

Раздел VII Машины и оборудование для правки, резки и гибки стержневой арматуры и арматурных сеток Классификация оборудования, виды арматурных сталей и изделий
Производство железобетонных изделий и конструкций связано с переработкой и применением большого количества арматурной стали. Арматурные изделия изготовляют как в арматурных цехах заводов железобетонных изделий и конструкций, так и на специальных арматурных заводах. В производстве арматуры принято выделять оборудование и линии, которые постоянно участвуют в технологическом процессе, а также машины и линии специального назначения. К первым относятся: правильно-отрезные станки для заготовки мерных прутков стержневой арматуры; линии для заготовки стержневой арматуры; машины и о6орудование для изготовления сварных сеток; станки для гибки сеток; установки для сборки пространственных арматурных каркасов и др. Ко второму типу — машины для чистки и упрочнения арматуры и для изготовления арматурных каркасов труб; линии для производства закладных деталей и др. В отдельных случаях применяют индивидуальные виды оборудования.
Производство арматуры характеризуется технической оснащенностью арматурных цехов и заводов. Поэтому разработка и создание нового оборудования для производства арматуры должны идти по пути повышения степени механизации и автоматизации, разработки гибких технологий, повышения производительности и надежности, улучшения технико-экономических и эргономических показателей и применения микропроцессорной техники. Параметры разрабатываемых машин должны быть согласованы с техническими характеристиками арматурных изделий.
Для изготовления арматурных изделий используется сталь различных видов и назначения: стержневая арматурная сталь классов А-I … A-V диаметром 6...40 мм; термически упрочненная сталь классов Ат-IV ... Ат-VII диаметром 10...40 мм; холоднотянутая низкоуглеродистая сталь круглого (B-I) и периодического (Вр-I) профиля; высокопрочная проволока ВII и ВрII; прядевая арматура и стальные канаты.
На рис. 31 показаны различные виды арматурных изделий.
Арматурная сталь класса A-I имеет круглую гладкую поверхность, а сталь остальных классов — поверхность периодического профиля. Сталь периодического профиля представляет собой стержни с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Сталь класса А-II имеет выступы, идущие по винтовым линиям с одинаковым заходом по обеим сторонам стержня, а сталь классов А-III, A-V, Aт-IV и Aт-VII — выступы, идущие по винтовым линиям, имеющим с одной стороны правый, а с другой — левый заходы. Сталь классов A-I и А-II диаметром до 14 мм и классов А - III диаметром до 10 мм включительно поставляется на заводы железобетонных изделий в мотках (бухтах) или прутках, а больших диаметров — в прутках. Стержни поставляются длиной до 6...12 м немерной и мерной длины, а также мерной длины с остатками стержней длиной не менее 2 м. Термически упрочненная арматурная сталь поставляется длиной 5,3...13,5 м. Прутки арматурной стали поставляются в связках
(пакетах) массой до 15 т. Горячекатаная сталь в мотках поставляется массой до 100 кг.
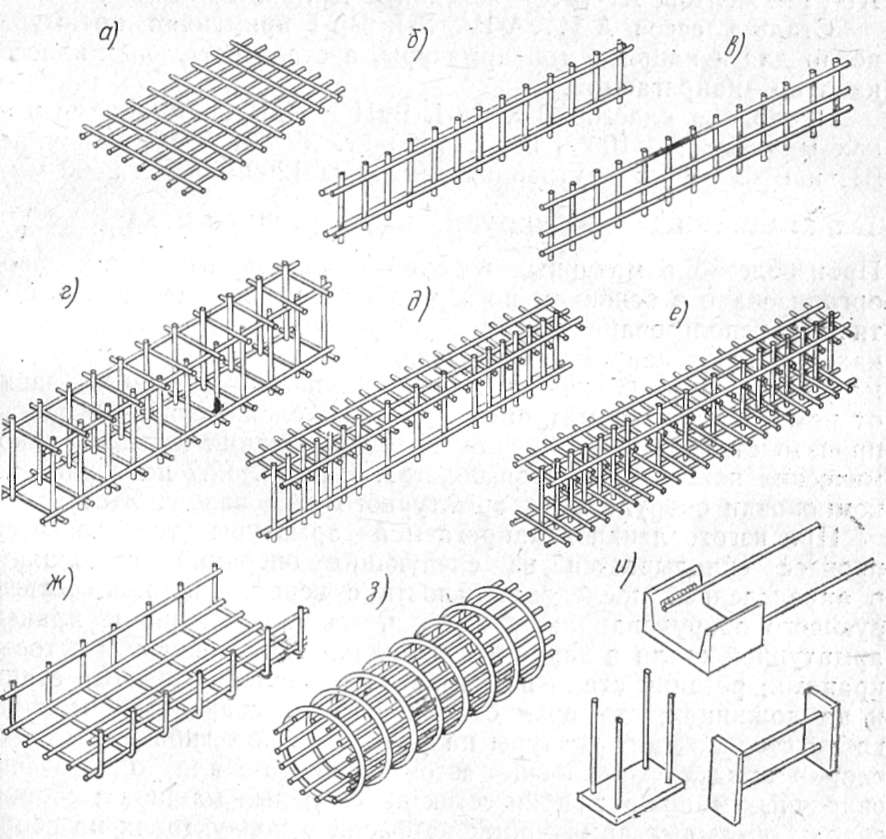
Рис. 31. Основные виды арматурных изделий: а – плоская сетка;
б, в – плоские каркасы;
г, д, е – пространственные каркасы; ж – гнутая сетка;
з – каркас железобетонной трубы;
и – закладные детали
Концы стержней из стали различных классов окрашивают красками: Ат-ШС — белой и синей; A-IV — красной; Aт-IVC — белой и желтой; Aт-IVK — зеленой; A-V — красной и зеленой; Aт-V — синей; Aт-IVK — белой и зеленой; A-VI — красной и синей; Ат-VI — желтой; Aт-VIK — зеленой и черной.
Сталь классов A-I...A-IV, B-I, Вр-I применяют преимущественно для ненапрягаемой арматуры, а сталь остальных классов и канаты — напрягаемой.
Проволока классов B-I, Вр-I, ВзII и ВрII поставляется в мотках массой 20...100 и 500...1500 кг. Мотки проволоки классов ВII и ВрII имеют внутренние диаметры 1200, 2000 и 2500 мм.
Проектирование и расчет правильно-отрезных станков, станков для резки арматуры, а также станков для гибки стержневой арматуры
Проработать по учебнику “Механическое оборудование для производства строительных материалов и изделий” А.А. Борщевский, А.С. Ильин, “Высшая школа ” 1987 г. стр. 208 – 233.
Вопросы для самопроверки и контроля
Какое оборудование используется для упрочнения арматурных сталей?
Назовите основные типы правильно-отрезных станков.
Опишите принцип действия гибочного станка.