

Дуговая руднотермическая печь постоянного тока для плавки фторфлогопита
Установка предназначена для производства фторфлогопита.
Функциональная
схема печи постоянного тока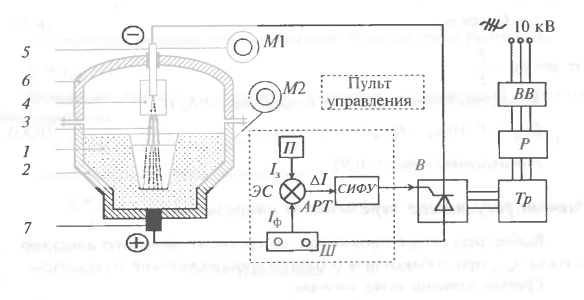
Рис. 3. Схема дуговой руднотермической печи постоянного тока для плавки фторфлогопита
1 – электропроводная шихта; 2 – подина; 3 – электрическая дуга; 4 – катод; 5 – водоохлаждаемый стержень
6 – свода; 7 – подовый электрод.
Установленная мощность электропечи, МВА: 0,725
М аксимальный
ток в электроде, кА: 3,15
аксимальный
ток в электроде, кА: 3,15
Количество электродов: 1+1
Диаметр графитированного электрода, мм: 150
Скорость перемещения электрода, м/мин: 3,92
Диаметр кожуха печи, мм: 1880
Размеры плавильного пространства, мм: - диаметр ванны: 1120 - глубина ванны: 1300
Расход охлаждающей воды (без учета охлаждения источника питания), м3/ч: 20
Рис. 4. Дуговая руднотермическая печь постоянного тока для плавки фторфлогопита
Принцип работы
В дуговой плавильной печи постоянного тока электропроводная шихта, находящаяся на подине, выполненной в виде стального футерованного изнутри кожуха, расплавляется энергией электрической дуги, горящей между шихтой – анодом и графитированным электродом – катодом. Электрод навинчен на водоохлаждаемый стержень, который герметично перемещается в своде, например, асинхронным двигателем М1. Подина наклоняется асинхронным двигателем М2.Подвод постоянного тока к шихте осуществляется подовым электродом. После короткого замыкания двигатель М1 поднимает электрод и зажигает дугу. Идет процесс проплавления “колодца”. При этом в шихте длина дуги увеличивается, напряжение растет. Электрод по мере проплавления колодца опускают, и дуга заглубляется в шихту, что позволяет вводить в период закрытого горения дуги максимальную мощность при невысоких температурах футеровки.
Затем образуется ванна жидкого металла, а нерасплавленная шихта сохраняется только на откосах печи. Начиная с этого момента дуга горит над поверхностью ванны и не экранируется шихтой, излучая тепло на стены и свод. Футеровка сильно нагревается и во избежание ее перегрева длину дуги уменьшают и не изменяют до конца периода расплавления. Целесообразно иметь высокий уровень мощности для максимально быстрого расплавления всей шихты без перегрева футеровки. Поэтому источник питания для таких печей выполняют в виде двух одинаковых по параметрам мостовых (или нулевых) схем выпрямления. Это позволяет в период закрытого горения дуги работать на двух последовательно включенных мостах, имея максимальное напряжение холостого хода, а в период открытого горения дуги – переключать мосты параллельно друг другу.
Индукционная печь с графитовым плазматроном для выплавки бронзы из лома Технические характеристики
Производительность по бронзе:
20 кг/мин.;
Время расплавления: 20 мин;
Емкость: 400 кг;
Мощность индуктора: 60 кВт;
Мощность источника питания дуги: 200 кВт;
Расход плазмообразующего газа аргона (для предотвращения окисления стали):
20 л/мин;
Разработчик: профессор МИСиС, доктор технических наук Г.А. Фарнасов
 Рис.
5. Схема индукционной
печи с графитовым плазматроном для
выплавки бронзы из лома
Рис.
5. Схема индукционной
печи с графитовым плазматроном для
выплавки бронзы из лома
На рис. 5 приведена схема индукционной печи, оборудованной плазменной приставкой постоянного тока. Эта приставка состоит из основных узлов: водоохлаж-даемой крышки с огнеупорной футеровкой, водоохлаждаемого опорного кольца, дуго-вого плазматрона, механизмов перемещения плазматрона и крышки, водоохлаждаемого подового электрода-анода, пульта управления, гидроблока, системы очистки и подачи аргона, источников питания. Крышка выполнена в виде усеченного конуса с водяной рубашкой. Она имеет набивную футеровку, изготовленную из огнеупорного материала. Дуговой плазматрон и механизм его перемещения установлены на крышке. Водоохлаж-даемое опорное кольцо размещено вокруг плавильного тигля на верхнем основании печи. В рабочем положении на это кольцо устанавливается крышка. Последняя жестко соеди-нена с колонной с помощью рычага. Механизм перемещения крышки с электромехани-ческим приводом смонтирован на колонне, которая закреплена на каркасе печи. Водоох-лаждаемый подовый электрод-анод размещен в футеровке подины тигля и закреплен на асбоцементной плите нижнего основания печи.