

Определение среднего значения давления на криволинейную поверхность рабочей части лопасти
Проинтегрируем уравнение (333) по длине рабочей части лопасти, т.е. в пределах от 0 до а.
 ;
;
после преобразований получим
 .
(334)
.
(334)
Определение градиента скорости на поверхности лопасти
Для определения градиента скорости на поверхности лопасти продифференцируем по высоте канала уравнение (317):
![]() .
(335)
.
(335)
Подставив
в уравнение (335) значение
![]() из уравнения (320) и проведя преобразования,
получим
из уравнения (320) и проведя преобразования,
получим
![]() .
(336)
.
(336)
Подставляя в уравнение (336) значение h, получим уравнение для определения градиента скорости в любой точке на поверхности лопасти:
 .
(337)
.
(337)
Определение среднего значения градиента скорости на поверхности лопасти
Проинтегрируем уравнение (337) по длине рабочей зоны лопасти:
 .
(338)
.
(338)
Определение напряжения сдвига и силы трения, действующих на единицу ширины лопасти в зоне захвата материала
Напряжение сдвига, действующего на лопасть в зоне захвата материала, определяется зависимостью
![]() ,
(339)
,
(339)
где
![]() -
проекция градиента скорости на нормаль
к поверхности лопасти.
-
проекция градиента скорости на нормаль
к поверхности лопасти.
Полная величина силы трения, действующей на единицу ширины лопасти, равна
![]() ,
(340)
,
(340)
где l - длина лопасти в зоне захвата материала.
Но l
≈
a
и
![]() в
области 0 ≤ x
≤
а;
следовательно,
в
области 0 ≤ x
≤
а;
следовательно,
![]() .
(341)
.
(341)
Интегрирование
выражения
![]() было
выполнено ранее в (338), окончательно
формула для расчета силы трения
материала о лопасть может быть записана
в виде
было
выполнено ранее в (338), окончательно
формула для расчета силы трения
материала о лопасть может быть записана
в виде
 ,
(342)
,
(342)
где b - ширина лопасти.
Расчет шнекового пресса для производства глиняного кирпича на основе реологических свойств глиномасс
Шнековый пресс - основная машина технологических линий по производству глиняного кирпича, от которой в значительной мере зависят их технико-экономические показатели. Отечественная промышленность выпускает шнековые прессы с одной - двумя частотами вращения шнекового вала.
Фактическая частота вращения шнекового вала пресса для конкретных глиномасс, обеспечивающая производительность при допустимой величине давления в головке пресса, часто значительно отличается от установленной заводом-изготовителем пресса.
Паспортная мощность привода для целого ряда глиномасс с мягкими реологическими характеристиками зачастую не используется полностью и, следовательно, можно, увеличив частоту вращения шнекового вала, увеличить производительность пресса в пределах установленной мощности двигателя.
Для глиномасс с жесткими реологическими свойствами существует оптимальная частота вращения шнекового вала, по сравнению с которой увеличение или уменьшение частоты вращения шнека приводит к уменьшению производительности пресса. Стоимость заводских экспериментов по выявлению рациональных режимов работы пресса весьма высока и с каждым годом возрастает. Вот почему в последние годы большое внимание уделяется развитию теории пластического формования.
При формовании материала в шнековом прессе имеют место следующие основные потоки материала:
1. Прямой поток, вызванный толкающей способностью фронтальной поверхности лопасти шнека.
2. Обратный поток, вызванный давлением в головке пресса за выпорной лопастью шнека и движением поверхности лопастей шнека в обратном направлении. Обратного потока в прямом смысле этого слова не существует. Он проявляется в сдерживающем влиянии на прямой поток.
3. Поток утечки, вызванный перепадом давлений по обе стороны от лопасти шнека в кольцевом канале по периметру лопасти.
Прямой поток может быть определен в общем случае с учетом того факта, что за один оборот шнека в головку пресса поступит объем материала, находящийся между выпорной лопастью и лопастью, следующей за ней на расстоянии, равном шагу t:
![]() .
(343)
.
(343)
Обратный поток, а точнее сдерживающее влияние давления в головке пресса на прямой поток, можно определить, если узнать пропускную способность сквозного канала шнека. Шнековые прессы, выпускаемые в настоящее время, имеют за выпорной лопастью канал глубиной 180 мм и шириной 90 мм. Если допустить, что в канал, находящийся за выпорной лопастью, из головки под действием давления поступает глиномасса и обратному движению глиномассы способствует также движение стенок канала - лопастей шнека в том же направлении, что и действие давления, то задачу определения обратного потока можно свести к решению простой задачи течения массы, увлекаемой движущимися параллельными стенками под действием давления на входе в канал.
Решение этой задачи позволяет найти расход материала через канал по формуле
 .
(344)
.
(344)
Поток утечки можно определить, решив задачу движения глиномассы в кольцевом канале, образуемом кромкой лопасти шнека и поверхностью цилиндра. Это решение было получено в виде
 .
(345)
.
(345)
Первое слагаемое правой части уравнения отражает расход глиномассы в результате движения внутреннего глиняного цилиндра, увлекаемого шнеком по направлению к головке пресса.
Второе слагаемое правой части отражает расход материала под действием давления за выпорной лопастью шнека в обратном направлении.
Если абсолютная величина второго слагаемого превысит абсолютную величину первого, то это может означать, что появился поток утечки - движение материала в кольцевом зазоре по направлению от головки пресса к загрузочной зоне.
В табл. 23 представлены результаты расчета потока утечки для глиномасс различных реологических свойств и зазоров между кромкой лопасти и цилиндром пресса.
Как следует из табл. 23, потери производительности пресса становятся весьма значительными при зазоре δ = 0,03 м и боковом давлении (21÷27)105 Н/м2, а при зазоре δ = 0,05 м при боковом давлении (10÷15)105 Н/м2 работа пресса становится невозможной.
Таким образом, в общем случае производительность шнекового пресса можно определить по формуле
![]() .
(346)
.
(346)
Подставим значение параметров из (343), (344), (345) в уравнение (346), предварительно спроектировав на горизонтальную ось шнека скорости потоков глиномассы в каналах шнека. В результате получим уравнение для расчета производительности нагнетателя пресса - шнекового вала:
 (347)
(347)
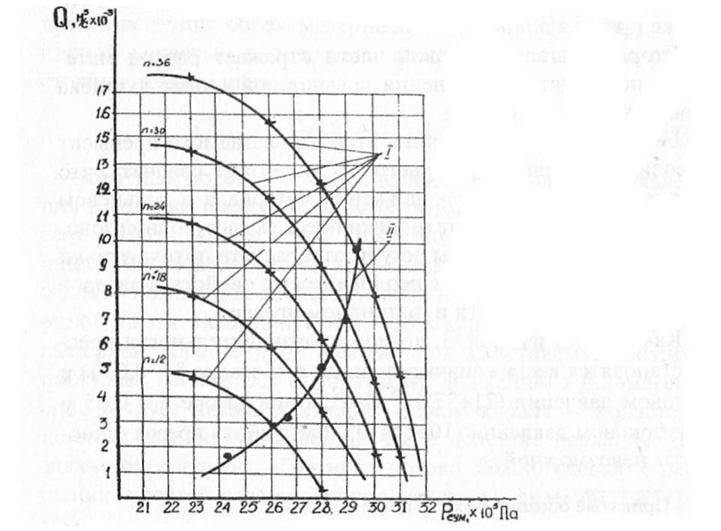
Рис. 44. Характеристики шнека (I) и мундштука (II) при формовании глиномассы с реологическими характеристиками
![]() ;
;
![]()
Таблица 23