

Удаление поврежденного крепежа
П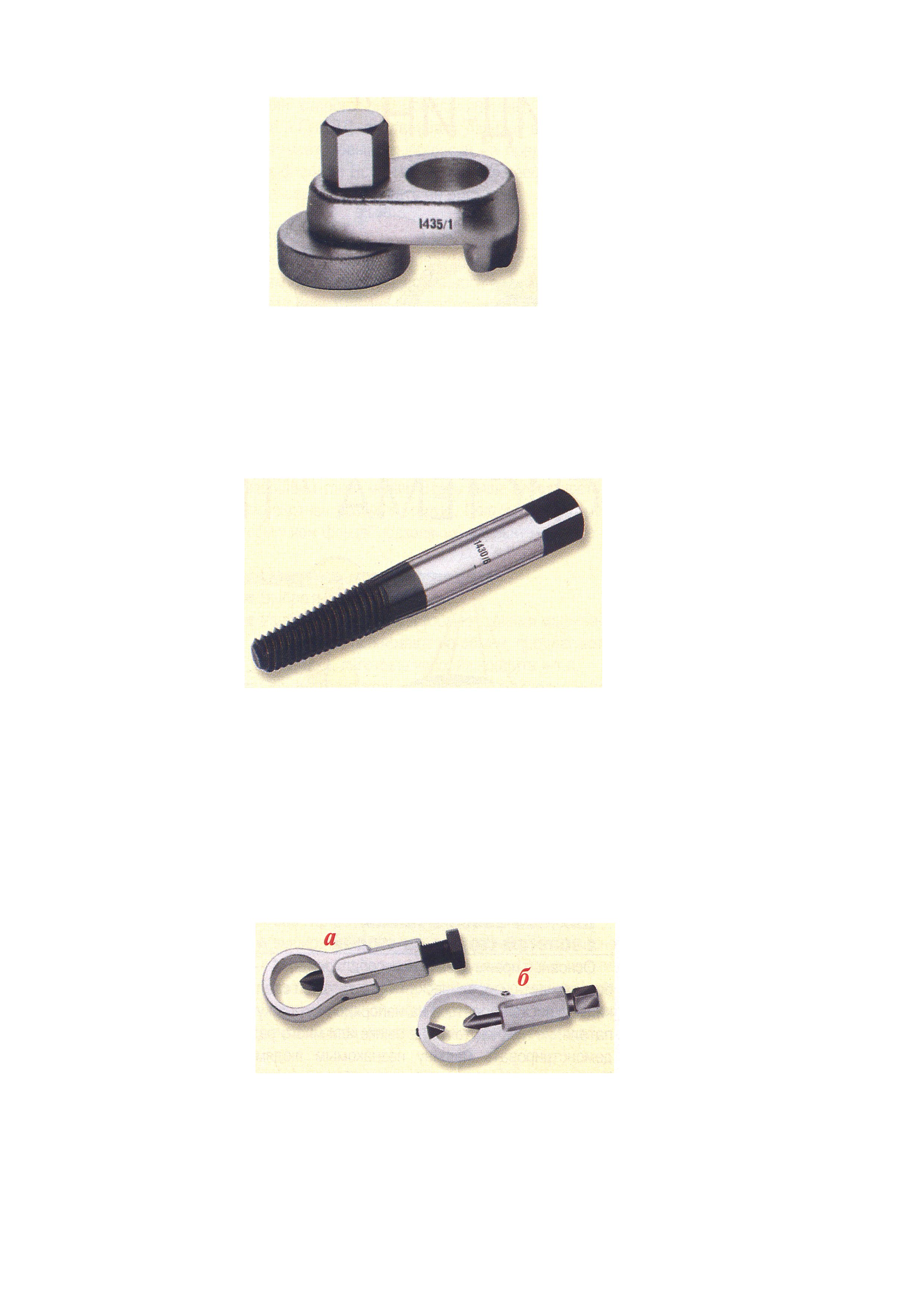 ри
ремонте приходится сталкиваться с
проблемой удаления поврежденного
крепежа. Шпильку, как отмечалось выше,
можно отвернуть, воспользовавшись двумя
гайками или приспособлением (рис. 46). А
если резьба сорвана так, что гайки и
приспособления не помогут или вообще
отломан гаечный резьбовой конец шпильки.
