

В зависимости от измерительных средств, используемых в процессе измерения, различают инструментальный, экспертный, эвристический и органолептический методы измерений.
Инструментальный метод основан на использовании специальных технических средств, в том числе автоматизированных и автоматических.
Экспертный метод оценки основан на использовании данных нескольких специалистов. Широко применяется в квалиметрии, спорте, искусстве, медицине.
Эвристические методы оценки основаны па интуиции. Широко используется способ попарного сопоставления, когда измеряемые величины сначала сравниваются между собой попарно, а затем производится ранжирование на основании результатов этого сравнения.
Органолептические методы оценки основаны на использовании органов чувств человека (осязания, обоняния, зрения, слуха и вкуса). Часто используются измерения на основе впечатлений (конкурсы мастеров искусств, соревнования спортсменов).
26. Измерительный инструмент, применяемый при работе на станках.
Ну здесь все просто. Штангенциркуль, микрометр
27. Инструмент для контроля отверстий.
Для измерений диаметров отверстий и точности их относительно положения в корпусных деталях при обработке на сверлильных станках применяют как универсальные средства, так и различные калибры-пробки. Универсальными измерительными средствами являются индикаторные нутромеры, микрометрические штихмассы, штангенциркули и др.
Погрешности формы отверстий в поперечном сечении (овальность, огранка) определяются измерениями в различных радиальных направлениях. Погрешность формы в продольном сечении (конусообразность, бочкообразность и т. п.) определяются по результатам измерений в различных поперечных сечениях. Для измерения длин отверстий используют штангенглубиномеры, шаблоны, калибры.
Для контроля точности относительно положения отверстий преимущественно используются контрольные оправки.
28. Инструмент для контроля пазов.
Контроль размеров пазов и канавок можно производить как штриховыми измерительными инструментами (штангенциркуль, штанген-глубиномер), так и калибрами. Измерение и отсчет размеров пазов с помощью универсальных инструментов не отличаются от измерений других линейных размеров (длина, ширина, толщина, диаметр). Контроль ширины паза может быть произведен круглыми и листовыми предельными калибрами — пробками.
29. Инструмент для контроля резьбы.
Для контроля элементов резьбы — шага, диаметров, формы профиля — применяются универсальные и специальные инструменты. Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры.
Измерение шага резьбы. Измерительной линейкой или штангенциркулем определяют длину нескольких шагов резьбы и полученный результат делят на количество шагов.
Шаг как наружной, так и внутренней резьбы можно определить при помощи резьбомера. На каждой пластинке резьбомера указана величина шага резьбы. Подбирают пластинку таким образом, чтобы ее зубцы плотно, без зазора вошли во впадины измеряемой резьбы. Тогда шаг резьбы будет равен шагу, указанному на пластинке.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно с помощью резьбового микрометра. Для измерения резьб различных размеров пользуются комплектами наконечников (один с вырезом второй с конусом) соответствующего размера. Предел использования данного комплекта указан на наконечниках. Так, например, клеймо М 3—4,5 показывает, что данным комплектом можно измерять метрические резьбы с шагом 3; 3,5; 4; 4,5 мм.
У микрометров с пределом измерений 0—25 мм нулевые деления на барабане и стебле микрометра совпадают при плотном прилегании наконечников друг к другу. У микрометров с пределом измерения 25—50 мм совпадение делений должно быть тогда, когда между наконечниками вставлен эталон А.
Проверка профиля резьбы. Форма профиля резьбы проверяется шаблоном. В случае необходимости в очень точном контроле приме няотся специальные микроскопы. Проверка нормальными резьбовыми калибрами. Неответственные резьбы удобно и просто контролировать с помощью калибров. Нормальным резьбовым кольцом проверяют наружный диаметр резьбы. Кольцо навинчивается на винт, и о точности резьбы судят по покачиванию кольца. Внутренний диаметр резьбы проверяют нормальной резьбовой пробкой. Гладкий конец нормального калибра служит для проверки диаметра отверстия под резьбу.
Проверка предельными резьбовыми калибрами. Точные резьбы контролируют с помощью предельных резьбовых калибров. Внутренняя резьба проверяется с помощью резьбового калибра-пробки. Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие.
Наружная резьба проверяется проходными резьбовыми кольцами, которые должны полностью навинчиваться на винт и зажиматься непроходной регулируемой скобой для проверки среднего диаметра. В массовом производстве для проверки наружной резьбы пользуются предельными резьбовыми скобами с двумя парами роликов.
30. Контроль деталей.
Для определения качества термической обработки деталей используют либо межоперационный, либо окончательный контроль. В первом случае детали контролируют в промежутке между операциями термической обработки, во втором — после окончания всех операций. Обычно контролируют механические свойства (главным образом твердость) детали, структуру, глубину слоя (при химико-термических процессах, индукционной закалке). Особенно проверяют, имеют ли детали дефекты (трещины, троостит-ные пятна и т. п.). Контроль осуществляют в цехе, а также в цеховой или заводской лаборатории.
После термической и химико-термической обработок контролируют твердость. Детали, закаленные на высокую твердость, а также детали после цементации, цианирования, закалки и отпуска контролируют на приборах Роквелла или Виккерса. Для определения твердости азотированных деталей используют прибор Виккерса. Твердость деталей после улучшения определяют на прессе Бринелля. Качественное определение твердости закаленных деталей может быть проведено тарированным напильником. Этот способ контроля наиболее простой, быстрый и дешевый, но требует определенного опыта. На приборе Роквелла (или Виккерса) проверяют 5—10% деталей, а остальные — тарированным напильником.
Структуру после термической обработки определяют по металлографическим шлифам. Образцы для изготовления микрошлифов отрезают тонким алундовым или карборундовым кругом. Во избежание отпуска при резании следует охлаждать деталь, обильно подавая эмульсию или другую жидкость. Плоские детали, склонные к изменению формы при термической обработке, подвергают правке. Детали типа валов устанавливают в центра и с помощью индикатора определяют кривизну. Чтобы при шлифовании на поверхности детали не осталась чернота, кривизна детали на сторону не должна быть больше половины припуска на шлифование. Кривизну плоских деталей проверяют на плите с помощью щупа. Для контроля мелких поверхностных трещин в закаленных деталях распространен магнитный метод (магнитная дефектоскопия). С помощью этого метода контролируют, например, пружины, рессорные листы, поворотные кулаки, детали рулевого управления автомобиля, подшипниковые кольца и др.
Поверхностные дефекты (например, микротрещины и др.) можно выявлять люминесцентным методом. По сравнению с методом магнитной дефектоскопии, с помощью которого можно обнаруживать дефекты только в магнитных металлах, люминесцентный метод применим для контроля деталей, изготовленных из магнитных и немагнитных металлов. Для обнаружения дефектов, расположенных в деталях на значительной глубине, применяют метод ультразвуковой дефектоскопии. Наличие или отсутствие на закаленной поверхности трооститных пятен определяют макротравлеиием с помощью тройного реактива.
31. Правила обращения и хранение с измерительным инструментом. Уход за ним.
1. Бережно и осторожно обращаться с инструментом, не допускать ударов, не делать резких движений, устанавливая или снимая инструмент.
2. Беречь инструмент от загрязнения.
3. После окончания работы инструмент следует тщательно протереть и смазать рабочие поверхности и неокрашенные части тонким слоем бескислотного технического вазелина.
4. Хранить инструменты в специально отведенном месте в шкафах, тумбочках. Более точный измерительный инструмент - концевые меры длины - хранить в специальных футлярах.
5. Помещение, где хранятся инструменты, должно быть сухим с постоянной температурой 18-20°.
6. Весь контрольно-проверочный инструмент должен подвергаться регулярной периодической проверке для установления годности его к дальнейшей эксплуатации.
33. Гладкие калибры.
|
Предельные гладкие калибры. Общие сведения
Калибры - бесшкальные измерительные инструменты, предназначенные для контроля размеров элементов деталей, их геометрической формы и взаимного расположения.
С помощью калибров нельзя определить действительные размеры элементов деталей. Задачей контрольных функций калибров является установление соответствия действительных размеров элементов деталей их предельным значениям, проставленным в рабочих чертежах, на основе чего делаются выводы о годности или негодности детали по ее контролируемому параметру. Методы контроля делят на активные и пассивные. При активных методах контролируют ход технологического процесса, производя по результатам контроля подналадки процесса обработки с целью недопущения появления бракованных деталей. При пассивных методах контроля, осуществляемых предельными калибрами, при различных видах технического контроля констатируют годность или негодность изготовленных деталей. Предельные гладкие калибры получили широкое применение в серийном и массовом производстве.
Контроль размеров элементов деталей с помощью предельных гладких калибров сводится к следующему выполняют по диаметру, близкому к наименьшему предельному размеру контролируемого отверстия Dmin, а другой калибр - непроходной (НЕ) - по диаметру, близкому к наибольшему предельному размеру отверстия Dmax.
Вывод о годности детали, когда действительный размер контролируемого отверстия находится в пределах заданного поля допуск делают на основании того, что калибр ПР должен проходить, калибр НЕ не должен проходить в контролируемое отверстие.
Для контроля валов изготавливают два предельных калибра-скобы. Калибр-скоба ПР имеет размер, близкий к наибольшему предельному размеру вала dmax, а калибр-скоба НЕ - размеру близкий к наименьшему предельному размеру вала dmin.
Если калибр-скоба ПР свободно пройдет по диаметру вала, а калибр-скоба НЕ не пройдет, то деталь признается годной по контролируемому размеру вала.
Любое нарушение названных условий годности при контроле отверстий и валов деталей предельными калибрами, например' калибр-скоба ПР не проходит по валу, а калибр-пробка НЕ проходит в контролируемое отверстие, является основанием для вывода о негодности (исправимый или неисправимый брак) деталей по контролируемым размерам. На ранних этапах развития взаимо-заменяемости, когда еще не было системы допусков и посадок, контроль осуществлялся с помощью нормальных калибров.
Сущность контроля нормальными калибрами состоит в том, что для контроля валов изготавливается один калибр-кольцо, к которому надо подогнать (припасовать) обрабатываемый вал так, чтобы калибр-кольцо проходил вал плавно. Аналогично для контроля отверстий изготавливался один калибр-пробка, к которому должно было быть подогнано обрабатываемое отверстие так, чтобы калибр-пробка проходил через отверстие плавно. При этом действительные размеры калибра-пробки и калибра-кольца должны обеспечивать требуемый характер сопряжения - посадку, предусмотренную в рабочих чертежах для контролируемых деталей изделия.
Существенными недостатками нормальных калибров являются низкая производительность, потребность в высокой квалификации рабочих, отсутствие объективности контроля.
В настоящее время нормальные калибры используются в промышленном производстве в основном в виде шаблонов при обработке криволинейных контуров и фасонных поверхностей в инструментальном производстве, технологической оснастке литейных и штамповочных производств и др.
34. Допуски и посадки на гладкие цилиндрические поверхности.
В Единой системе допусков и посадок (ЕСДП) стандартизованы поля допусков, а посадки не имеют стандартных наименований. Однако любые посадки, образованные с применением стандартных полей допусков являются стандартными. Рекомендуемые посадки образуются только в системах основного отверстия или основного вала.
Посадки с нулевым гарантированным зазором типа Н/h («скольжения») применяют в тех случаях, когда необходимо обеспечить относительное продольное перемещение деталей или поворот их относительно друг друга с небольшой скоростью, например, при установочных или регулировочных перемещениях. При сравнительно низких требованиях к точности можно использовать посадку Н11/h11, при более высоких – Н8/h7 или Н7/h6.
Посадки с наименьшим гарантированным зазором («движения») используют для обеспечения точного вращения деталей с небольшой скоростью. К таким посадкам относятся посадки типа Н/g или G/h. В опорах скольжения, работающих при средних скоростях применяют посадки с несколько большим гарантированным зазором, например, Н7/f7 или H8/f8.
При сравнительно невысоких требованиях к точности вращения и относительно высоких скоростях в опорах скольжения используют так называемые «ходовые» и «широкоходовые» посадки типа Н7/е8, Н8/е8. Такие же посадки применяют в направляющих скольжения, обеспечивающих свободное перемещение деталей, а для создания разъемных неподвижных соединений (например, крышка-корпус) при наличии требования легкой сборки и разборки можно использовать более грубые посадки, такие как Е9/h8, Н8/d9, Н9/d9, а при отсутствии требований к точности центрирования – посадку Н11/d11.
Все посадки с гарантированными натягами используют для передачи крутящих моментов или осевых сил, либо для неразъемных соединений деталей, которые должны препятствовать относительному перемещению соединяемых деталей под действием крутящих моментов или осевых сил.
В справочных материалах рекомендуются следующие посадки в порядке возрастания гарантированного натяга: "легкопрессовые", "среднепрессовые", "тяжелые прессовые" и "усиленные прессовые". К посадкам с минимальным гарантированным натягом ("легкопрессовым") относят посадки Н7/р6, Н7/r6, P7/h6 и ряд других. Их используют в соединениях, передающих без дополнительных элементов крепления крутящий момент, который не превышает 1/4 предельного крутящего момента (наибольшего момента, передаваемого соответствующим валом).
Посадки с умеренным гарантированным натягом ("среднепрессовые") обеспечивают наименьшее значение относительного натяга (отношение натяга в сопряжении к номинальному диаметру сопряжения) до 0,5 мкм/мм. Такие посадки применяют в соединениях, передающих без дополнительных элементов крепления крутящий момент до 1/2 предельного значения. К среднепрессовым посадкам относят Н7/s6, Н7/s7, S7/h6 и ряд других.
Посадки с большим гарантированным натягом ("тяжелые прессовые") дают наименьший относительный гарантированный натяг до 1 мкм/мм и при достаточной площади сопрягаемых поверхностей образуют соединения, равнопрочные валу. К таким посадкам относят сопряжения Н7/t6, Н7/u7, Т7/h6 и т.д.
Посадки с наибольшими гарантированными натягами ("усиленные прессовые", обеспечивающие относительные натяги более 1 мкм/мм) дают равнопрочные валу соединения. Для таких посадок используют сочетания полей допусков Н8/x8 и Н8/z8.
Переходные посадки, как правило, применяют для центрирования сопрягаемых деталей. Иногда для этих целей применяют посадки с нулевым гарантированным зазором (типа Н/h), однако в таких сопряжениях максимальный зазор может оказаться слишком большим. Уменьшить максимальные зазоры можно за счет ужесточения допусков (вариант экономически невыгодный), или за счет сближения дальних отклонений при сохранении значений допусков. В этом случае поля допусков начинают перекрываться, появляется вероятность получения при сборке посадок с натягом. Вероятность появления натягов тем больше, чем выше по отношению к полю допуска отверстия расположено поле допуска вала. Одновременно растут предельные значения максимальных натягов, повышается точность центрирования деталей, но усложняются условия их сборки. Если сопряжения с зазором можно собирать без применения слесарного инструмента, то при сборке деталей с большой вероятностью натягов в сопряжении требуются или специальный инструмент, или даже прессовое оборудование.
Переходные посадки можно распределить на три группы: посадки с преимущественными зазорами ("плотные"), посадки с примерно равной вероятностью зазоров и натягов ("напряженные") и посадки с преимущественными натягами ("глухие").
"Плотные" посадки обеспечивают довольно высокую точность центрирования и используются для сопряжений с валами зубчатых колес, шкивов, полумуфт и т.д. Типы посадок с преимущественными зазорами: Н7/js6, Н8/js7, Js7/h6 и др. Как правило, детали собираются в сопряжения без применения слесарного инструмента.
"Напряженные" посадки образуются при использовании сочетаний полей допусков с большей степенью перекрытия, например, Н7/k6, Н8/k7, К7/h6 и т.д. Они обеспечивают высокую точность центрирования деталей и могут использоваться в условиях вибрационных или динамических нагрузок. Для сборки и разборки таких соединений необходимо применение слесарного инструмента.
"Глухие" посадки практически всегда обеспечивают натяги в сопряжениях, и для их сборки могут использоваться нагревательные, холодильные установки или прессы. Это посадки Н7/n6, N6/h5, N7/h6 и т.д. Область применения таких посадок – соединения, в которых не допускаются зазоры как возможные причины мертвых ходов, а также ударов и других нежелательных динамических явлений.
Более полные рекомендации по выбору посадок и допусков несопрягаемых поверхностей содержатся в справочниках.
Посадки могут обозначаться
с указанием полей допусков в буквенно-цифровой форме Æ20 Н7/g6;
с указанием числовых значений предельных отклонений Æ ;
с одновременным указанием полей допусков в буквенно-цифровой форме и числовых значений предельных отклонений (в скобках) Æ .
Допуски размеров ограничивают отклонения формы и расположения поверхностей, однако в определенных случаях необходимо специально назначать допуски формы и расположения поверхностей. При выполнении чертежей деталей должны быть указаны все нормированные требования, включая параметры и характеристики шероховатости поверхностей. Вопросы назначения требований к точности формы и расположения, а также требований к параметрам микрогеометрии поверхностей рассмотрены в последующих разделах данных методических указаний.
35. Допуски формы и расположения поверхностей.
