

Скорость резания
Точение проходными, подрезными и расточными резцами |
||||||||||||||||||||||||||||
|
|
Обрабатываемый материал |
||||||||||||||||||||||||||
Сталь |
Чугун серый |
Чугун ковкий и прочный |
Алюми- ниевые сплавы |
|||||||||||||||||||||||||
Материал инструмента |
||||||||||||||||||||||||||||
Быстрорежущая сталь |
Твердый сплав |
Бы- стро- режу- щая- сталь |
||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
45 |
60 |
90 |
45 |
60 |
90 |
45 |
60 |
90 |
45 |
60 |
90 |
45–90 |
45–90 |
|||||||||||||||
До 1 |
До 0,2 0,3 0,4 0,5 0,6 0,8 |
57 48 42 40 37 33 |
57 48 42 40 37 33 |
57 48 42 40 37 33 |
160 150 135 130 125 120 |
160 150 135 130 125 120 |
160 150 135 130 125 120 |
105 100 93 88 84 80 |
105 100 93 88 84 80 |
105 100 93 88 84 80 |
120 115 110 105 97 93 |
120 115 110 105 97 93 |
120 115 110 105 97 93 |
530 460 400 360 330 290 |
225 190 170 155 140 125 |
|||||||||||||
2,5 |
До 0,2 0,3 0,4 0,5 0,6 0,8 |
50 42 35 32 30 26 |
46 37 32 28 26 23 |
44 35 30 27 25 22 |
150 135 125 115 110 100 |
150 125 120 110 105 95 |
140 120 115 105 100 93 |
100 88 80 75 72 66 |
96 84 77 72 68 62 |
92 80 74 70 65 60 |
120 105 95 89 85 78 |
110 98 89 84 79 72 |
110 94 87 82 77 70 |
460 380 335 300 270 240 |
190 160 145 130 115 105 |
|||||||||||||
5 |
До 0,2 0,3 0,4 0,5 0,6 0,8 |
50 40 33 30 26 23 |
44 34 30 26 23 20 |
34 27 24 22 20 17 |
150 130 120 110 100 90 |
140 125 115 100 95 85 |
125 105 95 90 85 75 |
100 85 77 70 65 60 |
92 77 70 65 60 56 |
80 70 63 58 54 48 |
115 100 90 84 78 69 |
108 95 85 79 73 66 |
93 80 74 68 64 57 |
410 340 305 270 245 215 |
170 145 125 110 100 90 |
|||||||||||||
Точение фасонными, прорезными, отрезными и широкими резцами |
||||||||||||||||||||||||||||
Обрабатываемый материал |
Резец |
м/мин при мм/об |
||||||||||||||||||||||||||
Сталь |
Тип |
Материал |
0,03 |
0,04 |
0,06 |
0,08 |
0,1 |
0,15 |
0,2 |
0,3 |
0,4 |
0,5 |
||||||||||||||||
Фасонный |
Быстрорежущая сталь |
53 |
50 |
42 |
35 |
32 |
27 |
— |
— |
— |
— |
|||||||||||||||||
Широ- кий, про- резной и отрез- ной |
— |
— |
44 |
40 |
36 |
30 |
28 |
23 |
20 |
18 |
||||||||||||||||||
Твердый сплав |
— |
— |
— |
110 |
100 |
85 |
77 |
65 |
57 |
52 |
||||||||||||||||||
Чугун |
серый |
— |
— |
— |
115 |
105 |
90 |
80 |
68 |
62 |
56 |
|||||||||||||||||
ковкий |
— |
— |
— |
105 |
97 |
82 |
73 |
62 |
56 |
50 |
||||||||||||||||||
Примечания:
1. Скорости резания для точения сталей и ковкого чугуна даны с учетом применения эмульсии, для серых чугунов — при работе без охлаждения. В случае охлаждения эмульсией при обработке чугунов скорости резания могут быть повышены на 15–20%. При скоростном точении стальных деталей эти же данные остаются неизменными и в случае работы без охлаждения.
2. Скорости резания для осевого инструмента принимать по карте С-4. Для расточных головок с плавающими ножами скорости резания принимать такими же, как и при развертывании.
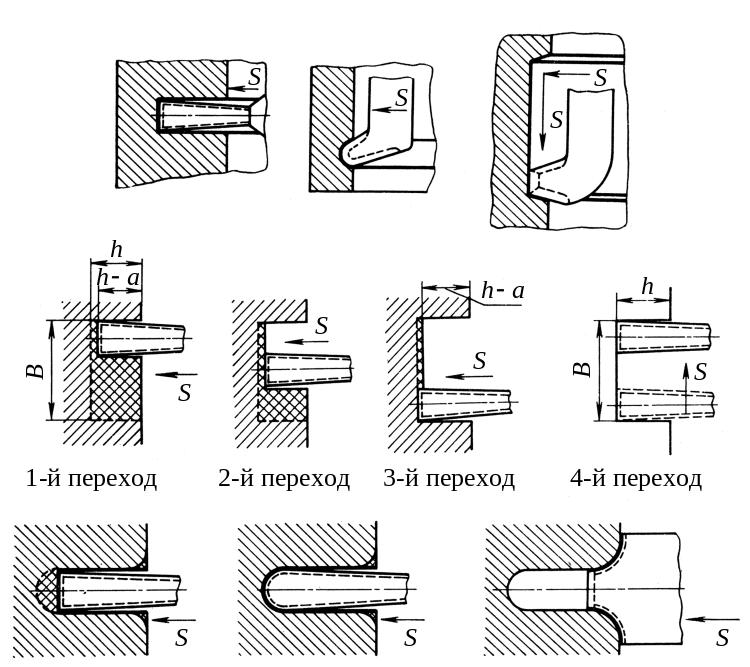
Рис. 3. Точение канавок
Таблица 3