. Для предотвращения появления складок применяют прижим 5.
Вытяжка с утонением стенки увеличивает длину полой заготовки в основном за счет уменьшения толщины стенок исходной заготовки. При вытяжке с утонением зазор между пуансоном 3 и матрицей 1 должен быть меньше толщины стенки которая утоняется и одновременно удлиняется.
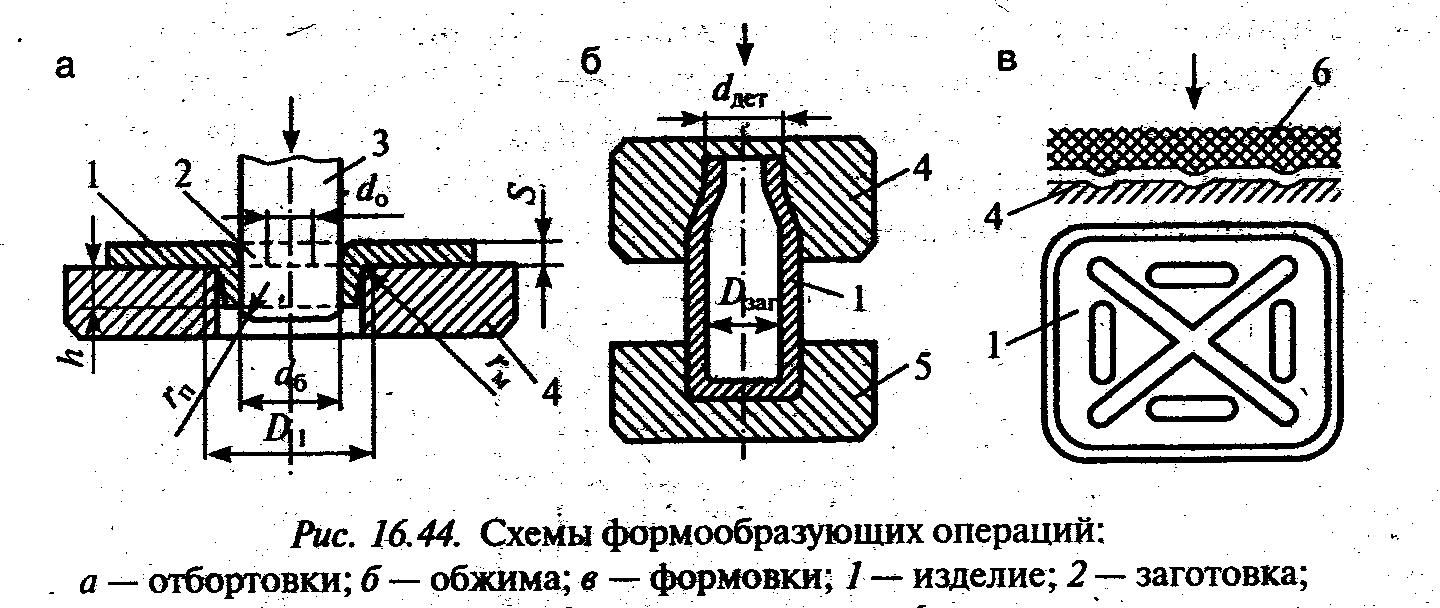
О тбортовка – получение бортов (горловин) путем вдавливания центральной части заготовки в матрицу: 1 – изделие, 2 – заготовка, 3 – пуансон, 4 – матрица.
При отбортовке кольцевые элементы растягиваются.
Обжим – операция, при которой уменьшается диаметр края полой заготовки: 1 – изделие, 4 – матрица, 5 – подставка-упор.
Формовка – операция, при которой изменяется форма заготовки в результате растяжения отдельных ее участков.