В этом случае, при наличии сварки,
приваривают к шпильке стержень и
отворачивают ее. Применяют и эксцентриковые
шпильковерты (рис. 52).
ри
ремонте приходится сталкиваться с
проблемой удаления поврежденного
крепежа. Шпильку, как отмечалось выше,
можно отвернуть, воспользовавшись двумя
гайками или приспособлением (рис. 46). А
если резьба сорвана так, что гайки и
приспособления не помогут или вообще
отломан гаечный резьбовой конец шпильки.
В этом случае, при наличии сварки,
приваривают к шпильке стержень и
отворачивают ее. Применяют и эксцентриковые
шпильковерты (рис. 52).
Рис. 52. Шпильковерт
П олучили распространение и экстракторы (рис. 53). Экстрактор имеет левую коническую резьбу. При вворачивании его в отверстие, просверленное по оси обломанного крепежа, экстрактор заклинивает в нем, что позволяет выкрутить обломанную шпильку (болт). Экстракторы изготовляют из закаленной хромованадиевой стали.
Рис. 53. Экстрактор
Для разрубания гаек применяются приспособления, показанные на рис. 54. Приспособление одевается на поврежденную гайку, при вращении винта перемещается режущая часть и гайка разрезается с одной (рис. 54а) или двух сторон (рис. 54б).

Рис. 54. Приспособления для разрезания гаек
Восстановление резьбы
Бывает, довольно часто, в деталях «сорвана» резьба. А детали, к примеру, блок цилиндров, головка блока цилиндров двигателя очень дорогие.
Е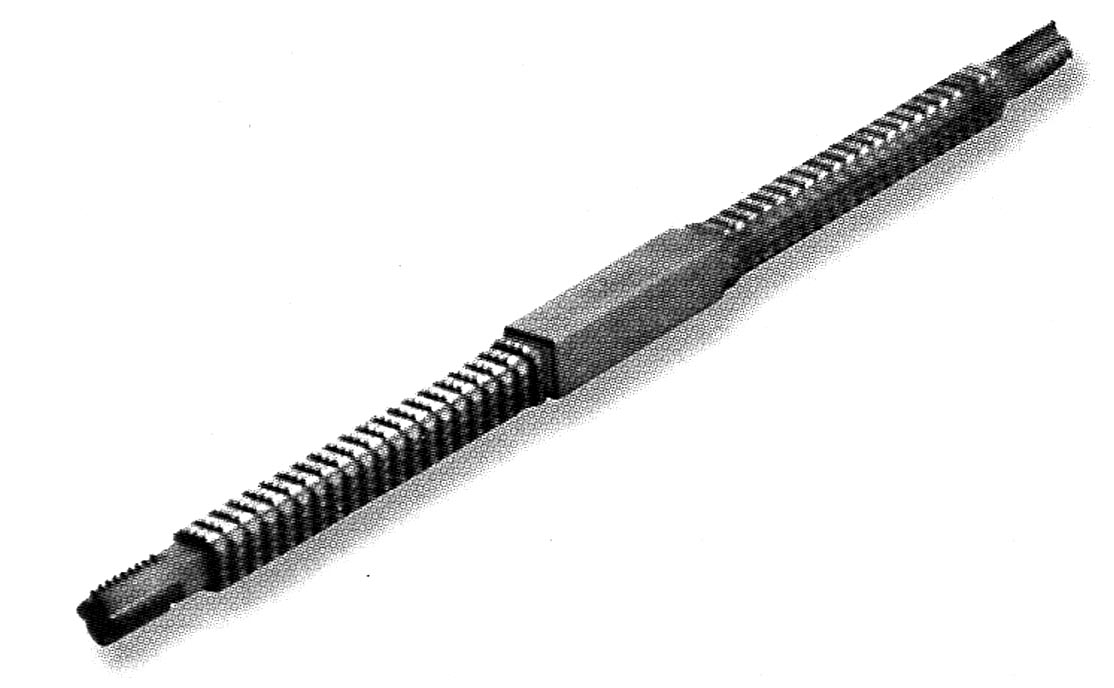 сли
резьба повреждена незначительно, то
можно попытаться восстановить поврежденные
витки раскатным (выдавливающим)
инструментом. На рис. 55 представлен
такой инструмент восстановления резьб
четырех номинальных диаметров.