Точность геометрических параметров деталей характеризуется не только точностью размеров ее элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку; неоднородности материала заготовки и т.п. В подвижных соединениях эти отклонения приводят к уменьшению износостойкости деталей вследствие повышенного удельного давления на выступах неровностей, к нарушению плавности хода, шуму и т.д. В неподвижных соединениях отклонения формы и расположения поверхностей вызывают неравномерность натяга, вследствие чего снижаются прочность соединения, герметичность и точность центрирования. В сборках эти погрешности приводят к погрешностям базирования деталей друг относительно друга, деформациям, неравномерным зазорам, что вызывает нарушения нормальной работы отдельных узлов и механизма в целом; например, подшипники качения весьма чувствительны к отклонениям формы и взаимного расположения посадочных поверхностей. Отклонения формы и расположения поверхностей снижают технологические показатели изделий. Так, они существенно влияют на точность и трудоемкость сборки и повышают объем пригоночных операций, снижают точность измерения размеров, влияют на точность базирования детали при изготовлении и контроле.
Виды допусков, их обозначение и изображение на чертежах приведены в табл. Числовые значения допусков в зависимости от степени точности приведены в приложении. Выбор допусков зависит от конструктивных и технологических требований и, кроме того, связан с допуском размера. Поле допуска размера для сопрягаемых поверхностей ограничивает также и любые отклонения формы на длине соединения. Ни одно из отклонений формы не может превысить допуска размера. Допуски формы назначают только в тех случаях, когда они должны быть меньше допуска размера. Примеры назначения допусков формы, рекомендуемые степени точности и соответствующие им способы обработки указаны в табл.

36. Особенности системы допусков и посадок для подшипников качения.
схема расположения рекомендуемых полей допусков посадочных размеров для подшипников классов точности 0 и 6 Из схемы видно, что поля допусков для внутреннего и наружного колец подшипника качения расположены одинаково относительно нулевой линии, верхнее отклонение равно 0, нижнее – отрицательное. Валы с полями допусков r6, p6, n6, m6, k6 при сопряжении с внутренним кольцом подшипника обеспечивают посадки с натягом. Вследствие повышенных требований к форме посадочных поверхностей подшипников стандартом устанавливаются следующие поля допусков. а) Поля допусков на средние диаметры и , которые ограничивают значения средних диаметров колец, равных Dm = (Dmax + Dmin) / 2 dm = (Dmax + Dmin) / 2 где Dmax , Dmin , dmax , dmin выбираются из ряда измерений в разных сечениях соответственно наружного и внутреннего диаметров. Обозначаются поля допусков, например, у подшипников нулевого класса - для наружного кольца и дляотверстия внутреннего кольца б) Поля допусков для ограничения самих , значения которых больше на величину допустимой погрешности формы. При выборе полей допусков на вал и отверстие под внутреннее и наружное кольца подшипника необходимо учитывать следующее: • класс точности подшипника качения; • вид нагружения колец подшипника; • тип подшипника; • режим работы подшипника; • геометрические размеры подшипника. Влияние класса точности подшипника качения на выбор посадок. Для подшипников классов точности 0 и 6 рекомендуемый набор полей допусков посадочных поверхностей одинаков. Для более высоких классов точности подшипников качения набор полей допусков посадочных поверхностей несколько изменяется, в частности, применяются поля допусков более точных квалитетов. Влияние вида нагружения колец подшипника на выбор посадок. Вид нагружения кольца подшипника качения существенно влияет на выбор его посадки. Рассмотрим типовые схемы механизмов и особенности работы подшипников в них. Первая типовая схема. Внутренние кольца подшипников вращаются вместе с валом, наружные кольца, установленные в корпусе, неподвижны. Радиальная нагрузка Р постоянна по величине и не меняет своего положения относительно корпуса. В этом случае внутреннее кольцо воспринимает радиальную нагрузку Р последовательно всей окружностью дорожки качения, такой вид нагружения кольца называется циркуляционным. Наружное кольцо подшипника воспринимает радиальную нагрузку лишь ограниченным участком окружности дорожки качения, такой характер нагружения кольца называется местным. Дорожки качения внутренних колец подшипников изнашиваются равномерно, а наружных – только на ограниченном участке. При назначении посадок подшипников качения существует правило: кольца, имеющие местное нагружение, устанавливаются с возможностью их проворота с целью более равномерного износа дорожек качения; при циркуляционном нагружении, напротив, кольца сажают по более плотным посадкам. Рекомендуемые посадки для подшипников классов точности 0 и 6 приведены в табл. Вторая типовая схема. Наружные кольца подшипников вращаются вместе с зубчатым колесом. Внутренние кольца подшипников, посаженные на ось, остаются неподвижными относительно корпуса. Радиальная нагрузка Р постоянна по величине и не меняет своего положения относительно корпуса. В этом случае наружное кольцо воспринимает радиальную нагрузку Р последовательно всей окружностью дорожки качения, т.е. имеют циркуляционное нагружение. Внутреннее кольцо подшипника воспринимает радиальную нагрузку лишь ограниченным участком окружности дорожки качения, т.е. имеют местное нагружение. Рекомендуемые посадки для подшипников 0 и 6 классов точности приведены в табл. Третья типовая схема. Внутренние кольца подшипников вращаются вместе с валом, наружные кольца, установленные в корпусе, – неподвижны. На кольца действуют две радиальные нагрузки, одна постоянна по величине и по направлению Р, другая, центробежная , вращающаяся вместе с валом. Равнодействующая сил Р и совершает периодическое колебательное движение, симметричное относительно направления действия силы Р. На рис. штриховыми линиями показано последовательное положение эпюры нагружения наружного кольца подшипника на ограниченном участке дорожки качения, которая смещается справа налево и меняется по величине, такой режим нагружения кольца называется колебательным. Внутреннее кольцо воспринимает суммарную радиальную нагрузку последовательно всей окружностью дорожки качения, т.е. имеет циркуляционное нагружение.
37. Допуски и посадки на шпоночные и шлицевые соединения.
38. Устройство токарных станков.
Токарно-винторезный станок. Устройство и классификация.
 Сборочные
единицы (узлы) и механизмы токарно-винторезного
станка 1
- передняя бабка, 2 - суппорт, 3 - задняя
бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук,
7 - ходовой винт, 8 - ходовой валик, 10 -
коробка подач, 11 - гитары сменных шестерен,
12 - электро-пусковая аппаратура, 13 -
коробка скоростей, 14 - шпиндель
Токарно-винторезные
станки
предназначены для обработки, включая
нарезание резьбы, единичных деталей и
малых групп деталей. Однако бывают
станки без ходового винта. На таких
станках можно выполнять все виды токарных
работ, кроме нарезания резьбы
резцом.
Техническими параметрами,
по которым классифицируют токарно-винторезные
станки, являются наибольший диаметр D
обрабатываемой заготовки (детали) или
высота Центров над станиной (равная 0,5
D), наибольшая длина L обрабатываемой
заготовки (детали) и масса станка.
Ряд
наибольших диаметров обработки для
токарно-винторезных станков
имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630,
800, 1000, 1250, 1600, 2000 и далее до 4000 мм.
Наибольшая
длина L обрабатываемой детали определяется
расстоянием между центрами
станка.
Выпускаемые станки при одном
и том же значении D могут иметь различные
значения L.
По массе токарные станки
делятся на легкие - до 500 кг (D = 100 - 200 мм),
средние - до 4 т (D = 250 - 500 мм), крупные - до
15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600
- 4000 мм).
Легкие токарные
станки
применяются в инструментальном
производстве, приборостроении, часовой
промышленности, в экспериментальных и
опытных цехах предприятий. Эти станки
выпускаются как с механической подачей,
так и без нее.
На средних станках
производится 70 - 80% общего объема токарных
работ. Эти станки предназначены для
чистовой и получистовой обработки, а
также для нарезания резьб разных типов
и характеризуются высокой жесткостью,
достаточной мощностью и широким
диапазоном частот вращения шпинделя и
подач инструмента, что позволяет
обрабатывать детали на экономичных
режимах с применением современных
прогрессивных инструментов из твердых
сплавов и сверхтвердых материалов.
Средние
станки оснащаются различными
приспособлениями, расширяющими их
технологические возможности, облегчающими
труд рабочего и позволяющими повысить
качество обработки, и имеют достаточно
высокий уровень автоматизации.
Крупные
и тяжелые токарные
станки
применяются в основном в тяжелом и
энергетическом машиностроении, а также
в других отраслях для обработки валков
прокатных станов, железнодорожных
колесных пар, роторов турбин и др.
Все
сборочные единицы (узлы) и механизмы
токарно-винторезных станков имеют
одинаковое название, назначение и
расположение. Смотри рисунок вверху.
Типичный
токарно-винторезный станок 16К20 завода
"Красный пролетарий"
показан на рисунке внизу.
Сборочные
единицы (узлы) и механизмы токарно-винторезного
станка 1
- передняя бабка, 2 - суппорт, 3 - задняя
бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук,
7 - ходовой винт, 8 - ходовой валик, 10 -
коробка подач, 11 - гитары сменных шестерен,
12 - электро-пусковая аппаратура, 13 -
коробка скоростей, 14 - шпиндель
Токарно-винторезные
станки
предназначены для обработки, включая
нарезание резьбы, единичных деталей и
малых групп деталей. Однако бывают
станки без ходового винта. На таких
станках можно выполнять все виды токарных
работ, кроме нарезания резьбы
резцом.
Техническими параметрами,
по которым классифицируют токарно-винторезные
станки, являются наибольший диаметр D
обрабатываемой заготовки (детали) или
высота Центров над станиной (равная 0,5
D), наибольшая длина L обрабатываемой
заготовки (детали) и масса станка.
Ряд
наибольших диаметров обработки для
токарно-винторезных станков
имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630,
800, 1000, 1250, 1600, 2000 и далее до 4000 мм.
Наибольшая
длина L обрабатываемой детали определяется
расстоянием между центрами
станка.
Выпускаемые станки при одном
и том же значении D могут иметь различные
значения L.
По массе токарные станки
делятся на легкие - до 500 кг (D = 100 - 200 мм),
средние - до 4 т (D = 250 - 500 мм), крупные - до
15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600
- 4000 мм).
Легкие токарные
станки
применяются в инструментальном
производстве, приборостроении, часовой
промышленности, в экспериментальных и
опытных цехах предприятий. Эти станки
выпускаются как с механической подачей,
так и без нее.
На средних станках
производится 70 - 80% общего объема токарных
работ. Эти станки предназначены для
чистовой и получистовой обработки, а
также для нарезания резьб разных типов
и характеризуются высокой жесткостью,
достаточной мощностью и широким
диапазоном частот вращения шпинделя и
подач инструмента, что позволяет
обрабатывать детали на экономичных
режимах с применением современных
прогрессивных инструментов из твердых
сплавов и сверхтвердых материалов.
Средние
станки оснащаются различными
приспособлениями, расширяющими их
технологические возможности, облегчающими
труд рабочего и позволяющими повысить
качество обработки, и имеют достаточно
высокий уровень автоматизации.
Крупные
и тяжелые токарные
станки
применяются в основном в тяжелом и
энергетическом машиностроении, а также
в других отраслях для обработки валков
прокатных станов, железнодорожных
колесных пар, роторов турбин и др.
Все
сборочные единицы (узлы) и механизмы
токарно-винторезных станков имеют
одинаковое название, назначение и
расположение. Смотри рисунок вверху.
Типичный
токарно-винторезный станок 16К20 завода
"Красный пролетарий"
показан на рисунке внизу.

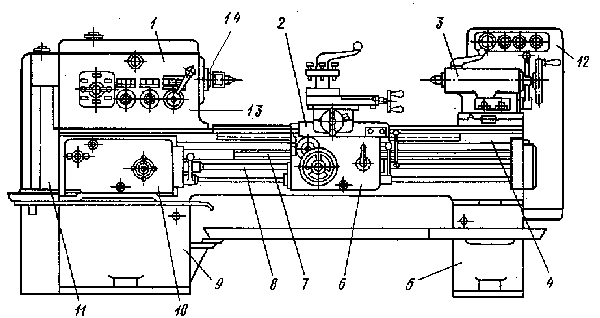
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 - изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины.
39. Устройство фрезерных станков.
Существуют
горизонтальные, вертикальные, универсальные
и широкоуниверсальные консольно-фрезерные
станки. В горизонтально-фрезерных
станках шпиндель расположен горизонтально
и стол перемещается в трех взаимно
перпендикулярных направлениях. Отличие
универсальных консольно-фрезерных
станков от горизонтальных заключается
только в возможности поворота стола
относительно вертикальной оси, а
широкоуниверсальных фрезерных станков
от универсальных — в наличии на станине
специального хобота, на торце которого
установлена дополнительная головка со
шпинделем, поворачивающаяся под углом
в любом направлении. Вертикально-фрезерные
станки отличаются от горизонтально-фрезерных
вертикальным расположением шпинделя
и отсутствием хобота. В рассматриваемых
станках детали и узлы широко унифицированы.
В
качестве примера для рассмотрения
технической характеристики, компоновки
и кинематической схемы выбран универсальный
горизонтальный консольно-фрезерный
станок (рис. 5.2). Он предназначен для
выполнения разнообразных фрезерных
работ по чугуну, стали и цветным металлам
твердосплавным и быстрорежущим
инструментом в условиях мелко- и
крупносерийного производства. Наличие
в станке возможности поворота стола
вокруг своей вертикальной оси позволяет
фрезеровать винтовые канавки сверл,
червяков и т.д.
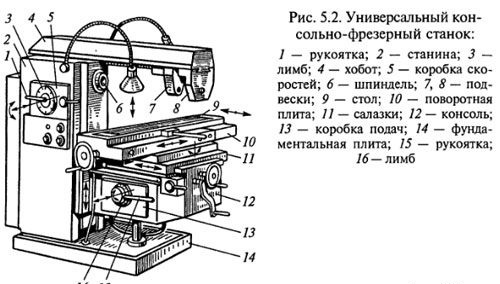
 Устройство
станка фрезерного
состоит из станины 2, установленной на
фундаментной плите 14. На вертикальных
направляющих станины расположена
консоль 12 с горизонтальными поперечными
направляющими, на которых удерживаются
салазки 11, а на них — поворотная плита
10 с горизонтальными продольными
направляющими. На этих направляющих
монтируют стол 9. Такая компоновка узлов
обеспечивает возможность перемещения
стола в трех направлениях (продольном,
поперечном и вертикальном). В станине
расположена коробка скоростей 5 с
рукояткой 1 и лимбом 3 и привод с
электродвигателем, обеспечивающим
вращение шпинделя. В консоли 12 размещена
коробка подач 13 с электродвигателем,
лимбом 16 и рукояткой 15 для установки
подач. В верхней части станины смонтирован
шпиндель 6, а на направляющих выдвижного
хобота 4 закреплены подвески (кронштейны)
7 и 8, которые являются опорами фрезерных
оправок для установки фрез.
Основные
движения в станке
Главное движение.
Вал IV (рис. 5.3) со шпинделем получает
вращение от электродвигателя Ml (мощность
двигателя N= 3 кВт; частота вращения п =
1450 мин-1) через шкивы 100/180 клиноременной
передачи и 12-ступенчатую коробку
скоростей. От вала II вращение передается
валу III посредством передвижных блоков
зубчатых колес z = 51/51 или 60/42, 42/60, 34/68,
21/81, 27/75.
Устройство
станка фрезерного
состоит из станины 2, установленной на
фундаментной плите 14. На вертикальных
направляющих станины расположена
консоль 12 с горизонтальными поперечными
направляющими, на которых удерживаются
салазки 11, а на них — поворотная плита
10 с горизонтальными продольными
направляющими. На этих направляющих
монтируют стол 9. Такая компоновка узлов
обеспечивает возможность перемещения
стола в трех направлениях (продольном,
поперечном и вертикальном). В станине
расположена коробка скоростей 5 с
рукояткой 1 и лимбом 3 и привод с
электродвигателем, обеспечивающим
вращение шпинделя. В консоли 12 размещена
коробка подач 13 с электродвигателем,
лимбом 16 и рукояткой 15 для установки
подач. В верхней части станины смонтирован
шпиндель 6, а на направляющих выдвижного
хобота 4 закреплены подвески (кронштейны)
7 и 8, которые являются опорами фрезерных
оправок для установки фрез.
Основные
движения в станке
Главное движение.
Вал IV (рис. 5.3) со шпинделем получает
вращение от электродвигателя Ml (мощность
двигателя N= 3 кВт; частота вращения п =
1450 мин-1) через шкивы 100/180 клиноременной
передачи и 12-ступенчатую коробку
скоростей. От вала II вращение передается
валу III посредством передвижных блоков
зубчатых колес z = 51/51 или 60/42, 42/60, 34/68,
21/81, 27/75.
40. Уход за станками и рабочим местом.
