

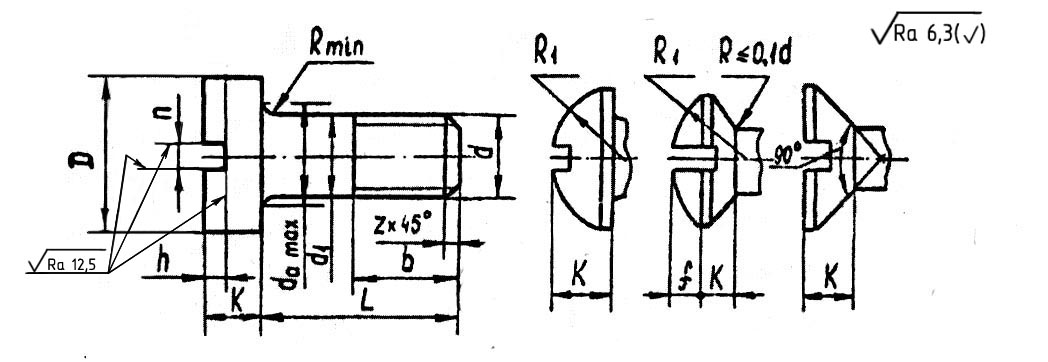
Изображение винта
Исходные данные – таблица 16. Например, вариант 30, винт с полупотайной головкой ГОСТ 17475-80, резьба М10. Размеры винта (таблица 17).
Условное обозначение винта (вариант 30):
«Винт А.М10-6gх45.48 ГОСТ 17475-80»
Таблица 16. Винты
Вариант |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
d, мм |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
8 |
10 |
12 |
14 |
16 |
Винт
|
ГОСТ 1491-80 |
ГОСТ 17473-80 |
||||||||||
Головка цилиндрическая |
Головка цилиндрическая со сферой |
|||||||||||
Продолжение таблицы 16
Вариант |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
|
d, мм |
18 |
20 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
8 |
10 |
12 |
|
Винт
|
ГОСТ 17473-80 |
ГОСТ 17474-80 |
|||||||||||
Головка цилиндрическая со сферой |
Головка полупотайная |
||||||||||||
Продолжение таблицы 16
Вариант |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
36 |
|
d, мм |
14 |
16 |
18 |
20 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
8 |
|
Винт
|
ГОСТ 17474-80 |
ГОСТ 17475-80 |
|||||||||||
Головка полупотайная |
Головка потайная |
||||||||||||
Таблица. 17. Винты. Выдержки из ГОСТ 1491-80, ГОСТ 17473-80,
Г
 ОСТ
17474-80, ГОСТ 17475-80
ОСТ
17474-80, ГОСТ 17475-80
ГОСТ 1491-80 ГОСТы: 17473-80 17474-80 17475-80
исп.1 исп.1 исп.1
Исполнение 2 – крестообразный шлиц
d |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
Диаметр резьбы, мм |
P |
1,25 |
1,5 |
1,75 |
2,0 |
2,5 |
шаг крупный |
||
D |
13 |
16 |
18 |
21 |
24 |
27 |
30 |
1491-80,17473-80 17474-80,17475-80 |
14,5 |
18 |
21,5 |
25 |
28,5 |
32,5 |
36 |
||
K |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
1491-80,17473-80 |
5,6 |
7 |
8 |
9,5 |
11 |
12 |
14 |
17473-80 |
|
4 |
5 |
6 |
7 |
8 |
9 |
10 |
17474-80,17475-80 |
|
b |
22 |
26 |
30 |
34 |
38 |
42 |
45 |
b+2P, напр., 22+2,5 |
n |
|
|
|
|
|
ГОСТ 24669-81 |
||
l |
45 |
В задании реком. |
||||||
h |
2,8 |
3,2 |
3,8 |
4,2 |
4,6 |
5,1 |
5,6 |
1491-80,17473-80 |
3,7 |
4,5 |
5,4 |
6,3 |
7,2 |
8,1 |
9 |
17474-80 |
|
2,1 |
2,6 |
3 |
3,5 |
4 |
4,5 |
5 |
17475-80 |
|
Rmin |
0,4 |
0,6 |
0,8 |
ГОСТ 24670-81 |
||||
da max |
9,2 |
11,2 |
14,2 |
16,2 |
18,2 |
20,2 |
22,4 |
ГОСТ 24670-81 |
Продолжение таблицы 17
d1 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
Диаметр стержня |
R1 |
6,5 |
8,1 |
9,1 |
10,6 |
12,1 |
13,6 |
15,1 |
17473-80 |
15 |
19 |
22,5 |
26 |
30 |
34 |
38 |
17474-80 |
|
f |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
17474-80 |
z |
1,4 |
1,6 |
2 |
2,5 |
ГОСТ 12414-66 |
|||
Примечание. Винты классов точности А и В отличаются допусками расположения поверхностей и допуском на размер l |
||||||||
Таблица 18. Диаметры сверл для отверстий под нарезание метрической резьбы с зазорами (ГОСТ 16093-81) с крупным шагом среднего класса точности в материалах с нормальной вязкостью
(выдержки из ГОСТ 19257-73), фаска по ГОСТ 10549-80 ( размеры в мм)
Номинальный диаметр резьбы d |
Шаг/фаска Р/z |
Диаметр отверстия под резьбы с полями допуска |
Диаметр сверла |
|
6H |
6G |
|||
14 |
2/2 |
|
|
12 |
16 |
2/2 |
|
|
14 |
18 |
2,5/2,5 |
|
|
15,5 |
20 |
2,5/2,5 |
|
|
17,5 |
22 |
2,5/2,5 |
|
|
19,5 |
24 |
3/2,5 |
|
|
21 |
27 |
3/2,5 |
|
|
24 |
30 |
3,5/2,5 |
|
|
26,5 |
33 |
3,5/2,5 |
|
|
29,5 |
36 |
4/3 |
|
|
32 |
39 |
4/3 |
|
|
35 |
42 |
4,5/3 |
|
|
37,5 |
45 |
4,5/3 |
|
|
40,5 |
48 |
5/4 |
|
|
43 |
52 |
5/4 |
|
|
47 |
Примечание. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание). К таким материалам относятся: латуни, сплавы алюминия, магния, титана, высоколегированные стали и т.д. |
||||