сли
резьба повреждена незначительно, то
можно попытаться восстановить поврежденные
витки раскатным (выдавливающим)
инструментом. На рис. 55 представлен
такой инструмент восстановления резьб
четырех номинальных диаметров.
Рис. 55. Инструмент для восстановления поврежденной внутренней резьбы
Для резьб большего диаметра применяют целый ряд способов восстановления резьб.
Рассмотрим их на примере восстановления резьбовых отверстий под свечу зажигания в головке блока цилиндров двигателя внутреннего сгорания.
Резьбы свечей зажигания не относятся к крепежным, ее резьба присоединительная (рис. 4). По нашим стандартам резьба М14х1,25 применяется только для свечей зажигания.
Причин повреждения резьбы свечного отверстия, да и других несколько: перекос при завинчивании, загрязнение, затяжка с усилием превышающим допустимое.
Восстановление резьб в отверстиях производится различными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий именно для конкретного случая.
Необходимо отметить, что при всех способах ремонта, как правило, обязательными требованиями являются:
обеспечение соосности старого и нового отверстий,
соблюдение точности резьбы.
Для ремонта используется заплавление (электросварка, газовые горелки) отверстия с поврежденной резьбой или установка резьбовой вставки – фланцевой, спиральной, самонарезающей, а также с фиксирующим пояском. При использовании вставок обязательна калибровка резьбы метчиком для устранения нарушения формы резьбы при запрессовке, завинчивании вставок.
Заплавление. Интенсивный нагрев при заплавлении может привести к образованию трещин в зоне ремонта. Поэтому заплавление применяется, в крайнем случае, когда нельзя воспользоваться другими способами восстановления резьбы.
Вставки, при ремонте свечного отверстия, изготавливают обычно из бронзы (рис. 56). Наружная резьба вставки не может быть менее 18 мм (например, используют резьбу CnМ18х1,25) для обеспечения прочности.
Для эффективного отвода тепла от свечи вставка (материал бронза) должна плотно (с натягом) сидеть в головке блока цилиндров. С этой целью наружный диаметр резьбы вставки делается больше номинального.
На наружную резьбу вставки наносят бакелитовый лак и завертывают в головки блока цилиндров с помощью свечи.
Фиксации вставки в свечном отверстии способствует развальцовка ее тонкой цилиндрической части на конце (со стороны камеры сгорания).
Между бронзовой втулкой и головкой из алюминиевого сплава происходит процесс электрохимической коррозии, которая будет усиливаться за счет проникновения отработавших газов.