Рабочее место токаря и уход за станком. Рабочим местом токаря называется часть производственного помещения, где установлены обслуживаемый станок и вспомогательное оборудование: шкаф или специальная тумбочка для инструментов и материалов, которые необходимы для работы и ухода за станком; стеллаж для заготовок и готовых изделий; решетка под ноги и пр. Рабочее место должно содержаться в образцовом порядке и чистоте. Проходы вокруг станка и подходы к нему не должны захламляться даже временно. Содержание рабочего места в чистоте и порядке является важнейшей обязанностью учащегося. После окончания работы нужно почистить и протереть инструменты, убрать станок, старательно протереть его и смазать рабочие поверхности станины, пиноль задней бабки и другие открытые трущиеся поверхности чистым маслом в соответствии с инструкцией. Периодически в сроки, установленные инструкцией, все масленки необходимо заполнять маслом. Если в них попадает пыль, грязь, стружка, то масленки необходимо прочистить, промыть керосином, фитили прополоскать в керосине, отжать и, поставив на место, заполнить маслом. Освещение рабочего места должно быть не ярким, но достаточным для работы. Причем свет должен падать спереди сверху или под углом слева направо. Рабочий инструмент должен быть всегда исправным, с надежно насаженными рукоятками, хорошо заточенным и доведенным. Затачивать и доводить инструмент необходимо не тогда, когда он нужен, а заблаговременно, в начале или в конце работы.
41. Виды движений металлорежущих станков.
Главное движение и движения подачи в совокупности называют основными движениями станка. В некоторых станках для получения заданной конфигурации поверхности детали используют дополнительные движения, кинематически связанные с основными движениями. К ним относятся движения деления, обката и дифференциальные.
Движения деления реализуют для осуществления необходимого углового (или линейного) перемещения заготовки относительно инструмента. Делительное движение может быть непрерывным (в зубодолбежных, зубофрезерных, зубострогальных, затыловочных и других станках) и прерывистым (например, в делительных машинах при нарезании штрихов на линейке). Прерывистое движение осуществляется с помощью храпового колеса, мальтийского креста или делительной головки.
Движение обката — это согласованное движение режущего инструмента и заготовки, воспроизводящее при формообразовании зацепление определенной кинематической пары. Например, при зубодолблении долбяк и заготовка воспроизводят зацепление двух зубчатых колес. Движение обката необходимо для формообразования в зубообрабатывающих станках: зубофрезерных, зубострогальных, зубодолбежных, зубошлифовальных (при обработке цилиндрических и конических колес).
Дифференциальное движение добавляется к какому-либо движению заготовки или инструмента. Для этого в кинематическую цепь вводятся суммирующие механизмы. Следует отметить, что суммировать можно только однородные движения: вращательное с вращательным, поступательное с поступательным. Дифференциальные движения необходимы в зубофрезерных, зубострогальных, зубошлифовальных, затыловочных и других станках.
Рассмотренные движения участвуют в формообразовании обрабатываемой детали. Однако на станке необходимо осуществлять и другие движения: подвести режущий инструмент к заготовке, отвести его после окончания обработки, зажать заготовку, снять ее, установить новую, переключить скорость или подачу, выключить станок. Такие движения называются вспомогательными, они подготавливают процесс резания, но сами в нем не участвуют.
Вспомогательные движения осуществляются вручную или в автоматическом цикле. Автоматизация вспомогательных движений повышает производительность труда.
42. Наладка и проверка станка.
Под наладкой станка понимается подготовка технологического оборудования и оснастки к выполнению определенной технологической операции. В состав работ по наладке станка входит установка оправки и круга, проверка биения круга, отладка загрузочного устройства, координация взаимного положения инструмента и заготовки, установка и выверка станочного приспособления, подбор и расстановка упоров и кулачков, установление требуемой частоты вращения шпинделя станка, заданной минутной подачи и глубины резания, установка рукояток коробки скоростей и коробки подач на заданный режим обработки, подбор сменных зубчатых колес и другие подготовительные работы. Наладка — это процесс первоначального установления заданной точности обработки и производительности.
Испытание станка на холостом ходу. Привод главного движения последовательно проверяют на всех ступенях частоты вращения. Затем проверяют взаимодействие всех механизмов станка; безотказность и своевременность, включения и выключения механизмов от различных управляющих устройств; работу органов управления; исправность системы подачи СОЖ и гидро- и пневмооборудования станка. В процессе испытания на холостом ходу станок должен на всех режимах работать устойчиво, без стуков и сотрясений, вызывающих вибрации. Перемещение рабочих органов станка механическим или гидравлическим приводом должно происходить плавно, без скачков и заеданий. При испытании станка на холостом ходу проверяются также его паспортные данные (частота вращения шпинделя, подача, перемещения кареток суппорта и др.). Фактические данные должны соответствовать значениям, указанным в паспорте.
Испытание станка под нагрузкой позволяет выявить качество его работы и проводится в условиях, близких к производственным. Испытание производят путем обработки образцов на таких режимах, при которых нагрузка не превышает номинальной мощности привода в течение основного времени испытания. В процессе испытания допускается кратковременная перегрузка станка по мощности, но не более чем на 25%. Время испытания станка под полной нагрузкой должно быть не менее 0,5 ч. При этом все механизмы и рабочие органы станка должны работать исправно; система подачи СОЖ должна работать безотказно; температура подшипников скольжения и качения не должна превышать 70-80 градусов С, механизмов подач 50 градусов С, масла в резервуаре 60 С.
Новые станки в процессе эксплуатации, а также после ремонта проверяют на геометрическую точность в ненагруженном состоянии, на точность обработанных деталей и на получаемую при этом шероховатость обработанной поверхности. Требования к точности изложены в руководстве по эксплуатации станка. При проверке на точность станка проверяют прямолинейность продольного перемещения суппорта в горизонтальной плоскости; одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости; радиальное биение центрирующей поверхности шпинделя передней бабки под установку патрона; осевое биение шпинделя передней бабки и др.
Прямолинейность
продольного перемещения суппорта в
горизонтальной плоскости проверяют с
помощью цилиндрической оправки,
закрепленной в центрах передней и задней
бабки, и индикатора, установленного на
суппорте, рисунок ниже - а). Смещением
задней бабки в поперечном направлении
добиваются, чтобы показания индикатора
на концах оправки были одинаковы или
отличались не более чем на 0,02 мм на 1 м
хода суппорта.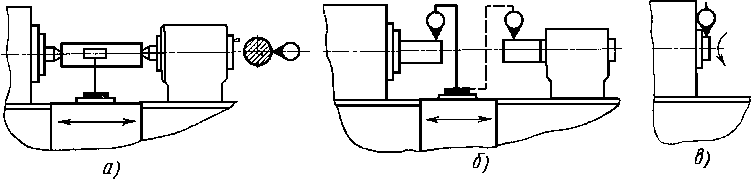 Одновысотность
оси вращения шпинделя передней бабки
и оси отверстия пиноли задней бабки по
отношению к направляющим станины в
вертикальной плоскости проверяют при
удалении задней бабки от передней на
1/4 наибольшего расстояния между центрами,
рисунок выше - б). Проверку выполняют с
помощью цилиндрических оправок,
вставленных в отверстия шпинделя и
пиноли задней бабки, и индикатора,
установленного на суппорте. Наибольшее
показание индикатора на образующей
оправки шпинделя определяют
возвратно-поступательным поперечным
перемещением суппорта в горизонтальной
плоскости относительно линии центров.
Не изменяя положения индикатора, таким
же способом определяют его показания
на образующей оправки задней бабки.
Разница в показаниях индикатоpa не должна
превышать 0,06 мм у станков для обработки
деталей с наибольшим диаметром 400 мм.
Допускается только превышение оси
отверстия пиноли над осью шпинделя
передней бабки.
Одновысотность
оси вращения шпинделя передней бабки
и оси отверстия пиноли задней бабки по
отношению к направляющим станины в
вертикальной плоскости проверяют при
удалении задней бабки от передней на
1/4 наибольшего расстояния между центрами,
рисунок выше - б). Проверку выполняют с
помощью цилиндрических оправок,
вставленных в отверстия шпинделя и
пиноли задней бабки, и индикатора,
установленного на суппорте. Наибольшее
показание индикатора на образующей
оправки шпинделя определяют
возвратно-поступательным поперечным
перемещением суппорта в горизонтальной
плоскости относительно линии центров.
Не изменяя положения индикатора, таким
же способом определяют его показания
на образующей оправки задней бабки.
Разница в показаниях индикатоpa не должна
превышать 0,06 мм у станков для обработки
деталей с наибольшим диаметром 400 мм.
Допускается только превышение оси
отверстия пиноли над осью шпинделя
передней бабки.
Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон проверяют с помощью индикатора, рисунок выше - в). При этом измерительный стержень индикатора устанавливают перпендикулярно образующей центрирующей шейки шпинделя. Радиальное биение шейки вращающегося шпинделя для патрона с наибольшим диаметром обрабатываемой детали 400 мм не должно превышать 0,01 мм.
Осевое биение
шпинделя передней бабки измеряют с
помощью оправки, вставленной в отверстие
шпинделя, и индикатора, установленного
на станке при вращающемся шпинделе,
рисунок ниже - г). Измерительный стержень
индикатора с плоским наконечником
упирается в шарик, который установлен
в центровое отверстие оправки. Осевое
биение шпинделя для установки деталей
с наибольшим диаметром 400 мм не должно
превышать 0,01 мм.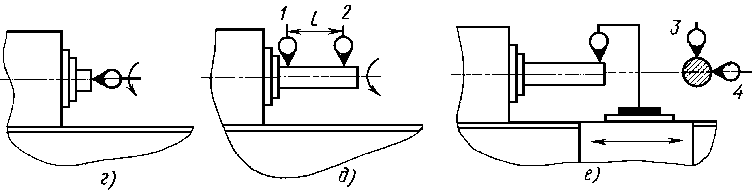 Радиальное
биение конического отверстия шпинделя
передней бабки проверяют с помощью
оправки длиной L=300 мм, вставленной в
отверстие шпинделя, и индикатором,
установленным в резцедержатель станка
при вращающемся шпинделе, рисунок выше
- д). Для станков с наибольшим диаметром
обрабатываемой детали 400 мм радиальное
биение оправки у торца шпинделя (положение
1) не должно превышать 0,01 мм, а на расстоянии
L=300 мм от торца шпинделя (положение 2) -
0,02 мм.
Радиальное
биение конического отверстия шпинделя
передней бабки проверяют с помощью
оправки длиной L=300 мм, вставленной в
отверстие шпинделя, и индикатором,
установленным в резцедержатель станка
при вращающемся шпинделе, рисунок выше
- д). Для станков с наибольшим диаметром
обрабатываемой детали 400 мм радиальное
биение оправки у торца шпинделя (положение
1) не должно превышать 0,01 мм, а на расстоянии
L=300 мм от торца шпинделя (положение 2) -
0,02 мм.
Параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта проверяют с помощью оправки длиной L=300 мм, установленной в отверстие шпинделя, и индикатором, установленным на суппорте станка, рисунок выше - е). Измерение производят по образующей оправки в вертикальной (положение 3) и горизонтальной (положение 4) плоскостях. При этом снимают показания индикатора по двум диаметрально расположенным образующим оправки (при повороте шпинделя на 180 градусов), перемещая суппорт с индикатором от торца шпинделя на расстояние L=300 мм. Затем определяют среднеарифметическое значение отклонений, измеренных по двум образующим (отдельно для горизонтальной и для вертикальной плоскостей). Для станков с наибольшим диаметром обрабатываемой детали 400 мм допускаемая непараллельность оси шпинделя направлению продольного перемещения суппорта в вертикальной плоскости не должна превышать 0,03 мм (причем непараллельность должна быть направлена только вверх), а в горизонтальной плоскости - 0,012 мм (непараллельность должна быть направлена только в сторону суппорта).
Точность работы токарных станков проверяют при обработке образцов. На станках с наибольшим диаметром обрабатываемой детали 400 мм точность геометрической формы цилиндрической поверхности проверяют при обработке образцов длиной 200 мм. Предварительно обработанный образец с тремя поясками, расположенными по концам и в середине образца, устанавливают в патрон или в центры станка и обрабатывают по наружной поверхности поясков. Проверяют постоянство диаметра в любом поперечном сечении, при этом разность между измеренными максимальным и минимальным значениями не должна превышать 0,02 мм. Измерение производят пассиметром, микрометром или другими инструментами.
Плоскостность торцовой поверхности проверяют при обработке образцов диаметром d=200 мм, установленных в кулачки патрона. Торцовая поверхность образца может иметь кольцевые канавки (у периферии, в середине и в центре) и должна быть предварительно обработана. После проточки торцовой поверхности образец не снимают со станка. Результаты обработки могут быть проверены индикатором, установленным на суппорте так, чтобы наконечник индикатора был перпендикулярен измеряемой поверхности. Измерение производят путем перемещения в поперечном направлении верхней части суппорта на длину, равную или больше D. Отклонение, определяемое как половина наибольшей алгебраической разности показаний индикатора, не должно превышать 0,016 мм. Плоскостность торцовой поверхности можно также проверить, касаясь наконечником индикатора контрольной линейки, приложенной к обработанному торцу образца. Линейку прикладывают в разных осевых сечениях проверяемой поверхности и определяют отклонение так же, как описано выше.
Точность нарезаемой резьбы проверяют на образце (диаметр которого примерно равен диаметру ходового винта станка), закрепленном в центры станка, при нарезании трапецеидальной резьбы длиной не более 500 мм с шагом, примерно равным шагу ходового винта станка. При этом ходовой винт непосредственно соединяют со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач. После чистовой обработки проверяют равномерность резьбы с помощью соответствующих приборов и методов проверки. По результатам измерений определяют накопленную погрешность шага резьбы - разность между фактическим и заданным расстоянием между любыми одноименными (не соседними) профилями витка резьбы в осевом сечении по линии, параллельной оси винта. Величина накопленной погрешности шага резьбы не должна превышать 0,04 мм на длине 300 мм.
43. Примеры обработки деталей с помощью универсальной делительной головки.
При обработке зубьев, шлицев, пазов, нарезании винтовых канавок и других операциях на фрезерных станках часто применяют делительные головки. Делительные головки, как приспособления, используют на консольных универсально-фрезерных и широкоуниверсальных станках. Различают простые и универсальные делительные головки.
Простые делительные головки применяют для непосредственного деления окружности вращения обрабатываемой заготовки. Делительный диск у таких головок закреплен на шпинделе головки и имеет деления в виде шлицев или отверстий (в количестве 12, 24 и 30) для защелки фиксатора. Диски с 12-ю отверстиями позволяют делить один оборот заготовки на 2, 3, 4, 6, 12 частей, с 24 отверстиями — на 2, 3, 4, 6, 8, 12, 24 части, а с 30 отверстиями — на 2, 3, 5, 6, 15, 30 частей. Специально изготовленные делительные диски головки могут быть использованы и для других чисел деления, в том числе и для деления на неравные части.
Универсальные делительные головки применяют для установки обрабатываемой заготовки под требуемым углом относительно стола станка, ее поворота вокруг своей оси на определенные углы, сообщения заготовке непрерывного вращения при фрезеровании винтовых канавок.
В отечественной промышленности на консольных универсально-фрезерных станках применяют универсальные делительные головки типа УДГ (рис. 1, а). На рис 1, 6 показаны вспомогательные принадлежности к делительным головкам типа УДГ.
На широкоуниверсальных инструментальных фрезерных станках используют делительные головки конструктивно отличающиеся от делительных головок типа УДГ (они снабжены хоботом для установки заднего центра и, кроме того, имеют некоторое отличие в кинематической схеме). Настройка головок обоих типов производится идентично.
В качестве примера на рис. 1, а показана схема обработки фрезерованием заготовки с использованием универсальной делительной головки. Заготовку / устанавливают на справке в центрах шпинделя 6 головки 2. и задней бабки 8. Модульная дисковая фреза 7 от шпинделя фрезерного станка получает вращение, а стол станка — рабочую продольную подачу. После каждого периодического поворота заготовки зубчатого колеса обрабатывается впадина между соседними зубьями. После обработки впадины стол ускоренно перемещается в исходное положение.


Рис. 1. Универсальная делительная головка УДГ: а - схема установки заготовки в делительной головке ( 1— заготовки; 2 — головка; 3 - рукоятка; 4 - диск; 5 — отверстие; 6 - шпиндель; 7 - фреза; 8 — бабка); б — вспомогательные принадлежности к делительной головке (1— шпиндельный валик; 2— передний центр с поводком; 3 — домкратик; 4 — хомутик; 5 — жесткая центровая оправка: 6— консольная оправка; 7— поворотная плита). Цикл движений повторяется до полной обработки всех зубьев колеса. Чтобы установить и зафиксировать заготовку в рабочую позицию с помощью делительной головки, вращают ее шпиндель 6 рукояткой 3 по делительному диску 4 с лимбом. При попадании оси рукоятки 3 в соответствующее отверстие делительного диска, пружинное устройство головки фиксирует рукоятку 3. На диске с двух сторон концентрично расположены по 11-ть окружностей с числами отверстий 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 44, ^7, 49, 51, 53, 54, 57, 58, 59, 62, 66. Кинематические схемы универсальных делительных головок показаны на рис, 2. В универсальных лимбовых делительных головках вращение рукоятки 1 (рис. 2, а—в) относительно лимба 2 передается через зубчатые колеса Zs, Z6 и червячную передачу Z7, Zs шпинделю. Головки настраивают на непосредственное, простое и дифференциальное деление.