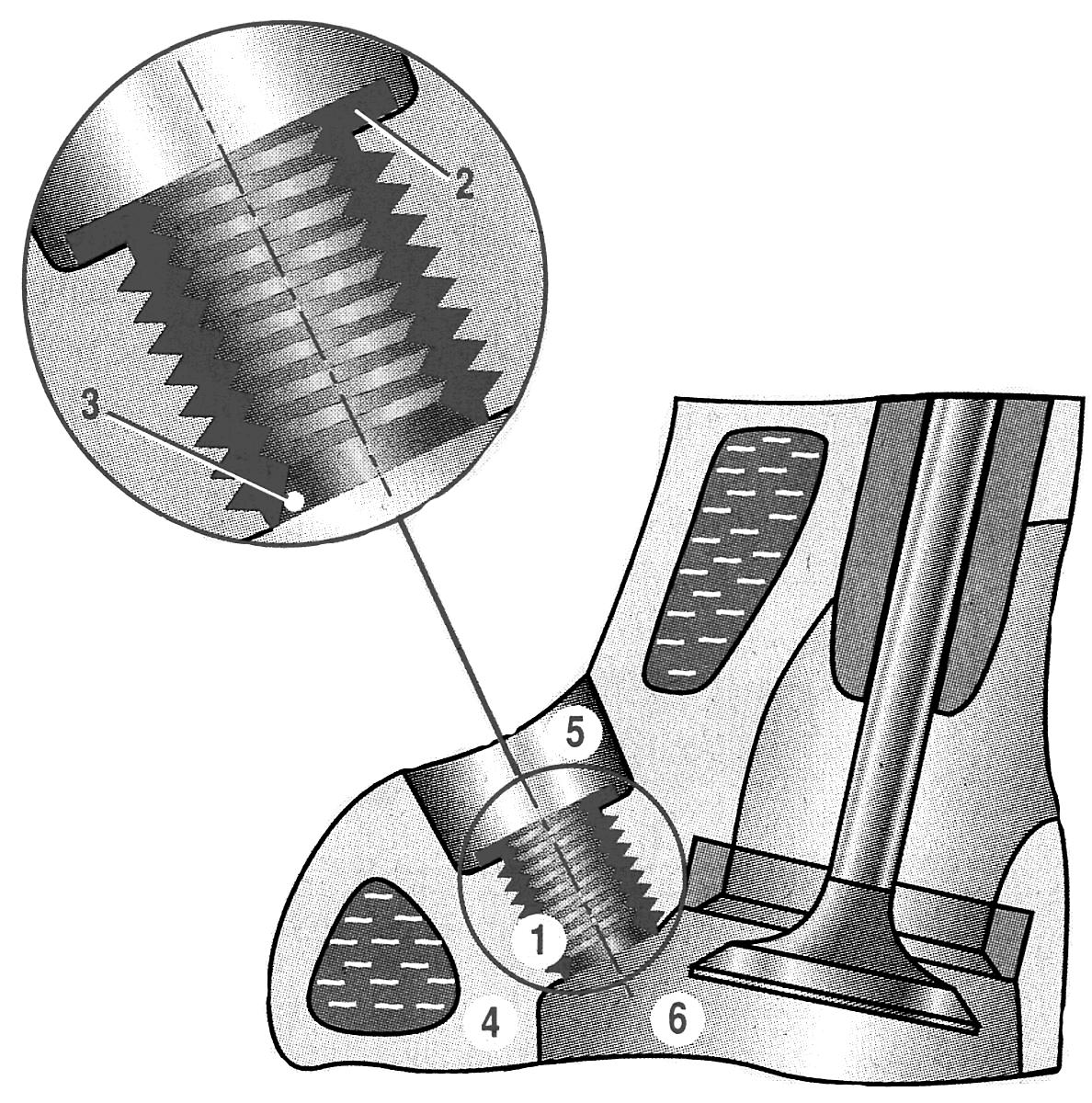
Рис. 56. Резьбовая бронзовая вставка с опорным фланцем
и развальцовкой: 1 – вставка, 2 – фланец вставки, 3 – место развальцовки, 4 – головка блока цилиндров, 5 – свечной колодец, 6 – камера сгорания, 7 – камера охлаждения
Установка резьбовой вставки с опорным фланцем возможна только у двигателей старых автомобилей, у которых стенка между свечным отверстием и каналом охлаждения имеет достаточную толщину, а свечной колодец – подходящий диаметр.