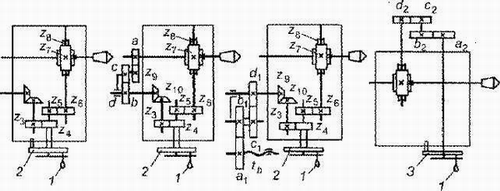
Рис. 2. Кинематические схемы универсальных делительных головок: а, б, в - лимбовые; г - безлимбовые; 1 — рукоятка; 2 — лимб делительный; 3 - диск неподвижный. Метод непосредственного деления применяют при делении окружности на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. При непосредственном делении отсчет угла поворота осуществляют по градуированному на 360" диску с ценой деления V. Нониус позволяет выполнять этот отсчет с точностью до 5', Угол а, град, поворота шпинделя при делении на z частей определяют по формуле а=3600/z где z — заданное число делений.
При каждом повороте шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, сдедует прибавить величину, равную значению угла а, найденному по формуле (5.1). Универсальная делительная головка (ее схема показана на рис- 2, а) обеспечивает простое деление на z равных частей, которое выполняют вращением рукоятки относительно неподвижного диска согласно следующей кинематической цепи: 1/z=пp(z5/z6)(z7/z8) Где (z5/z6)(z7/z8) = 1/N; пp- число оборотов рукоятки; N- характеристика головки (обычно N=40).
Тогда 1/z=пp(1/N) Откуда пp=N/z=A/B Здесь А — число отверстий на которое нужно повернуть рукоятку, а В — число отверстий на одной из окружностей делительного диска. Сектор 5 (см. рис. 5.12, а) раздвигают на угол, ссответствующий числу А отверстий, и скрепляют линейки. Если левая линейка раздвижного сектора 5 упирается в фиксатор рукоятки, то правая совмещается с отверстием, в которое нужно при очередном повороте ввести фиксатор, после чего правую линейку упирают в фиксатор. Например, если нужно настроить делительную головку для фрезерования зубьев цилиндрического колеса с Z= 100, при характеристике головки N=40, то получаем пр - N/z = A/В = 40/100 = 4/10 = 2/5 = 12/30, т. е. А = 12 и B= 30.
Следовательно, используют окружность делительного диска с числом отверстий В=30, а раздвижной сектор настраивают на число отверстий А = 12. В случаях, когда нельзя подобрать делительный диск с нужным числом отверстий применяют дифференциальное деление. Если для числа z на диске нет нужного числа отверстий, принимают число zф (фактическое), близкое к s, для которого имеется соответствующее число отверстий, Несоответствие (l/z- l/zф) компенсируют дополнительным поворотом шпиндели головки на эту равность, которая может быть положительной (дополнительный поворот шпинделя направлен в ту же сторону, что и основной) или отрицательный (дополнительный поворот противоположен). Такую коррекцию осуществляют дополнительным поворотом делительного диска относительно рукоятки, т. е. если при простом делении рукоятку поворачивают относительно неподвижного диска, то при дифференциальном делении рукоятку вращают относительно медленно вращающегося диска в ту же (или в противоположную) сторону. От шпинделя головки вращение диску передается через сменные колеса a—b, c—d (см. рис. 2, б) коническую пару Z9 и Z10 и зубчатые колеса Z3 и Z4. Величина дополнительного поворота рукоятки равна: прл = N(1/z-1/zф)=1/z(a/b(c/d)(z9/z10)(z3/z4) Принимаем (z9/z10)(z3/z6) = С (обычно С= I). Тогда (a/b)(c/d)=N/C((zф-z)/zф))
Допустим требуется настроить делительную головку для фрезерования зубьев цилиндрического колеса с г = 99, Известно, что N-40 и С=1. Число оборотов рукоятки для простого деления Пф-40/99, Учитывая, что делительный диск не имеет окружности с числом отверстий 99, принимаем t= 100 и число оборотов рукоятки пф-40/100 = 2/5 = 12/30, т. е. берем диск с числом отверстий на окружности B = 30 и поворачиваем при делении рукоятку на 12 отверстий (А= 12). Передаточное отношение сменных колес определяем по уравнению и = (a/b)(c/d) = N/C= (zф-z)/z) = (40/1)((100 - 99)/100) = 40/30 = (60/30) х (25/125). Делительные безлимбовые головки (см. рис. 2) не имеют делительных дисков. Рукоятку поворачивают на один оборот и фиксируют на неподвижном диске 3. При простом делении на равные части кинематическая цепь имеет вид: Учитывая, что z3/z4=N, Получаем (а2/b2)(c2/d2)=N/z.
44. Эксплуатация станков.
Эксплуатация станков представляет собой систему мероприятий, включающую транспортирование и монтаж станков, настройку и наладку оборудования, контроль геометрической и технологической точности, уход и обслуживание.
Транспортирование станков необходимо осуществлять строго по инструкции, указанной в руководстве по эксплуатации. Перемещать станки по цеху можно лишь волоком на листе или на специальной тележке. Тяжелые станки для удобства ремонта располагают в зоне действия подъемно-транспортных средств.Станки нормальной точности, легкие и средние, устанавливают на общее бетонное полотно цеха с тщательной выверкой положения уровнем и регулировкой с помощью клиньев. Надежное крепление осуществляется посредством фундаментных болтов и заливкой основания станка бетоном.

Точные и тяжелые станки устанавливают на индивидуальные фундаменты. Также на индивидуальные виброизолирующие фундаменты ставят станки с большими динамическими нагрузками и повышенной вибрацией при работе, для того чтобы изолировать станок от другого оборудования и воспрепятствовать передаче колебаний через грунт. С той же целью станки устанавливают на виброизолирующие опоры.
Если станки транспортируют в частично разобранном состоянии, то после установки их монтируют. Выполняют заземление, подводят электропитание и, если необходимо, соединяют коммуникации центральной подачи смазывающе-охлаждающей жидкости, стружкоудаления, сети сжатого воздуха.
Наладку и настройку станков производят также в строгом соответствии с руководством по эксплуатации. Наладка - это совокупность операции по подготовке и регулированию станка, включающих настройку кинематических цепей, установку и регулирование приспособлений, инструментов, а также другие работы, необходимые для обработки деталей.
Настройка - это регулирование параметров машины в связи с изменением режима работы в период эксплуатации. Со временем настройка станка частично нарушается, и периодически требуется ее восстановление (подналадка).
На универсальных станках настройку режимов резания производит станочник непосредственно перед или во время обработки, устанавливая рукоятками частоту вращения шпинделя, подачу и глубину резания. На специальных и специализированных станках режимы резания устанавливаются заранее согласно карте наладки путем установки сменных колес в цепях главного движения и подач. Наладку завершают регулировкой инструментов на размер и пробными работами. Геометрическую точность станков проверяют в соответствии с ГОСТами. Суть проверки заключается в контроле точности и взаимного расположения базовых поверхностей, формы траектории движения исполнительных органов (например, биение шпинделя), в проверке соответствия фактических перемещений исполнительного органа номиналу (например, точность позиционирования, кинематическая точность).
Технологическую точность, которая относится в большей степени к специальным и специализированным станкам и станочным системам, контролируют перед началом эксплуатации оборудования. Для этого на станке обрабатывают партию деталей, измеряют их и с использованием методов математической статистики оценивают рассеяние размеров, вероятность выпадения размеров за пределы заданного допуска и другие показатели технологической точности.
Уход и обслуживание включает чистку и смазывание, осмотр и контроль состояния механизмов и деталей, уход за гидросистемой, системами смазывания и подачи СОЖ, регулировку и устранение мелких неисправностей. При эксплуатации автоматизированных станков применяют смешанную форму обслуживания: наладку производит наладчик, а подналадку - оператор. При этом функции оператора разнообразны: приемка заготовок и их установка, снятие готовых деталей, оперативное управление, периодический контроль деталей, смена или регулирование режущего инструмента, регулирование подачи СОЖ, контроль удаления стружки и др.
Уход за гидросистемой предусматривает контроль температуры масла, которая обычно не должна превышать +50 °С. Первую замену масла в гидросистеме, как правило, производят через 0,5÷1 месяца работы, чтобы удалить продукты притирки механизмов. В дальнейшем замену масла производят через 4÷6 месяцев. Необходимо систематически контролировать и поддерживать уровень масла, следить за состоянием трубопроводов, чтобы не было утечек, и не попал воздух в гидросистему, регулярно проводить чистку фильтров.
Уход за электрооборудованием включает ежемесячную очистку аппаратов от пыли и грязи, подтягивание винтовых соединений, контроль плавности перемещений и надежность возврата подвижных частей электроаппаратов в исходное положение. Периодически смазывают приводы аппаратов тонким слоем смазочного материала, не допуская попадания его на контакты. Раз в полгода меняют полярность рабочих контактов у кнопок и выключателей, работающих в цепях постоянного тока, проверяют состояние контактов. При появлении пригара или капель металла на поверхности контактов их слегка зачищают бархатным надфилем (зачистка абразивными материалами недопустима).
Особенности эксплуатации станков обязательно указывают в инструкциях по использованию. Соблюдение инструкций обеспечит длительную, бесперебойную работу оборудования.
45. Механические передачи металлорежущих станков.
46. Типы резцов и их назначение.
Одним из наиболее
простых и распространенных металлорежущих
инструментов является резец
. Резцы
применяются на токарных, револьверных,
строгальных и других станках. В зависимости
от вида станка и рода выполняемой работы
применяются резцы различных типов.
Основные типы токарных резцов изображены
на рис. 14. Для обточки наружных поверхностей
вращения, т. е. цилиндрических валиков,
конических поверхностей большой длины
и им подобных деталей, применяют
.проходные резцы. Проходные резцы бывают
прямые (рис. 14, а) и отогнутые (рис. 14, б).
Отогнутые резцы получили широкое
применение из-за их универсальности,
большей жесткости, возможности вести
обработку в менее доступных
местах.
Отогнутыми резцами можно
работать при продольной и поперечной
подачах и вести обточку поверху, подрезку
торцов, снятие фасок. Проходные резцы
могут быть черновые и чистовые. Чистовые
резцы имеют больший радиус закругления,
что обеспечивает получение более чистой
обработанной поверхности. Если необходимо
получить особенно чистую и гладкую
поверхность, применяют широкие лопаточные
резцы. Эти резцы работают с большой
подачей. Однако при значительной длине
контакта режущей кромки с заготовкой
они склонны к вибрациям, дрожанию.
Проходные
упорные резцы (рис. 14, в) имеют угол в
плане ф = 90° и применяются при обточке
ступенчатых валиков и подрезке буртиков,
а также при точении нежестких
деталей.
Подрезные резцы
предназначаются для обточки плоскостей,
перпендикулярных оси вращения, подрезки
торцов на проход (рис. 14, г). Эти резцы
работают с поперечной подачей. Расточные
резцы служат для обработки отверстий
(рис. 14, д, е). Они работают в менее
благоприятных условиях, чем проходные
резцы для наружной обточки. Расточные
резцы должны иметь меньшие поперечные
размеры, чем обрабатываемое отверстие.
Они получаются длинными. Вылет резца
должен быть больше длины растачиваемого
отверстия. В силу малой жесткости
расточные резцы склонны к вибрациям,
что не дает возможности снимать стружку
большого сечения.

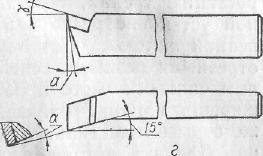 Рис.
14. Токарные
резцы
При
расточке длинных отверстий и отверстий
большого диаметра широко применяют
державки (оправки) со вставными резцами
круглого или квадратного сечения малых
размеров. Пользуясь державками, расточку
отверстия можно производить при помощи
одностороннего резца с одной режущей
частью, двухстороннего резца, имеющего
режущие части с обоих торцов, резцовой
головки, состоящей из нескольких
резцов.
По сравнению с односторонними
резцами двухсторонние резцы и резцовые
головки позволяют обеспечить более
высокую производительность обработки.
Однако обработка одним резцом имеет и
некоторые преимущества. При чистовой
обработке и снятии небольших припусков
затрудняется установка резцов резцовой
головки с требуемой точностью, в
результате чего в работе участвуют не
все резцы. Кроме того при срезании
твердых включений ось отверстия будет
искривленной вследствие отклонения
всей головки, что может послужить
причиной брака. При работе же одним
резцом в таких случаях отклонение резца
поведет лишь к уменьшению размеров
отверстия, что можно исправить при
дальнейшей обработке.
Соотношение
диаметров растачиваемого отверстия и
оправки должно быть подобрано так, чтобы
обеспечить оптималь¬ный вылет резца.
Большой вылет резца понижает жесткость,
способствует возникновению колебаний
и нарушает устойчивость процесса. Малые
же зазоры между поверхностями отверстия
и оправки затрудняют выход стружки. На
практике соотношение между диаметром
резца и диаметром оправки колеблется
в пределах 0,3—0,2. Отношение диаметра
оправки к диаметру растачиваемого
отверстия составляет 0,8—0,5.
При
обработке отверстий на токарных,
револьверных, расточных станках
пользуются державками со вставными
резцами.
Отрезные резцы служат
для отрезания материала от прутков
сравнительно небольшого диаметра (рис.
14, ж). Они выполняются с оттянутой
головкой, т. е. ширина головки выполняется
меньше ширины тела резца. Длина оттянутой
головки выбирается из расчета свободной
отрезки заготовки. Отрезные резцы
работают в весьма тяжелых условиях, так
как их рабочая часть имеет малую
жесткость, а отвод стружки из зоны
резания затруднен. Головка резца имеет
относительно малую толщину. Чтобы не
ослаблять в значительной степени
головку, для отрезных резцов приходится
принимать небольшие значения углов
(порядка 1—3°) в плане ф1 и задних углов
АЛЬФА1 на вспомогательных боковых
режущих кромках. Это приводит к возрастанию
трения, особенно при неточной установке
резца или его некачественной заточке.
Поэтому при работе отрезными резцами,
оснащенными твердым сплавом, часто
происходят выкрашивания и сколы режущей
части, а также отрывы пластинки от
державки резца.
Рис.
14. Токарные
резцы
При
расточке длинных отверстий и отверстий
большого диаметра широко применяют
державки (оправки) со вставными резцами
круглого или квадратного сечения малых
размеров. Пользуясь державками, расточку
отверстия можно производить при помощи
одностороннего резца с одной режущей
частью, двухстороннего резца, имеющего
режущие части с обоих торцов, резцовой
головки, состоящей из нескольких
резцов.
По сравнению с односторонними
резцами двухсторонние резцы и резцовые
головки позволяют обеспечить более
высокую производительность обработки.
Однако обработка одним резцом имеет и
некоторые преимущества. При чистовой
обработке и снятии небольших припусков
затрудняется установка резцов резцовой
головки с требуемой точностью, в
результате чего в работе участвуют не
все резцы. Кроме того при срезании
твердых включений ось отверстия будет
искривленной вследствие отклонения
всей головки, что может послужить
причиной брака. При работе же одним
резцом в таких случаях отклонение резца
поведет лишь к уменьшению размеров
отверстия, что можно исправить при
дальнейшей обработке.
Соотношение
диаметров растачиваемого отверстия и
оправки должно быть подобрано так, чтобы
обеспечить оптималь¬ный вылет резца.
Большой вылет резца понижает жесткость,
способствует возникновению колебаний
и нарушает устойчивость процесса. Малые
же зазоры между поверхностями отверстия
и оправки затрудняют выход стружки. На
практике соотношение между диаметром
резца и диаметром оправки колеблется
в пределах 0,3—0,2. Отношение диаметра
оправки к диаметру растачиваемого
отверстия составляет 0,8—0,5.
При
обработке отверстий на токарных,
револьверных, расточных станках
пользуются державками со вставными
резцами.
Отрезные резцы служат
для отрезания материала от прутков
сравнительно небольшого диаметра (рис.
14, ж). Они выполняются с оттянутой
головкой, т. е. ширина головки выполняется
меньше ширины тела резца. Длина оттянутой
головки выбирается из расчета свободной
отрезки заготовки. Отрезные резцы
работают в весьма тяжелых условиях, так
как их рабочая часть имеет малую
жесткость, а отвод стружки из зоны
резания затруднен. Головка резца имеет
относительно малую толщину. Чтобы не
ослаблять в значительной степени
головку, для отрезных резцов приходится
принимать небольшие значения углов
(порядка 1—3°) в плане ф1 и задних углов
АЛЬФА1 на вспомогательных боковых
режущих кромках. Это приводит к возрастанию
трения, особенно при неточной установке
резца или его некачественной заточке.
Поэтому при работе отрезными резцами,
оснащенными твердым сплавом, часто
происходят выкрашивания и сколы режущей
части, а также отрывы пластинки от
державки резца.
 Рис.
15. Схемы режущих частей отрезных
резцов
Для
повышения прочности соединения пластинки
с державкой целесообразно пластинку,
снабженную скосами, напаивать в угловой
паз державки (рис.,15, а), что соответственно
увеличивает площадь прилегания ее к
державке. Кроме того, боковые стенки
паза препятствуют смещению пластинки
под действием боковых усилий, возникающих
в процессе работы резца.