Установка спиральной вставки (рис. 57). Подготовку свечного отверстия производят комбинированным метчиком, который позволяет обойтись без станков.
Комбинированный метчик (рис. 57б) «двухразмерный» М14х1,25 под свечу и CnМ16х1,25 под спиральную вставку. При заворачивании метчика в резьбовое отверстие (М14х1,25) он центрируется в нем и нарезает резьбу (CnМ16х1,25) без перекоса.
Вставка (рис. 57а) представляет собой проволочную пружинную спираль ромбического сечения с загнутым технологическим поводком. Внутренний диаметр и шаг спирали соответствуют резьбе свечи, а наружный – больше ремонтной резьбы (CnМ16х1,25) для надежной фиксации. Например, для восстановления резьбы М14х1,25 требуется спираль с наружным диаметром, в свободном состоянии, 16,4 мм.

Рис. 57. Спиральная вставка (а), комбинированный метчик (б), стандартный метчик для прогонки резьбы (в): 1 – технологический поводок вставки, 2 – насечка для облегчения обламывания поводка, 3 – резьба М 14х1,25, 4 – режущая переходная часть (зенкер), 5 – резьба М16х1,25
Спиральную вставку вворачивают за технологический поводок специальным ключом. При этом спираль сжимается, уменьшается ее наружный диаметр, позволяя вставке встать в ремонтную резьбу. Установку ее производят со стороны свечного колодца до того момента, пока ее верхний виток не опустится на 0,5 мм ниже плоскости (рис. 58) под уплотнительное кольцо свечи. Затем специальным бородком срубают технологический поводок.
При наличии соответствующих вставок и метчиков можно восстановить резьбу не только свечных отверстий (таблица 5), где представлены наиболее часто встречающиеся «автомобильные» резьбы.
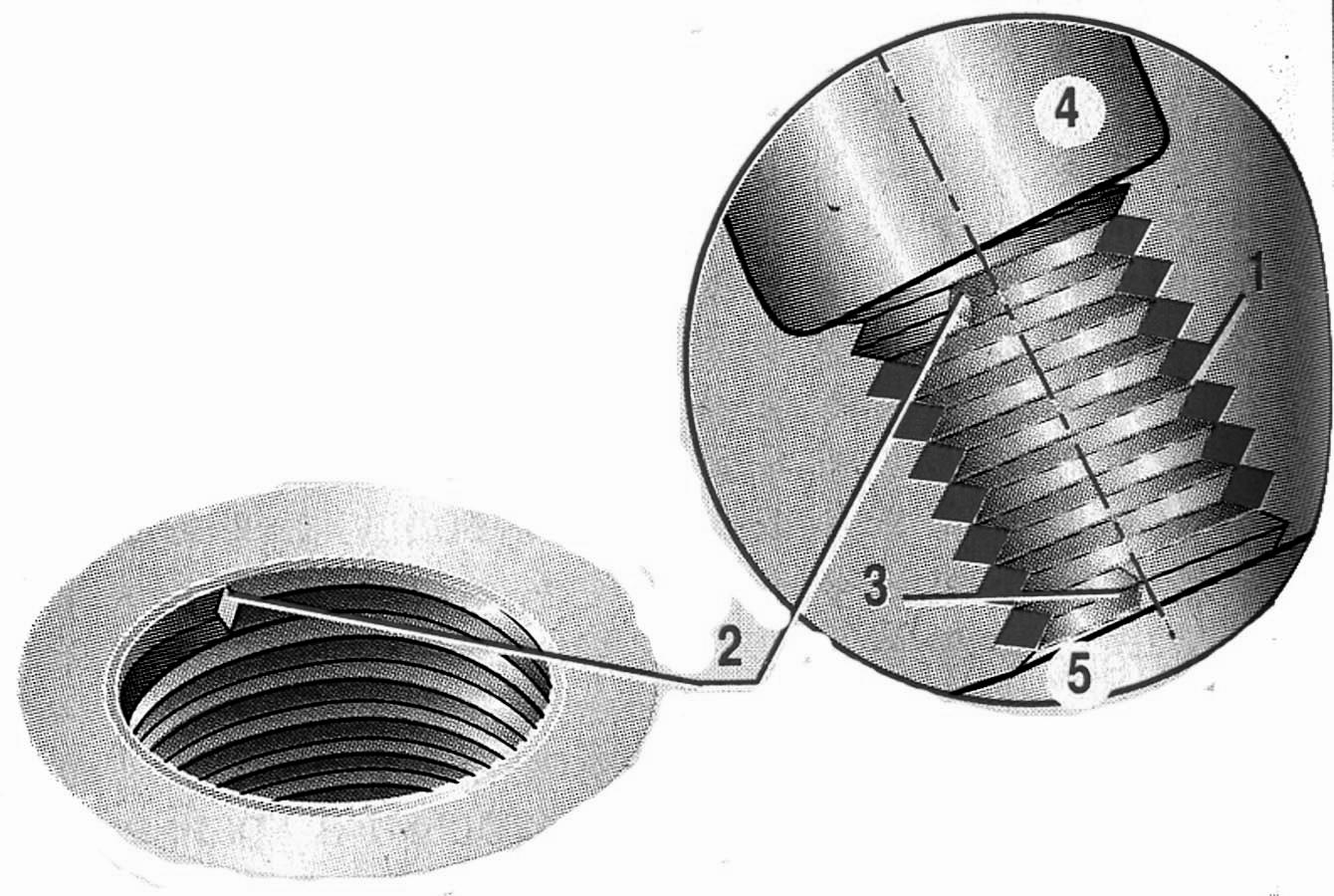
Рис. 58. Установка спиральной вставки в головке блока: 1 – вставка, 2 – верхний виток вставки, 3 – место облома поводка, 4 – свечной колодец, 5 – камера сгорания
Таблица 5. Восстановление резьб вставками
Поврежденная резьба |
Диаметр сверла для удаления поврежденной резьбы, мм |
Резьба под спиральную вставку |
М8х1,25 |
8,7 |
М10х1,25 |
М10х1,25 |
10,7 |
М12х1,25 |
М12х1,25 |
12,7 |
М14х1,25 |
М14х1,25 |
14,7 |
CnМ16х1,25 |
Установка самонарезной вставки. В свечном отверстии нарезают ремонтную резьбу комбинированным метчиком М14х1,25 и 5/8″, близкую по размерам к М16х1,25 (рис. 59).
Метчик заворачивают в отверстие на глубину, достаточную для срезания его развертывающей частью вершин ремонтной резьбы, что обеспечивает минимальный начальный крутящий момент заворачивания вставки. Метчик (рис. 59б), по сути дела, включает два метчика, зенкер и развертку.
Технология изготовления вставки предусматривает определенное взаимное положение витков внутренней и наружной резьбы (рис. 59). Это позволяет без снижения прочности использовать наружную резьбу меньше, чем у вставки с опорным фланцем.
Диаметр наружных витков вставки – 16,5 мм, что примерно на 0,6 мм больше предварительно нарезанной резьбы, а на ее боковой поверхности сделаны три углубления – 1 (рис. 59) облегчающее процесс самонарезания.
В о
вставку ввертывается с одной стороны
направляющая втулка (рис. 59г), с другой
стороны, вращающий вставку при нарезании
резьбы, инструмент (рис. 59в).
о
вставку ввертывается с одной стороны
направляющая втулка (рис. 59г), с другой
стороны, вращающий вставку при нарезании
резьбы, инструмент (рис. 59в).