С целью
повышения прочности и жесткости головки
высота ее делается больше высоты стержня
(рис. 15, б).
Отрезной резец при
работе обычно не срезает весь металл
среза, так как в определенный момент
отрезаемая заготовка отламывается и в
центре остается несрезанный стержень.
Если необходимо полностью обработать
один из торцов, Не оставляя на нем
центрального стержня, то главную режущую
кромку резца оформляют под углом ср =
75* -~- 80* (рис. 15, в), в то время как у обычных
отрезных резцов угол в плане ф =
90°.
Находят применение также
отрезные резцы с симметричной ломаной
режущей кромкой (рис. 15, г) с углами в
плане ф = 60* -:- 80*. Такое оформление режущей
части резца облегчает его врезание в
заготовку, улучшает условия схода
стружки, снижает возможность увода
резца. С этой же целью на отрезных резцах
с углом ф = 90° выполняют фаски f с обеих
сторон размером 1— 1,5 мм под углом
45°.
Наряду с токарными используются
резцы на строгальных и долбежных станках
с прямолинейно-поступательным движением
резания. Строгальные резцы работают в
более тяжелых условиях, чем токарные,
так как, врезаясь в обрабатываемый
материал с полным сечением среза, резец
испытывает удар, что отрицательно
сказывается на его стойкости.
Рис.
15. Схемы режущих частей отрезных
резцов
Для
повышения прочности соединения пластинки
с державкой целесообразно пластинку,
снабженную скосами, напаивать в угловой
паз державки (рис.,15, а), что соответственно
увеличивает площадь прилегания ее к
державке. Кроме того, боковые стенки
паза препятствуют смещению пластинки
под действием боковых усилий, возникающих
в процессе работы резца.
С целью
повышения прочности и жесткости головки
высота ее делается больше высоты стержня
(рис. 15, б).
Отрезной резец при
работе обычно не срезает весь металл
среза, так как в определенный момент
отрезаемая заготовка отламывается и в
центре остается несрезанный стержень.
Если необходимо полностью обработать
один из торцов, Не оставляя на нем
центрального стержня, то главную режущую
кромку резца оформляют под углом ср =
75* -~- 80* (рис. 15, в), в то время как у обычных
отрезных резцов угол в плане ф =
90°.
Находят применение также
отрезные резцы с симметричной ломаной
режущей кромкой (рис. 15, г) с углами в
плане ф = 60* -:- 80*. Такое оформление режущей
части резца облегчает его врезание в
заготовку, улучшает условия схода
стружки, снижает возможность увода
резца. С этой же целью на отрезных резцах
с углом ф = 90° выполняют фаски f с обеих
сторон размером 1— 1,5 мм под углом
45°.
Наряду с токарными используются
резцы на строгальных и долбежных станках
с прямолинейно-поступательным движением
резания. Строгальные резцы работают в
более тяжелых условиях, чем токарные,
так как, врезаясь в обрабатываемый
материал с полным сечением среза, резец
испытывает удар, что отрицательно
сказывается на его стойкости.
 Рис.
16. Строгальные
резцы
По
роду выполняемой работы строгальные
резцы
разделяются на проходные (обдирочные
и чистовые), отрезные, подрезные, пазовые
и специальные (рис. 16). Проходные
строгальные резцы (рис. 16, а) предназначены
для строгания плоскостей с горизонтальной
подачей, а подрезные резцы (рис. 16, б) —
для обработки вертикальных плоскостей
с вертикальной подачей. Отрезные и
прорезные строгальные резцы (рис. 16, в)
используются при отрезке и прорезке
узких пазов. Чистовые широкие лопаточные
резцы (рис. 16, г) применяются для чистовой
обработки плоскостей с большой подачей.
Для обеспечения плавного врезания и
выхода инструмента целесообразно
применять строгальные резцы с углом
наклона режущей кромки К, который в
зависимости от условий обработки может
колебаться от 10 до 60°.
Строгальные
резцы
бывают прямые и изогнутые. Прямые резцы
просты в изготовлении, но менее
виброустойчивы по сравнению с изогнутыми.
Поэтому они применяются при малых
величинах вылета. В случае работы с
большими вылетами рекомендуется
пользоваться изогнутыми резцами, которые
получили широкое распространение в
промышленности. В процессе строгания
резец под воздействием усилий резания
изгибается. При изгибе прямого резца
его режущая часть будет углубляться в
материал заготовки и резец будет работать
с заеданием, что снижает качество
обработки и дополнительно нагружает
инструмент. При изгибе же изогнутого
резца его режущая часть будет отходить
от заготовки и срезать меньший слой
металла. Это обеспечивает более спокойное
протекание процесса резания, особенно
при резких колебаниях усилий резания,
вызываемых изменениями сечения срезаемого
слоя, локальными изменениями свойств
обрабатываемого материала и т. п.
Рис.
16. Строгальные
резцы
По
роду выполняемой работы строгальные
резцы
разделяются на проходные (обдирочные
и чистовые), отрезные, подрезные, пазовые
и специальные (рис. 16). Проходные
строгальные резцы (рис. 16, а) предназначены
для строгания плоскостей с горизонтальной
подачей, а подрезные резцы (рис. 16, б) —
для обработки вертикальных плоскостей
с вертикальной подачей. Отрезные и
прорезные строгальные резцы (рис. 16, в)
используются при отрезке и прорезке
узких пазов. Чистовые широкие лопаточные
резцы (рис. 16, г) применяются для чистовой
обработки плоскостей с большой подачей.
Для обеспечения плавного врезания и
выхода инструмента целесообразно
применять строгальные резцы с углом
наклона режущей кромки К, который в
зависимости от условий обработки может
колебаться от 10 до 60°.
Строгальные
резцы
бывают прямые и изогнутые. Прямые резцы
просты в изготовлении, но менее
виброустойчивы по сравнению с изогнутыми.
Поэтому они применяются при малых
величинах вылета. В случае работы с
большими вылетами рекомендуется
пользоваться изогнутыми резцами, которые
получили широкое распространение в
промышленности. В процессе строгания
резец под воздействием усилий резания
изгибается. При изгибе прямого резца
его режущая часть будет углубляться в
материал заготовки и резец будет работать
с заеданием, что снижает качество
обработки и дополнительно нагружает
инструмент. При изгибе же изогнутого
резца его режущая часть будет отходить
от заготовки и срезать меньший слой
металла. Это обеспечивает более спокойное
протекание процесса резания, особенно
при резких колебаниях усилий резания,
вызываемых изменениями сечения срезаемого
слоя, локальными изменениями свойств
обрабатываемого материала и т. п.
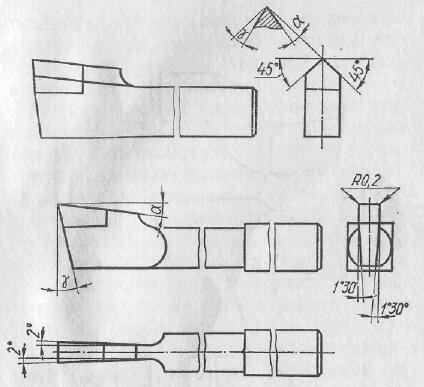 Рис.
17. Долбежные
резцы
Долбежные
резцы применяются при обработке
внутренних линейчатых поверхностей на
долбежных станках в единичном и
мелкосерийном производстве. В зависимости
от характера выполняемой работы находят
применение проходной двухсторонний
шпоночный или прорезной резцы (рис.
17).
Следует подчеркнуть, что резцы
являются наиболее распространенными,
универсальными и простыми инструментами.
Приведенный обзор основных типов резцов
не исчерпывает всего многообразия их,
используемого в машиностроении.
Рис.
17. Долбежные
резцы
Долбежные
резцы применяются при обработке
внутренних линейчатых поверхностей на
долбежных станках в единичном и
мелкосерийном производстве. В зависимости
от характера выполняемой работы находят
применение проходной двухсторонний
шпоночный или прорезной резцы (рис.
17).
Следует подчеркнуть, что резцы
являются наиболее распространенными,
универсальными и простыми инструментами.
Приведенный обзор основных типов резцов
не исчерпывает всего многообразия их,
используемого в машиностроении.
47. Виды фрез и их назначение.
Цилиндрические фрезы Торцовые фрезы Дисковые фрезы Угловые фрезы Шпоночные фрезы Фрезы для обработки Т-образных пазов Фасонные фрезы
Фрезерование является одним из наиболее
распространенных методов обработки.
По уровню производительности фрезерование
превосходит строгание и в условиях
крупносерийного производства уступает
лишь наружному протягиванию. Кинематика
процесса фрезерования характеризуется
быстрым вращением инструмента вокруг
его оси и медленным движением подачи.
Движение подачи при фрезеровании может
быть прямолинейно-поступательным,
вращательным, либо винтовым. При
прямолинейном движении подачи фрезами
производится обработка всевозможных
цилиндрических поверхностей: плоскостей,
всевозможных пазов и канавок, фасонных
цилиндрических поверхностей (рис.
84).
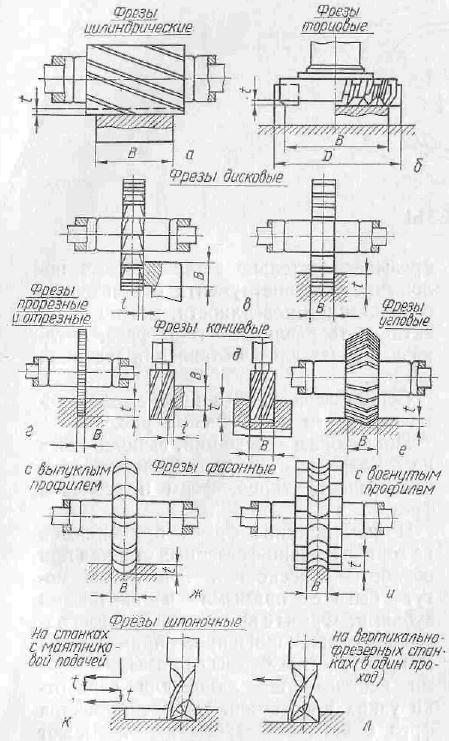 Рис.
84. Схемы
фрезирования
При
вращательном движении подачи фрезерованием
обрабатываются поверхности вращения,
а при винтовом движении подачи —
всевозможные винтовые поверхности,
например, стружечные канавки инструментов,
впадины косозубых колес и т. п.
Фреза
представляет собой исходное тело
вращения, которое в процессе обработки
касается поверхности детали, и на
поверхности которого образованы режущие
зубья. Форма исходного тела вращения
зависит от формы обработанной поверхности
и расположения оси фрезы относительно
детали. Меняя положение оси инструмента
относительно обработанной поверхности,
можно спроектировать различные типы
фрез, предназначенных для изготовления
заданной детали.
Основные части
фрез и элементы их режущей части показаны
на рис. 85.
Рис.
84. Схемы
фрезирования
При
вращательном движении подачи фрезерованием
обрабатываются поверхности вращения,
а при винтовом движении подачи —
всевозможные винтовые поверхности,
например, стружечные канавки инструментов,
впадины косозубых колес и т. п.
Фреза
представляет собой исходное тело
вращения, которое в процессе обработки
касается поверхности детали, и на
поверхности которого образованы режущие
зубья. Форма исходного тела вращения
зависит от формы обработанной поверхности
и расположения оси фрезы относительно
детали. Меняя положение оси инструмента
относительно обработанной поверхности,
можно спроектировать различные типы
фрез, предназначенных для изготовления
заданной детали.
Основные части
фрез и элементы их режущей части показаны
на рис. 85.
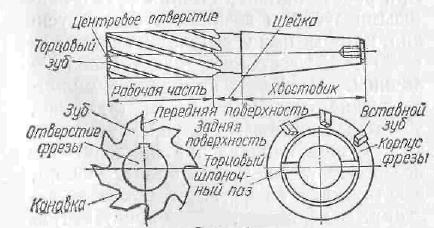 Рис.
85. Элементы
фрез
Многообразие
операций, выполняемых на фрезерных
станках, обусловило разнообразность
типов, форм и размеров фрез.
Рис.
85. Элементы
фрез
Многообразие
операций, выполняемых на фрезерных
станках, обусловило разнообразность
типов, форм и размеров фрез.
Цилиндрические фрезы
Цилиндрические фрезы применяются на
горизонтально-фрезерных станках при
обработке плоскостей. Эти фрезы могут
быть с прямыми и винтовыми зубьями.
Фрезы с винтовыми зубьями работают
плавно; они широко применяются на
производстве. Фрезы с прямыми зубьями
используются лишь для обработки узких
плоскостей, где преимущества фрез с
винтовым зубом не оказывают большого
влияния на процесс резания. При работе
цилиндрических фрез с винтовыми зубьями
возникают осевые усилия, которые при
угле наклона зуба ОМЕГА = 30 -:- 45* достигают
значительной величины. Поэтому применяют
цилиндрические сдвоенные фрезы (рис.
86), у которых винтовые режущие зубья
имеют разное направление наклона. Это
позволяет уравновесить осевые усилия,
действующие на фрезы, в процессе резания.
В месте стыка фрез предусматривается
перекрытие режущих кромок одной фрезы
режущими кромками другой. Цилиндрические
фрезы изготовляются из быстрорежущей
стали, а также оснащаются твердосплавными
пластинками, плоскими и винтовыми.
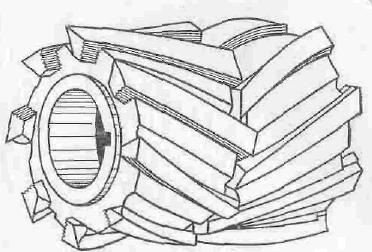 Рис.
86. Цилиндрические
сдвоенные фрезы
Рис.
86. Цилиндрические
сдвоенные фрезы
Торцовые фрезы
Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности. Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными. В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Причем углы в плане Ф на торцовых фрезах могут меняться в широких пределах. Наиболее часто угол в плане Ф на торцовых фрезах принимается равным 90° или 45—60°. С точки зрения стойкости фрезы его целесообразно выбирать наименьшей величины, обеспечивающей достаточную виброустойчивость процесса резания и заданную точность обработки детали. Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими фрезами, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое. Поэтому в настоящее время большинство работ по фрезерованию плоскостей выполняется торцовыми фрезами.
Дисковые фрезы
Дисковые фрезы пазовые, двух- и
трехсторонние (рис. 87) используются при
фрезеровании лазов и канавок. Пазовые
дисковые фрезы имеют зубья только на
цилиндрической поверхности 'и предназначены
для обработки относительно неглубоких
пазов (рис. 87, а). Для уменьшения трения
по торцам на пазовых фрезах предусматривается
вспомогательный угол в плане ф1, порядка
30', т. е. толщина фрезы делается на
периферии больше, чем в центральной
части у ступицы. Важным элементом пазовой
фрезы является ее толщина, которая
выполняется с допуском 0,04—0,05 мм. По
мере стачивания зубьев, в результате
поднутрения, толщина фрезы уменьшается.
Однако это не имеет практического
значения, так как величина уменьшения
невелика.
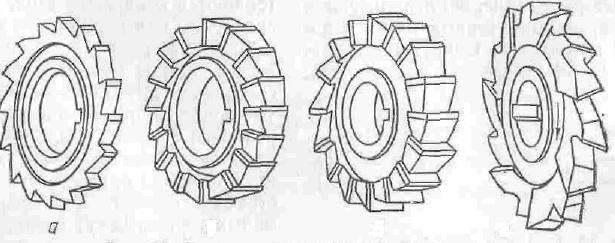 Рис.
87. Дисковые
фрезы для обработки пазов
Дисковые
двухсторонние (рис. 87, б) 0 трехсторонние
(рис. 87, в) фрезы имеют зубья, расположенные
не только на цилиндрической поверхности,
но и на одном или обоих торцах. Главные
режущие кромки располагаются на цилиндре.
Боковые режущие кромки, расположенные
на торцах, принимают незначительное
участие в резании и являются
вспомогательными. Дисковые фрезы имеют
прямые или наклонные зубья. У фрез с
прямыми зубьями на торцовых кромках
передние углы равны нулю, что ухудшает
условия их работы. Чтобы получить у
двухсторонних фрез на боковых кромках
положительные передние углы, применяются
фрезы с наклонными зубьями. С этой же
целью трехсторонние фрезы выполняются
с разнонаправленными зубьями (рис, 87,
г). Они работают всеми зубьями,
расположенными на цилиндре. На торцах
же половина зубьев, имеющих отрицательные
передние углы, срезана.
Однако
эти фрезы обладают высокой
производительностью, несмотря на
частично срезанные зубья.
Для
прорезания узких пазов и шлицев на
деталях, а также разрезания материалов
применяются топкие дисковые фрезы,
которые называют пилами. У таких фрез
поочередно то с одного, то с другого
торца затачиваются фаски под углом 45*.
Фаска срезает обычно 1/5—1/3 длины режущей
кромки. Поэтому каждый зуб срезает
стружку, ширина которой меньше ширины
прорезаемого паза. Это позволяет более
свободно размещаться стружке во впадине
зуба и улучшает ее отвод. При ширине
среза, равной ширине паза, торцы стружки
соприкасаются с боковыми сторонами
прорезаемого паза, что затрудняет
свободное завивание и размещение стружки
во впадине зуба и может привести к
заклиниванию зубъев и поломке фрезы.
Рис.
87. Дисковые
фрезы для обработки пазов
Дисковые
двухсторонние (рис. 87, б) 0 трехсторонние
(рис. 87, в) фрезы имеют зубья, расположенные
не только на цилиндрической поверхности,
но и на одном или обоих торцах. Главные
режущие кромки располагаются на цилиндре.
Боковые режущие кромки, расположенные
на торцах, принимают незначительное
участие в резании и являются
вспомогательными. Дисковые фрезы имеют
прямые или наклонные зубья. У фрез с
прямыми зубьями на торцовых кромках
передние углы равны нулю, что ухудшает
условия их работы. Чтобы получить у
двухсторонних фрез на боковых кромках
положительные передние углы, применяются
фрезы с наклонными зубьями. С этой же
целью трехсторонние фрезы выполняются
с разнонаправленными зубьями (рис, 87,
г). Они работают всеми зубьями,
расположенными на цилиндре. На торцах
же половина зубьев, имеющих отрицательные
передние углы, срезана.
Однако
эти фрезы обладают высокой
производительностью, несмотря на
частично срезанные зубья.
Для
прорезания узких пазов и шлицев на
деталях, а также разрезания материалов
применяются топкие дисковые фрезы,
которые называют пилами. У таких фрез
поочередно то с одного, то с другого
торца затачиваются фаски под углом 45*.
Фаска срезает обычно 1/5—1/3 длины режущей
кромки. Поэтому каждый зуб срезает
стружку, ширина которой меньше ширины
прорезаемого паза. Это позволяет более
свободно размещаться стружке во впадине
зуба и улучшает ее отвод. При ширине
среза, равной ширине паза, торцы стружки
соприкасаются с боковыми сторонами
прорезаемого паза, что затрудняет
свободное завивание и размещение стружки
во впадине зуба и может привести к
заклиниванию зубъев и поломке фрезы.
Угловые фрезы
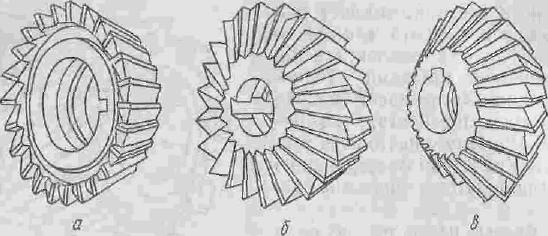 Рис.
88. Угловые
фрезы
Угловые фрезы
(рис. 88) используются при фрезеровании
угловых пазов и наклонных плоскостей.
Одноугловые фрезы (рис. 88, а) имеют режущие
кромки, расположенные на конической
поверхности и торце. Двухугловые фрезы
(рис.88, б) имеют режущие кромки, расположенные
на двух смежных конических поверхностях.
Угловые фрезы находят широкое применение
в инструментальном производстве для
фрезерования стружечных канавок
различных инструментов. В процессе
работы одноугловыми фрезами возникают
осевые усилия резания, так как срезание
металла заготовки производится в
основном режущими кромками, расположенными
на конической поверхности. У двухугловых
же фрез осевые усилия, возникающие при
работе двух смежных угловых кромок
зуба, несколько компенсируют друг друга,
а при работе симметричных двухугловых
фрез (рис. 88, в) они взаимно уравновешиваются.
Поэтому двухугловые фрезы работают
более плавно. Угловые фрезы малых
размеров изготовляются концевыми (рис.
89) с цилиндрическим или коническим
хвостовиком.
Рис.
88. Угловые
фрезы
Угловые фрезы
(рис. 88) используются при фрезеровании
угловых пазов и наклонных плоскостей.
Одноугловые фрезы (рис. 88, а) имеют режущие
кромки, расположенные на конической
поверхности и торце. Двухугловые фрезы
(рис.88, б) имеют режущие кромки, расположенные
на двух смежных конических поверхностях.
Угловые фрезы находят широкое применение
в инструментальном производстве для
фрезерования стружечных канавок
различных инструментов. В процессе
работы одноугловыми фрезами возникают
осевые усилия резания, так как срезание
металла заготовки производится в
основном режущими кромками, расположенными
на конической поверхности. У двухугловых
же фрез осевые усилия, возникающие при
работе двух смежных угловых кромок
зуба, несколько компенсируют друг друга,
а при работе симметричных двухугловых
фрез (рис. 88, в) они взаимно уравновешиваются.
Поэтому двухугловые фрезы работают
более плавно. Угловые фрезы малых
размеров изготовляются концевыми (рис.
89) с цилиндрическим или коническим
хвостовиком.
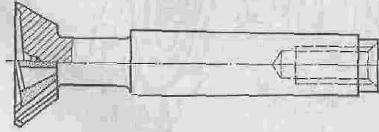 Рис.
89. Концевая
угловая фреза
Толщина
среза угловых фрез изменяется по длине
кромки. Она имеет максимальное значение
на вершине зуба и уменьшается при
удалении от нее, вдоль режущей кромки,
т. е. при уменьшении радиуса рассматриваемой
точки кромки. Это может привести к тому,
что участками кромок, расположенными
у малых торцов, могут срезаться
незначительные толщины среза, соизмеримые
с радиусом округления режущей кромки.
Это неблагоприятно отражается на
характере протекания процесса резания,
так как при значительных отрицательных
передних углах на радиусе округления
в зоне контакта наблюдаются значительный
нагрев, большие усилия и быстрый износ
инструмента. Чтобы на этих участках
обеспечить нормальные условия работы,
целесообразно уменьшить число работающи
х зубьев вдвое, срезая их через один
зуб. Необходимость уменьшения числа
зубьев на малых диаметрах иногда
вызывается тем, что при проектировании
угловых фрез возникают затруднения в
выборе числа зубьев, В зоне, расположенной
ближе к центру трудно бывает разместить
число зубьев, равное числу зубьев на
вершине фрезы. Это объясняется большой
разницей в окружных шагах зубъев на
наибольшем и наименьшем диаметрах
фрезы. Зубья, расположенные на меньшем
диаметре, получаются небольшими по
высоте, что может привести к забиванию
канавок стружкой. Вершину угловой фрезы
необходимо закруглять во избежание
быстрого износа.
Рис.
89. Концевая
угловая фреза
Толщина
среза угловых фрез изменяется по длине
кромки. Она имеет максимальное значение
на вершине зуба и уменьшается при
удалении от нее, вдоль режущей кромки,
т. е. при уменьшении радиуса рассматриваемой
точки кромки. Это может привести к тому,
что участками кромок, расположенными
у малых торцов, могут срезаться
незначительные толщины среза, соизмеримые
с радиусом округления режущей кромки.
Это неблагоприятно отражается на
характере протекания процесса резания,
так как при значительных отрицательных
передних углах на радиусе округления
в зоне контакта наблюдаются значительный
нагрев, большие усилия и быстрый износ
инструмента. Чтобы на этих участках
обеспечить нормальные условия работы,
целесообразно уменьшить число работающи
х зубьев вдвое, срезая их через один
зуб. Необходимость уменьшения числа
зубьев на малых диаметрах иногда
вызывается тем, что при проектировании
угловых фрез возникают затруднения в
выборе числа зубьев, В зоне, расположенной
ближе к центру трудно бывает разместить
число зубьев, равное числу зубьев на
вершине фрезы. Это объясняется большой
разницей в окружных шагах зубъев на
наибольшем и наименьшем диаметрах
фрезы. Зубья, расположенные на меньшем
диаметре, получаются небольшими по
высоте, что может привести к забиванию
канавок стружкой. Вершину угловой фрезы
необходимо закруглять во избежание
быстрого износа.
Концевая фреза
 Рис.
90. Концевая
фреза
Концевые фрезы
(рис. 90) применяются для обработки
глубоких пазов в корпусных деталях
контурных выемок, уступов, взаимно
перпендикулярных плоскостей. Концевые
фрезы в шпинделе станка крепятся
коническим или цилиндрическим хвостовиком.
У этих фрез основную работу резания
выполняют главные режущие кромки,
расположенные на цилиндрической
поверхности, а вспомогательные торцовые
режущие кромки только зачищают дно
канавки. Такие фрезы, как правило,
изготовляются с винтовыми или наклонными
зубьями. Угол наклона зубьев доходит
до 30—45*. Диаметр концевых фрез выбирают
меньшим (до 0,1 мм) ширины канавки, так
как при фрезеровании наблюдается
разбивание канавки.
Рис.
90. Концевая
фреза
Концевые фрезы
(рис. 90) применяются для обработки
глубоких пазов в корпусных деталях
контурных выемок, уступов, взаимно
перпендикулярных плоскостей. Концевые
фрезы в шпинделе станка крепятся
коническим или цилиндрическим хвостовиком.
У этих фрез основную работу резания
выполняют главные режущие кромки,
расположенные на цилиндрической
поверхности, а вспомогательные торцовые
режущие кромки только зачищают дно
канавки. Такие фрезы, как правило,
изготовляются с винтовыми или наклонными
зубьями. Угол наклона зубьев доходит
до 30—45*. Диаметр концевых фрез выбирают
меньшим (до 0,1 мм) ширины канавки, так
как при фрезеровании наблюдается
разбивание канавки.
Шпоночные фрезы
Разновидностью концевых фрез являются
шпоночные двухзубые фрезы (рис. 91).
Рассматриваемые шпоночные фрезы, подобно
сверлу, могут углубляться в материал
заготовки при осевом движении подачи
и высверливать отверстие, а затем
двигаться вдоль канавки. В момент осевой
подачи основную работу резания выполняют
торцовые кромки. Одна из них должна
доходить до оси фрезы, чтобы обеспечить
сверление отверстия.
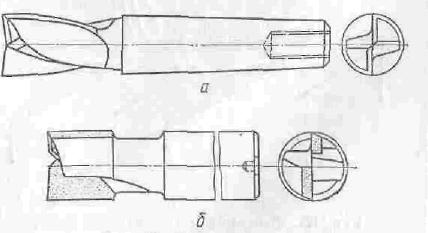 Рис.
91. Шпоночные
фрезы
Переточка таких
фрез производится по задним поверхностям
торцовых кромок, поэтому при переточках
их диаметр сохраняется неизменным.
Рис.
91. Шпоночные
фрезы
Переточка таких
фрез производится по задним поверхностям
торцовых кромок, поэтому при переточках
их диаметр сохраняется неизменным.
Фрезы для обработки Т-образных пазов
Для обработки Т-образных пазов, часто
встречающихся в станкостроении, применяют
Т-образные фрезы (рис. 92).
 Рис.
92. Фреза
для обработки Т-образных пазов
Они
работают в тяжелых условиях и часто
ломаются, что объясняется затрудненным
отводом стружки. Каждый зуб работает
два раза за один оборот фрезы. Такие
фрезы делаются с разнонаправленными
зубьями и имеют поднутрения с углом Ф1
= 1°30'-:- 2* на обоих торцах. С целью улучшения
условий размещения стружки производят
заточку фасок на зубьях то с одного, то
с другого торца под углом 30° и шириной
0,5 мм.
Рис.
92. Фреза
для обработки Т-образных пазов
Они
работают в тяжелых условиях и часто
ломаются, что объясняется затрудненным
отводом стружки. Каждый зуб работает
два раза за один оборот фрезы. Такие
фрезы делаются с разнонаправленными
зубьями и имеют поднутрения с углом Ф1
= 1°30'-:- 2* на обоих торцах. С целью улучшения
условий размещения стружки производят
заточку фасок на зубьях то с одного, то
с другого торца под углом 30° и шириной
0,5 мм.
Фасонные фрезы
Фасонные фрезы получили значительное
распространение при обработке
разнообразных фасонных поверхностей.
Преимущества применения фасонных фрез
особенно сильно проявляются при обработке
заготовок с большим отношением длины
к ширине фрезеруемых поверхностей.
Короткие фасонные поверхности в условиях
крупносерийного производства лучше
обрабатывать протягиванием.
Фасонные
фрезы по конструкции зубьев разделяются
на фрезы с затылованнымп зубьями и фрезы
с остроконечными (острозаточенными)
зубьями.
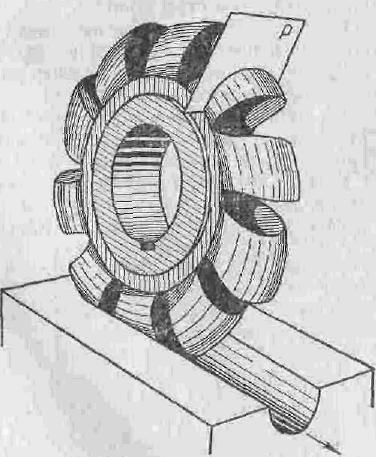 Рас.
93. Фасонная
затылованная фреза
Фасонные
затылованые фрезы (рис. 93) имеют плоскую
переднюю поверхность, по которой
перетачиваются в процессе эксплуатации.
Новой и переточенной фрезой можно
обрабатывать одни и те же детали, если
форма фасонной режущей кромки при
переточках не изменяется. Это обеспечивается
за счет выбора соответствующей формы
задней поверхности зуба фрезы.
Задняя
поверхность зуба затылованной фрезы с
передним углом V = 0 — это совокупность
фасонных режущих кромок, постоянных по
форме и размещенных в радиальных
плоскостях Р на различных расстояниях
от оси фрезы. При переходе от передней
плоскости новой фрезы к спинке зуба
расстояние от оси до режущей кромки
уменьшают, чтобы обеспечить получение
положительных задних углов на режущей
части. Фасонные фрезы с остроконечными
зубьями (рис. 94), в отличие от затылованных
фрез, затачивают по задним поверхностям
зубьев. Остроконечные фасонные фрезы
дают более чистую поверхность, имеют
повышенную стойкость по сравнению с
затылованными фасонными фрезами. Однако
изготовление и переточка этих фрез
требуют специальных приспособлений и
копировальных устройств, обеспечивающих
получение точного контура фасонных
режущих кромок как при их изготовлении,
так и при их перетачивании. Поэтому
фасонные фрезы с остроконечными зубьями
применяются в условиях крупносерийного
и массового производства.
Рас.
93. Фасонная
затылованная фреза
Фасонные
затылованые фрезы (рис. 93) имеют плоскую
переднюю поверхность, по которой
перетачиваются в процессе эксплуатации.
Новой и переточенной фрезой можно
обрабатывать одни и те же детали, если
форма фасонной режущей кромки при
переточках не изменяется. Это обеспечивается
за счет выбора соответствующей формы
задней поверхности зуба фрезы.
Задняя
поверхность зуба затылованной фрезы с
передним углом V = 0 — это совокупность
фасонных режущих кромок, постоянных по
форме и размещенных в радиальных
плоскостях Р на различных расстояниях
от оси фрезы. При переходе от передней
плоскости новой фрезы к спинке зуба
расстояние от оси до режущей кромки
уменьшают, чтобы обеспечить получение
положительных задних углов на режущей
части. Фасонные фрезы с остроконечными
зубьями (рис. 94), в отличие от затылованных
фрез, затачивают по задним поверхностям
зубьев. Остроконечные фасонные фрезы
дают более чистую поверхность, имеют
повышенную стойкость по сравнению с
затылованными фасонными фрезами. Однако
изготовление и переточка этих фрез
требуют специальных приспособлений и
копировальных устройств, обеспечивающих
получение точного контура фасонных
режущих кромок как при их изготовлении,
так и при их перетачивании. Поэтому
фасонные фрезы с остроконечными зубьями
применяются в условиях крупносерийного
и массового производства.
 Рис.
94. Фасонная
фреза с остроконечными зубьями
Находят
применение также сборные фасонные
фрезы, у которых требуемый фасонный
профиль создается как огибающая кривая
к совокупности простых по форме кромок
отдельных ее режущих элементов. Так на
рис. 95 приведена конструкция сборной
фасонной фрезы с круглыми пластинками
твердого сплава для обработки профиля
железнодорожных колес. Фреза состоит
из корпуса, в пазах которого крепятся
рейки 2 с закрепленными на них круглыми
твердосплавными пластинами диаметром
12—16 мм. Для получения необходимой
чистоты обработанной поверхности гнезда
под пластинки на смежных рейках смещены
относительно друг друга на 1,5—2,0
мм.
Рис.
94. Фасонная
фреза с остроконечными зубьями
Находят
применение также сборные фасонные
фрезы, у которых требуемый фасонный
профиль создается как огибающая кривая
к совокупности простых по форме кромок
отдельных ее режущих элементов. Так на
рис. 95 приведена конструкция сборной
фасонной фрезы с круглыми пластинками
твердого сплава для обработки профиля
железнодорожных колес. Фреза состоит
из корпуса, в пазах которого крепятся
рейки 2 с закрепленными на них круглыми
твердосплавными пластинами диаметром
12—16 мм. Для получения необходимой
чистоты обработанной поверхности гнезда
под пластинки на смежных рейках смещены
относительно друг друга на 1,5—2,0
мм.