Рис. 59. Саморезная резьбовая вставка (а), комбинированный метчик (б), инструмент для заворачивания вставки (в), направляющая втулка (г): 1 – углубление для сбора стружки и облегчения нарезания резьбы, 2 – заборная часть, 3 – зенкер, 4 – резьба 5/8", 5 – режущие кромки развертывающейся части (развертка)
При ввертывании вставка нарезает резьбу своего диаметра и профиля, что обеспечивает надежную ее фиксацию (рис. 60). Герметичность соединения с головкой болта достигается применением термостойкого клея, который перед установкой наносят на наружную поверхность вставки. Направляющую втулку установочного инструмента (рис. 59г) можно снять только со стороны камеры сгорания, что и вынуждает демонтировать головку с двигателя.
Установка вставки с фиксирующим пояском. Ремонтную резьбу в поврежденном свечном отверстии нарезают комбинированным метчиком М14х1,25 и CnМ17х1,25 (рис. 61б).
При изготовлении вставки ее внутреннюю и наружную резьбу нарезают определенным способом, не допускающим совмещения выступов и впадин профиля (рис. 62), что обеспечивает необходимую прочность детали. Установочное приспособление (рис. 61в,г) позволяет заворачивать вставку в глубокое свечное отверстие и легко демонтируется с внешней стороны головки блока. Герметичность обеспечивается термостойким клеем. Два наружных витка вставки имеют накатку – 1 (рис. 60а), которая надежно ее фиксирует (рис. 62) после развальцовки оправкой со специальным профилем (рис. 61).
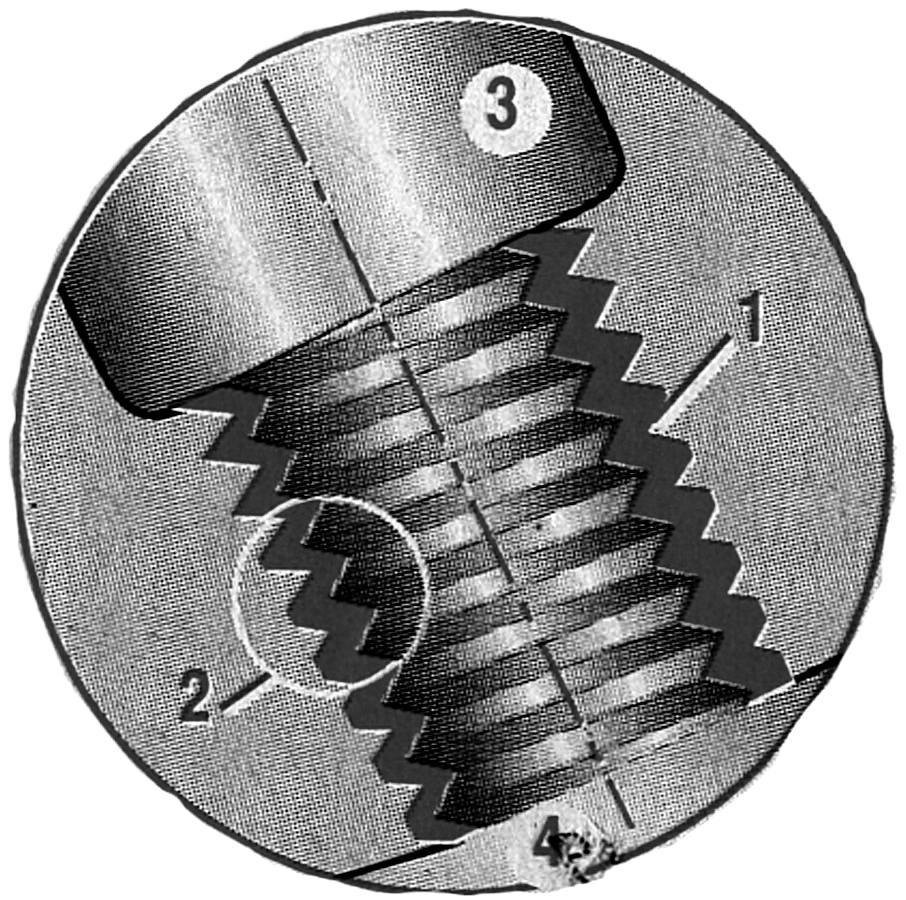
Рис. 60. Установка саморезной вставки в головке блока: 1 – вставка, 2 – взаимное положение витков наружной и внутренней резьб, 3 – свечной колодец, 4 – камера сгорания

Рис. 61. Вставка фиксирующим пояском (а), комбинированный метчик (б), инструмент для ввертывания вставки (в) и развальцовки пояска (г): 1 – фиксирующий поясок с накаткой, 2 – расточка пояска, 3 – центрирующая часть метчика, 4 – резьба М14х1,25, 5 – зенкер, 6 – резьба Сп.М17х1,25
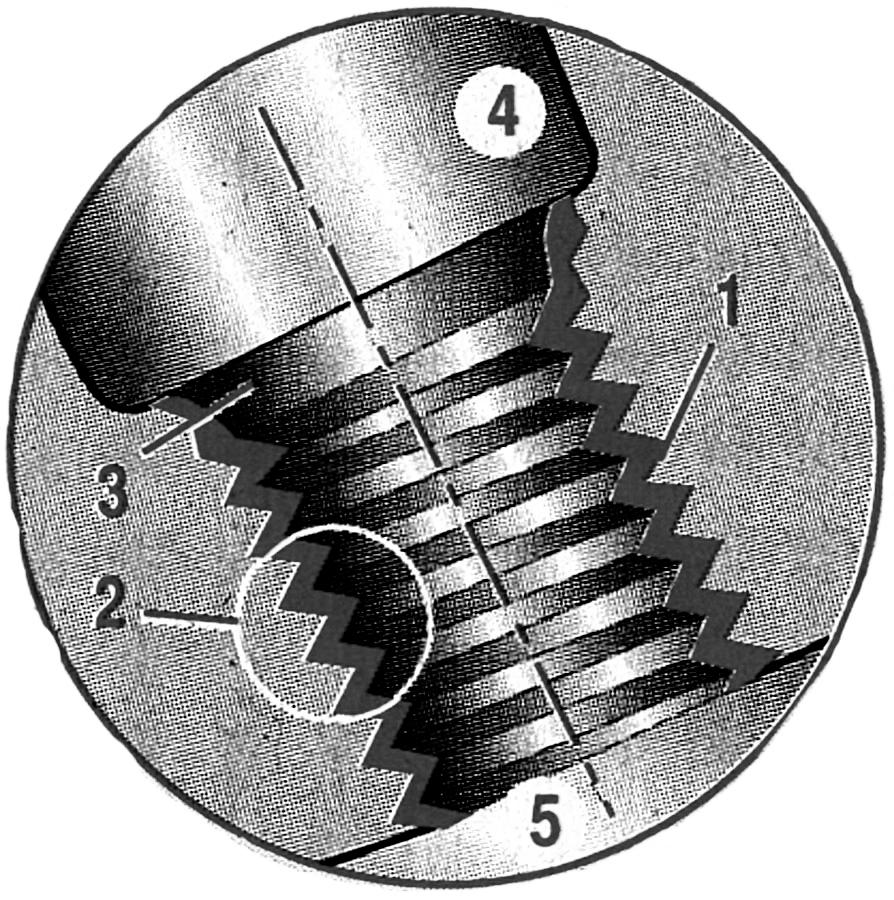
Рис. 62. Установка вставки с фиксирующим пояском: 1– вставка,
2 – взаимное положение витков резьб вставки, 3 – развальцовка фиксирующего пояска, 4 – свечной колодец, 5 – камера сгорания
Данный способ позволяет ремонтировать отверстия как для свечей с уплотнительным кольцом, так и с коническим уплотнением.