 Рис.
95. Сборная
фасонная фреза
Рис.
95. Сборная
фасонная фреза
48. Режимы резания (выбор, в зависимости от различных факторов).
49. Износ режущего инструмента.
Износ по задней поверхности. Это наиболее распространенный вид износа и, как показывает название, его величина (VB) измеряется по задней поверхности режущего лезвия. Основная причина такого вида износа - это абразивный механизм процесса изнашивания. Умеренный износ по задней поверхности характеризует оптимальный процесс обработки. При чистовой обработке при увеличении износа по задней поверхности ухудшается шероховатость обработанной поверхности, возрастает трение, количество выделяемого тепла, поскольку уменьшается задний угол. При черновой обработке увеличенный износ по задней поверхности, приводя к изменению геометрии, может вызвать вибрации, повышенное потребление мощности и повышает вероятность поломки режущей кромки.
Износ режущего инструмента. Пластическая деформация и наростообразование.
• Пластическая деформация. В ряде случаев высокая температура и давление могут привести к пластической деформации материала инструмента, когда вершина опускается и материал режущей части деформируется либо в направлении обработки, либо в направлении задней поверхности. Это приводит к увеличению трения и, соответственно, увеличению выделяемого тепла, изменяется геометрия режущей кромки, нарушается процесс формирования стружки, что создает критическую ситуацию для процесса резания. При чистовой обработке пластическая деформация приводит к ухудшению шероховатости обрабатываемой поверхности и вызывается недостаточной красностойкостью материала инструмента.
Показатели износа инструмента.
Каковы признаки того, что режущая кромка изнашивается тем или иным способом? Регулярные осмотры с помощью увеличительного стекла - важный способ изучения развития и вида износа, дающие основание для изменения одного или нескольких параметров операции. 1. Износ по задней поверхности следует измерять через определенные промежутки времени, в которые пластина реально участвовала в процессе резания, пока износ не достигнет допустимой величины. 2. Другим показателем износа инструмента является увеличение потребляемой мощности. Поэтому надо внимательно следить за показаниями прибора, измеряющего мощность. 3. 4. На чистовых операциях лимитирующими факторами являются шероховатость и точность обработанной поверхности. Выход размеров за поле допуска или ухудшение чистоты обработки свидетельствуют об износе режущего инструмента. 5. Образование заусенцев, особенно при обработке нержавеющей стали, говорит о затуплении режущей кромки. Чрезмерный износ по задней поверхности, нарост, пластическая деформация могут привести к затуплению режущей кромки и, соответственно, образованию заусенцев при обработке. 6. Усиление нагрева говорит об износе инструмента, в результате которого трение возрастает и выделяется большее количество тепла. 7. Выкрашивания и поломки инструмента могут быть замечены и без лупы. Они говорят о серьезных проблемах при резании, требуют анализа всех технологических параметров операции и, в первую очередь, жесткости. Вибрации могут послужить причиной плохого качества обработки, а также поломки пластины. Возникновение вибраций может быть вызвано целым рядом причин, поэтому устранить их бывает довольно сложно. 8,9. Цвета побежалости, неудовлетворительное формирование стружки являются следствием чрезмерного износа, в результате чего нарушается процесс распределения тепла между деталью, инструментом и стружкой, а также процесс стружкодробления. 10. Повышенный уровень шума служит верным признаком того, что есть какие-то нарушения в процессе обработки. Часто причиной шума являются вибрации, вызванные износом инструмента. Опытный оператор по звуку может определить, как идет процесс резания и не затупился ли инструмент. 11. Следы вибраций на обработанной поверхности, наряду с ухудшением чистоты обработки, свидетельствуют об износе инструмента. 12. Стойкость инструмента определяется периодом, в течение которого инструмент способен выполнять свои функции с достаточной надежностью при обработке деталей, удовлетворяющих предъявляемым требованиям. Вопрос предварительной оценки гарантированной стойкости инструмента особенно важен при обработке на станках с ЧПУ так как плановая замена инструмента в соответствии с гарантированной стойкостью позволит уменьшить вмешательство оператора в процесс обработки или даже запрограммировать прекращение обработки при достижении предельного износа. Чрезмерный износ инструмента При чрезмерном износе возможна поломка режущей пластины, опорной пластины, корпуса, обрабатываемой детали и даже элемента станка. Однако, самым неприятным последствием катастрофического износа являются частые непредвиденные простои оборудования для замены инструмента в случае его поломки, а в результате - снижение производительности. Правильно выбранный и применяемый инструмент позволяет достичь высокой производительности, использовать все потенциальные ресурсы и сделать любую операцию экономически эффективной. Высокая производительность гарантируется с высокой степенью надежности.
50. Влияние смазочно-охлаждающей жидкости на процесс резания.
Применение смазочно-охлаждающей жидкости (СОЖ) благоприятно воздействует на процесс резания металлов: значительно уменьшается износ режущего инструмента, повышается качество обработанной поверхности и снижаются затраты энергии на резание. При этом уменьшается наростообразование на режущей кромке инструмента и улучшаются условия для удаления стружки и абразивных частиц из зоны резания. Наименьший эффект дает применение СОЖ при обработке чугуна и других хрупких материалов.
При работе твердосплавным инструментом на высоких скоростях резания рекомендуется обильная и непрерывная подача СОЖ, так как при прерывистом охлаждении в пластинах твердого сплава могут образоваться трещины, приводящие к выходу инструмента из строя. Наиболее эффективно применение СОЖ при обработке вязких и пластичных металлов, при этом с увеличением толщины среза и скорости резания положительное воздействие СОЖ на процесс стружкообразования уменьшается. Выбор СОЖ зависит от обрабатываемого материала и вида обработки.
СОЖ должна обладать высокими охлаждающими, смазывающими, антикоррозийными свойствами и быть безвредной для обслуживающего персонала.
Все СОЖ можно разделить на две основные группы: охлаждающие и смазочные. К первой группе относятся водные растворы и эмульсии, обладающие большой теплоемкостью и теплопроводностью. Широкое распространение получили водные эмульсии, содержащие поверхностно-активные вещества. Они применяются при обдирочных работах, когда к шероховатости обработанной поверхности не предъявляют высоких требований.
Ко второй группе относятся минеральные масла, керосин, а также растворы поверхностно-активных веществ в масле или керосине. Жидкости этой группы применяются при чистовых и отделочных работах.
Также нашли применение осерненные масла (сульфофрезолы), в которых в качестве активированной добавки используется сера.
51. Основные факторы влияющие на силу резания.
Зная силы, действующие в процессе резания, можно рассчитать и выбрать режущий инструмент и приспособления, определить мощность, затрачиваемую на резание, а также осуществлять рациональную эксплуатацию станка, инструмента и приспособлений. Образование стружки в процессе резания происходит под действием силы резания, преодолевающей сопротивление металла. Силу P резания (в Н) при обработке точением можно разложить на три составляющие (рисунок слева): тангенциальную Pz, направленную вертикально вниз и определяющую мощность, потребляемую приводом главного движения станка; радиальную Ру, направленную вдоль поперечной подачи (эта сила отжимает резец и учитывается при расчете прочности инструмента и механизма поперечной подачи станка); осевую Рх, направленную вдоль продольной подачи (эта сила стремится отжать резец в сторону суппорта и учитывается при определении допустимой нагрузки на резец и механизмы станка при продольной подаче). Также на рисунке: S - подача, t - глубина резания, 1 - резец, 2 - загатовка.
Между тремя составляющими силы резания существуют примерно следующие соотношения: Ру=(0,25-0,5)Pz; Px=(0,1-0,25)Pz В большинстве случаев Pz примерно равна 0,9P, что позволяет многие практические расчеты производить не по силе Р резания, а по тангенциальной ее составляющей Рz. В процессе резания на величину Рz, Ру и Рх влияют следующие факторы: обрабатываемый металл, глубина резания, подача, передний угол резца, главный угол резца в плане, радиус скругления режущей кромки резца, смазочно-охлаждающие жидкости, скорость резания и износ резца.
Физико-механические свойства обрабатываемого металла существенно влияют на величину силы резания. Чем больше предел прочности при растяжении s и твердость обрабатываемого металла, тем больше Рz, Ру и Рх. Увеличение глубины резания и подачи также приводит к увеличению составляющих силы резания, причем глубина резания больше влияет на силу резания, чем подача.
Чем меньше передний угол или чем больше угол резания =90-, тем больше сила резания. При увеличении главного угла в плане сила Ру резко уменьшается, а сила Рх увеличивается. Для твердосплавных резцов при увеличении от 60 до 90 градусов сила Рx практически не изменяется. При увеличении радиуса г скругления режущей кромки резца силы Рz и Ру возрастают, а сила Рх уменьшается. Смазочно-охлаждающие жидкости уменьшают силу Рz при небольшой толщине срезаемой стружки, увеличение толщины среза и скорости резания снижает эффект применения СОЖ. При увеличении скорости резания с 50 до 400-500 м/мин сила Рz значительно уменьшается; дальнейшее повышение скорости резания дает лишь небольшое уменьшение силы Рz. Износ резца по задней поверхности значительно увеличивает силы Ру и Рx. Материал режущей части резца также оказывает влияние на силу резания; например, твердосплавные резцы снимают стружку с несколько меньшей силой резания, чем резцы из быстрорежущей стали.
52. Шероховатость поверхности и точность обработки.
На поверхностях деталей после их механической обработки всегда остаются неровности. Совокупность неровностей, образующихся при обработке, называют шероховатостью поверхности. Величина шероховатости оказывает непосредственное влияние на качество неподвижных и подвижных соединений. Детали с большой шероховатостью поверхности в неподвижных соединениях не обеспечивают требуемой точности и надежности сборки, а в подвижных соединениях быстро изнашиваются и не обеспечивают первоначальных зазоров.
Н а
поверхности, обработанной токарным
резцом, образуются неровности в виде
винтовых выступов и винтовых канавок
(рисунок слева: а) - образование поперечной
и б) - продольной шероховатости).
Неровности, расположенные в направлении
подачи S, образуют поперечную шероховатость,
а неровности, расположенные в направлении
скорости резания,
- продольную шероховатость. Высота Н и
характер неровностей зависят от
обрабатываемого материала, режима
резания, геометрии режущих кромок
инструмента и других факторов (рисунок
справа: а) - влияние вспомогательного
угла в плане, б) - влияние подачи, в) -
влияние радиуса скругления режущей
кромки резца). Величина Н увеличивается
с увеличением подачи и уменьшается с
увеличением радиуса скругления режущей
кромки резца. При увеличении скорости
резания высота Н неровностей уменьшается.
Увеличение вспомогательного угла в
плане, уменьшение заднего угла, затупление
режущей кромки приводят к увеличению
шероховатости поверхности. В
производственных условиях шероховатость
обработанной поверхности детали
оценивают методом сравнения с образцом.
В качестве образца используют обработанную
деталь, шероховатость поверхности
которой аттестована.
а
поверхности, обработанной токарным
резцом, образуются неровности в виде
винтовых выступов и винтовых канавок
(рисунок слева: а) - образование поперечной
и б) - продольной шероховатости).
Неровности, расположенные в направлении
подачи S, образуют поперечную шероховатость,
а неровности, расположенные в направлении
скорости резания,
- продольную шероховатость. Высота Н и
характер неровностей зависят от
обрабатываемого материала, режима
резания, геометрии режущих кромок
инструмента и других факторов (рисунок
справа: а) - влияние вспомогательного
угла в плане, б) - влияние подачи, в) -
влияние радиуса скругления режущей
кромки резца). Величина Н увеличивается
с увеличением подачи и уменьшается с
увеличением радиуса скругления режущей
кромки резца. При увеличении скорости
резания высота Н неровностей уменьшается.
Увеличение вспомогательного угла в
плане, уменьшение заднего угла, затупление
режущей кромки приводят к увеличению
шероховатости поверхности. В
производственных условиях шероховатость
обработанной поверхности детали
оценивают методом сравнения с образцом.
В качестве образца используют обработанную
деталь, шероховатость поверхности
которой аттестована.
О тклонения
размеров и других параметров готовой
детали от указанных в чертеже определяют
погрешность обработки, величина которой
должна находиться в пределах допуска.
Погрешности подразделяют на систематические
и случайные. К систематическим относятся
погрешности, которые при обработке
партии деталей повторяются на каждой
детали. Систематические погрешности
по величине больше случайных и определяют
точность обрабатываемой детали. Основными
причинами систематических погрешностей
обработки являются: неточность станка
(например, непрямолинейность направляющих
станины и суппортов, непараллельность
или неперпендикулярность направляющих
оси шпинделя, неточность изготовления
щпинделя и его опор и т. д.); деформация
сборочных единиц (узлов) и деталей станка
под действием сил резания и нагрева в
процессе работы; неточность изготовления
режущих инструментов, приспособлений
и их износ; деформация инструментов и
приспособлений под действием сил резания
и нагрева в процессе обработки; погрешности
установки и базирования заготовки на
станке; деформация обрабатываемой
заготовки под действием сил резания и
зажима, а также благодаря нагреву в
процессе обработки; погрешности,
возникающие при установке инструментов
и их настройке на размер; погрешности
в процессе измерения, вызываемые
неточностью измерительных инструментов
и приборов, их износом и деформациями,
а также ошибкой рабочего при оценке
показаний измерительных устройств.
Причины, вызывающие систематические
погрешности, можно установить и устранить.
К случайным относятся погрешности,
возникающие вследствие случайных
упругих деформаций заготовки, станка,
приспособления и режущего инструмента
(например, из-за неоднородности
обрабатываемого материала).
тклонения
размеров и других параметров готовой
детали от указанных в чертеже определяют
погрешность обработки, величина которой
должна находиться в пределах допуска.
Погрешности подразделяют на систематические
и случайные. К систематическим относятся
погрешности, которые при обработке
партии деталей повторяются на каждой
детали. Систематические погрешности
по величине больше случайных и определяют
точность обрабатываемой детали. Основными
причинами систематических погрешностей
обработки являются: неточность станка
(например, непрямолинейность направляющих
станины и суппортов, непараллельность
или неперпендикулярность направляющих
оси шпинделя, неточность изготовления
щпинделя и его опор и т. д.); деформация
сборочных единиц (узлов) и деталей станка
под действием сил резания и нагрева в
процессе работы; неточность изготовления
режущих инструментов, приспособлений
и их износ; деформация инструментов и
приспособлений под действием сил резания
и нагрева в процессе обработки; погрешности
установки и базирования заготовки на
станке; деформация обрабатываемой
заготовки под действием сил резания и
зажима, а также благодаря нагреву в
процессе обработки; погрешности,
возникающие при установке инструментов
и их настройке на размер; погрешности
в процессе измерения, вызываемые
неточностью измерительных инструментов
и приборов, их износом и деформациями,
а также ошибкой рабочего при оценке
показаний измерительных устройств.
Причины, вызывающие систематические
погрешности, можно установить и устранить.
К случайным относятся погрешности,
возникающие вследствие случайных
упругих деформаций заготовки, станка,
приспособления и режущего инструмента
(например, из-за неоднородности
обрабатываемого материала).
53.. Правила заточки и доводки всех типов режущего инструмента.
1. Заточка резцов. Восстановление геометрической формы изношенных резцов выполняется заточкой на заточных станках; оснащенных шлифовальными кругами плоской формы для работы периферией круга, либо чашечной формы — торцом круга. Последние более удобны, так как позволяют получить на резце плоские поверхности… Шлифовальный круг — особый режущий инструмент, состоящий из твердых абразивных зерен и связки. Благодаря высокой скорости вращения (12—15 м/сек) и большой твердости зерен он способен срезать (соскабливать) с поверхностей материалов любой твердости тонкие стружки. При этом обеспечивается высокая частота обработки, которая тем выше, чем мельче зерна круга. По материалу зерен шлифовальные круги делятся на электрокорундовые и карбидокремниевые. Первые предназначены для заточки быстрорежущих резцов, вторые—твердосплавных. Их можно отличить по цвету. Электрокорундовые круги имеют белый, розовый, серый цвет с различными оттенками. Причем круги белого и розового цветов—высококачественные. Круги из карбида кремния, применяемые для заточки инструментов, светло-зеленого цвета. Для заточных работ в основном пользуются кругами на керамической связке, представляющей собой обожженную огнеупорную глину в смеси с некоторыми другими связующими компонентами. Наряду с хорошей водоупорностью, пористостью и способностью сохранять рабочий профиль такая связка склонна к выкрашиванию под действием ударных нагрузок. Кроме материала зерен, зернистости (величины зерен) и связки, шлифовальные круги характеризуются твердостью, под которой подразумевается способность связки удерживать зерна от выкрашивания. Мягкие круги в работе быстро осыпаются, твердые, наоборот, притупляются (засаливаются). Круг должен быть таким, чтобы он во время работы самозатачивался, т. е. по мере затупления зерен они должны выкрашиваться, уступая место острым зернам. Заточку ведут в следующей последовательности: вначале затачивают переднюю поверхность, затем задние поверхности—главную и вспомогательные и после этого закругляют вершины (см. рис.20). При этом руководствуются правилами: 1. Подручник 1 регулируют так, чтобы обеспечивалось получение необходимых задних углов, расположение режущей кромки резца на уровне оси круга или немного выше, а зазор между кругом и подручником составлял бы не более 3 мм. 2. Во время заточки круг 3 должен набегать на режущую кромку в тело резца. 3. Резец удерживают руками, опирают на подручник, легко прижимают к рабочей поверхности круга и плавно перемещают вдоль нее. 4. Для направления резца при заточке задних поверхностей рекомендуется применять специальное приспособление 2, которое устанавливают под требуемым углом в плане и перемещают вместе с резцом. 5. Заточку ведут с обильным охлаждением или всухую. Периодическое замачивание нагретого резца в воде недопустимо вследствие возможного возникновения трещин на режущих кромках. 6. Засаленный или неравномерно изношенный круг правят и очищают твердым абразивным бруском из зеленого карбида кремния или специальной шарошкой с металлическими звездочками. 7. С целью защиты глаз от абразивной пыли следует пользоваться очками или прозрачным экраном. 8. Во время заточки стоять немного в стороне от плоскости вращения шлифовального круга. 9. Перед началом работы проверить надежность крепления защитного кожуха 4, состояние и действие кнопок «пуск»— «стоп», наличие и крепление заземляющего провода. 2. Доводка резцов. На рабочих поверхностях заточенных резцов остается шероховатость, которая, подобно мелким надрезам может явиться причиной возникновения трещин и выкрашивания режущих кромок в работе. Поэтому для сглаживания неровностей и повышения остроты режущих кромок резцы после заточки рекомендуется доводить.
54. Марки сталей, применяемые для изготовления режущего инструмента.
Для изготовления режущих инструментов применяют различные материалы: инструментальные углеродистые, легированные и быстрорежущие стали, твердые сплавы, минералокерамические материалы и алмазы. Быстрорежущим и называют стали, содержащие от 8,5 до 19% вольфрама и от 3,8 до 4,4% хрома, а также кобальт и ванадий. После термической обработки, включающей закалку и многократный (двух- или трехкратный) отпуск при температуре 550 - 600° С, инструмент из быстрорежущих сталей может иметь твердость HRC 63 -- 65, и характеризуется повышенным сопротивлением износу и теплостойкостью до 600° С. В настоящее время в СССР выпускают следующие марки быстрорежущей стали: Р9, Р18, Р9Ф5, Р18Ф2 - стали нормальной производительности; Р9К5, Р14Ф4, Р9К10, Р18К5Ф2 и Р10К5Ф5 - стали повышенной производительности. Буква Р обозначает, что сталь относится к группе быстрорежущих; цифра, стоящая после буквы Р, показывает среднее содержание вольфрама в процентах; цифра после буквы K - среднее содержание кобальта; цифра после буквы Ф - среднее содержание ванадия. Резцы из быстрорежущей стали рекомендуется применять там, где нет быстроходных и мощных станков и, следовательно, не могут быть эффективно использованы резцы с пластинками из твердого сплава, либо при работе с ударами, когда твердо- сплавные резцы недостаточно прочны. Быстрорежущую сталь марки Р18 применяют для изготовления особенно ответственного режущего инструмента и фасонных резцов. Быстрорежущие стали марок Р9К5, Р9К10, Р18К5Ф2 и Р10К5Ф5 - стали повышенной производительности -- имеют более высокую твердость, красностойкость и повышенную износостойкость по сравнению с быстрорежущей сталью Р18, рекомендуется применять при обработке труднообрабатываемых легированных сталей, высокопрочных нержавеющих и жаропрочных сталей и сплавов. При обработке чугуна быстрорежущую сталь применять не рекомендуется. Твердые сплавы -- наиболее производительные из всех существующих инструментальных материалов. Твердые сплавы, изготовляемые в СССР, делятся на три группы: вольфрамовая (однокарбидные); титано-вольфрамовая (двухкарбидные); титано-тантало-вольфрамовая (трехкарбидные). Однокарбидные твердые сплавы условно обозначаются буквами ВК и цифрой, указывающей процент содержания кобальта. Например, в сплаве ВК8 содержится 92% карбида вольфрама и 8% кобальта. К этой же группе относятся марки ВК2, ВКЗМ, ВК4 и ВК8. Двухкарбидяые твердые сплавы обозначаются буквами ТК и цифрами, стоящими пооле каждой из этих букв, которые указывают соответственно процент содержания карбида титана и кобальта. Например, твердый сплав Т15К6 содержит 15% карбида титана, 6% -- кобальта, остальные 79% составляет карбид вольфрама. К группе двухкарбидных твердых сплавов относятся марки Т5К10, Т14К8, Т15К6, ТЗОК4 и Т5К12В. Трехкирбыдные твердые сплавы условно обозначаются буквами ТТК и цифрами, стоящими после букв ТТ и К, которые указывают соответственно процент содержания карбида титана, карбида тантала и кобальта. Например, твердый сплав ТТ7К12 содержит 7% карбида титана и карбида тантала (из них 4% ТаС и 3% TiC), 12% кобальта, остальные 81% составляет карбид вольфрама. Твердые сплавы изготовляют в виде пластинок, которые припаивают или механически прикрепляют к стержню резца. Основное преимущество твердых сплавов заключается в их исключительно высокой твердости (HRA 87 -- 91), хорошей сопротивляемости истиранию сходящей стружкой и высокой температурнои стойкости (800 - 900°С). Благодаря этим ценным свопствам, резцы с пластинками из твердого сплава пригодны для обработки самых твердых металлов и неметаллических материалов (стекла, фарфора, пластмасс) со скоростями резания, превышающими в 3 - 4 раза и более скорости, допускаемые быстрорежущими резцами. Недостатком твердых сплавов является их хрупкость.
55. Металлокерамические твердые сплавы.
Применение важнейших марок твердых сплавов
ВК2 - чистовая и получистовая обработка чугуна, цветных металлов и сплавов и неметаллических материалов (резины, фибры, пластмасс, стекла), а также закаленных сталей.
ВК3 - резка стекла.
ВК3М - чистовая и получистовая обработка серого чугуна, цементованных и закаленных легированных и углеродистых сталей, весьма твердых чугунов, а также для изготовления инструментов, работающих в условиях интенсивного абразивного износа.
ВК4 - чистовая и получистовая обработка чугуна, цветных металлов и сплавов, неметаллических материалов, титана и титановых сплавов, нержавеющих сталей и жаропрочных сталей и сплавов.
ВК6М - чистовая и получистовая обработка жаропрочных сталей и сплавов, нержавеющих сталей аустенитного класса, специальных твердых чугунов и бронзы, сплавов легких металлов, твердых и абразивных материалов, пластмасс, стекла, термически необработанных углеродистых и лерированных сталей.
ВК6 - черновая и чистовая обработка чугуна, цветных металлов и сплавов, неметаллических материалов.
ВК8 - черновая обработка чугуна, цветных металлов и сплавов, неметаллических материалов, а также для обработки резанием специальных труднообрабатываемых жаропрочных сталей и сплавов.
ВК10 - используют для волочения прутков и труб из стали, а также для быстроизнашивающихся деталей, приспособлений и инструментов.
ВК15 - предназначаются для быстроизнашивающихся деталей, приспособлений и инструментов, работающих в условиях небольших ударных нагрузок, а также для режущего инструмента по дереву.
ВК20 - для быстроизнашивающихся деталей, приспособлений и инструментов, работающих в условиях средних ударных нагрузок.
ВК25 - для быстроизнашивающихся деталей, приспособлений и инструментов, работающих в условиях больших ударных нагрузок.
Т30К4 - чистовая обработка незакаленных и закаленных легированных и углеродистых сталей.
Т15К6 - черновая, получистовая и чистовая обработка легированных и углеродистых сталей.
Т14К8 - черновая, получистовая и чистовая обработка легированных и углеродистых сталей.
Т5К10 - черновая, получистовая и чистовая обработка легированных и углеродистых сталей (поковок, штамповок и отливок).
Т5К12В - тяжелая черновая обработка стальных поковок, штамповок и отливок, а также для строгания углеродистых и легированных сталей.
ТТ7К12 - тяжелая черновая обработка стальных поковок, штамповок и отливок, а также для строгания углеродистых и легированных сталей.
ТТ10К8Б - черновая и получистовая обработка некоторых труднообрабатываемых материалов (жаропрочные стали и сплавы и др.).
56. Что такое сталь? Чугун?
Сталь это сплав железа с углеродом процент которого не превышает 2%. В отличие от чугуна, сталь легко поддается пластической деформации, особенно при высоких температурах. Именно данное свойство стали сделало ее самым популярным материаллом в мастерской кузнеца.
Физические а значит, технологические свойства стали в первую очередь зависят от процентного содержания образующих ее элементов: углерода и дополнительных примесей, неизбежных в процессе производства. Применительно к углероду, общее правило таково: с повышением процента содержания углерода повышается упругость сплава, но уменьшается его ковкость.
Чугун представляет собой сплав железа с угреродом (обычно около 4%). Кроме упомянутых элементов, чугун содержит примеси кремния, марганца, фосфора, серы и др. Для изготовления изделий из чугуна используют только метод литья, так как из-за высокого содержания углерода чугун не поддается ни ковке, ни сварке.
57. Механические испытания металлов.
Цель испытания материалов состоит в том, чтобы оценить качество материала, определить его механические и эксплуатационные характеристики и выявить причины потери прочности. Химические методы. Химические испытания обычно состоят в том, что стандартными методами качественного и количественного химического анализа определяется состав материала и устанавливается наличие или отсутствие нежелательных и легирующих примесей. Они нередко дополняются оценкой стойкости материалов, в частности с покрытиями, к коррозии под действием химических реагентов. При макротравлении поверхность металлических материалов, особенно легированных сталей, подвергают селективному воздействию химических растворов для выявления пористости, сегрегации, линий скольжения, включений, а также гросс-структуры. Присутствие серы и фосфора во многих сплавах удается обнаружить методом контактных отпечатков, при котором поверхность металла прижимается к сенсибилизированной фотобумаге. С помощью специальных химических растворов оценивается подверженность материалов сезонному растрескиванию. Проба на искру позволяет быстро определить тип исследуемой стали. Методы спектроскопического анализа особенно ценны тем, что позволяют оперативно проводить качественное определение малых количеств примесей, которые невозможно обнаружить другими химическими методами. Такие многоканальные приборы с фотоэлектрической регистрацией, как квантометры, полихроматоры и квантоваки, автоматически анализируют спектр металлического образца, после чего индикаторное устройство указывает содержание каждого присутствующего металла. Механические методы. Механические испытания обычно проводят для выяснения поведения материала в определенном напряженном состоянии. Такие испытания дают важную информацию о прочности и пластичности металла. В дополнение к стандартным видам испытаний может применяться специально разработанное оборудование, воспроизводящее те или иные специфические условия эксплуатации изделия. Механические испытания могут проводиться в условиях либо постепенного приложения напряжений (статической нагрузки), либо ударного нагружения (динамической нагрузки). Виды напряжений. По характеру действия напряжения разделяются на растягивающие, сжимающие и сдвиговые. Скручивающие моменты вызывают особый вид сдвиговых напряжений, а изгибающие моменты - сочетание растягивающих и сжимающих напряжений (обычно при наличии сдвиговых). Все эти различные виды напряжений могут быть созданы в образце с помощью стандартного оборудования, позволяющего определять предельно допустимые и разрушающие напряжения. Испытания на растяжение. Это - один из самых распространенных видов механических испытаний. Тщательно подготовленный образец помещают в захваты мощной машины, которая прикладывает к нему растягивающие усилия. Регистрируется удлинение, соответствующее каждому значению растягивающего напряжения. По этим данным может быть построена диаграмма напряжение - деформация. При малых напряжениях заданное увеличение напряжения вызывает лишь небольшое увеличение деформации, соответствующее упругому поведению металла. Наклон линии напряжение - деформация служит мерой модуля упругости, пока не будет достигнут предел упругости. Выше предела упругости начинается пластическое течение металла; удлинение быстро увеличивается до разрушения материала. Предел прочности при растяжении - это максимальное напряжение, которое металл выдерживает в ходе испытания. Испытания на ударную вязкость. Один из самых важных видов динамических испытаний - испытания на ударную вязкость, которые проводятся на маятниковых копрах с образцами, имеющими надрез, или без надреза. По весу маятника, его начальной высоте и высоте подъема после разрушения образца вычисляют соответствующую работу удара (методы Шарпи и Изода). Испытания на усталость. Такие испытания имеют целью исследование поведения металла при циклическом приложении нагрузок и определение предела выносливости материала, т.е. напряжения, ниже которого материал не разрушается после заданного числа циклов нагружения. Чаще всего применяется машина для испытания на усталость при изгибе. При этом наружные волокна цилиндрического образца подвергаются действию циклически меняющихся напряжений - то растягивающих, то сжимающих. Испытания на глубокую вытяжку. Образец листового металла зажимается между двумя кольцами, и в него вдавливается шаровой пуансон. Глубина вдавливания и время до разрушения являются показателями пластичности материала. Испытания на ползучесть. В таких испытаниях оценивается совместное влияние длительного приложения нагрузки и повышенной температуры на пластическое поведение материалов при напряжениях, не превышающих предела текучести, определяемого в испытаниях малой длительности. Надежные результаты могут быть получены лишь на оборудовании, обеспечивающем точный контроль за температурой образца и точное измерение очень малых изменений размеров. Длительность испытаний на ползучесть обычно составляет несколько тысяч часов. Определение твердости. Твердость чаще всего измеряют методами Роквелла и Бринелля, при которых мерой твердости служит глубина вдавливания "индентора" (наконечника) определенной формы под действием известной нагрузки. На склероскопе Шора твердость определяется по отскоку бойка с алмазным наконечником, падающего с определенной высоты на поверхность образца. Твердость - очень хороший показатель физического состояния металла. По твердости данного металла зачастую можно с уверенностью судить о его внутренней структуре. Испытания на твердость часто берут на вооружение отделы технического контроля на производствах. В тех случаях, когда одной из операций является термообработка, нередко предусматривается сплошной контроль на твердость всей продукции, выходящей с автоматической линии. Такой контроль качества невозможно осуществить другими описанными выше методами механических испытаний. Испытания на излом. В таких испытаниях образец с шейкой разрушают резким ударом, а затем излом исследуют под микроскопом, выявляя поры, включения, волосовины, флокены и сегрегацию. Подобные испытания позволяют приблизительно оценить размер зерна, толщину закаленного слоя, глубину цементации или разуглероживания и другие элементы гросс-структуры в сталях. Оптические и физические методы. Микроскопическое исследование. Металлургический и (в меньшей степени) поляризационный микроскопы часто позволяют надежно судить о качестве материала и его пригодности для рассматриваемого вида применения. При этом удается определить структурные характеристики, в частности размеры и форму зерен, фазовые соотношения, наличие и распределение диспергированных инородных материалов. Радиографический контроль. Жесткое рентгеновское или гамма-излучение направляется на испытуемую деталь с одной стороны и регистрируется на фотопленке, расположенной по другую сторону. На полученной теневой рентгено- или гаммаграмме выявляются такие несовершенства, как поры, сегрегация и трещины. Произведя облучение в двух разных направлениях, можно определить точное расположение дефекта. Такой метод часто применяется для контроля качества сварных швов. Магнитно-порошковый контроль. Этот метод контроля пригоден лишь для ферромагнитных металлов - железа, никеля, кобальта - и их сплавов. Чаще всего он применяется для сталей: некоторые виды поверхностных и внутренних дефектов удается выявить нанесением магнитного порошка на предварительно намагниченный образец. Ультразвуковой контроль. Если в металл послать короткий импульс ультразвука, то он частично отразится от внутреннего дефекта - трещины или включения. Отраженные ультразвуковые сигналы регистрируются приемным преобразователем, усиливаются и представляются на экране электронного осциллографа. По измеренному времени их прихода к поверхности можно вычислить глубину дефекта, от которого отразился сигнал, если известна скорость звука в данном металле. Контроль проводится весьма быстро и зачастую не требует выведения детали из эксплуатации. Специальные методы. Существует ряд специализированных методов контроля, имеющих ограниченную применимость. К ним относится, например, метод прослушивания со стетоскопом, основанный на изменении вибрационных характеристик материала при наличии внутренних дефектов. Иногда проводят испытания на циклическую вязкость для определения демпфирующей способности материала, т.е. его способности поглощать вибрации. Она оценивается по работе, превращающейся в теплоту в единице объема материала за один полный цикл обращения напряжения. Инженеру, занимающемуся проектированием строений и машин, подверженных вибрациям, важно знать демпфирующую способность конструкционных материалов.
58. Твердость металлов.
твёрдость металлов это сопротивление металлов вдавливанию. Т. м. не является физической постоянной, а представляет собой сложное свойство, зависящее как от прочности и пластичности, так и от метода измерения. Т. м. характеризуется числом твёрдости. Наиболее часто для измерения Т. м. пользуются методом вдавливания. При этом величина твёрдости равна нагрузке, отнесённой к поверхности отпечатка, или обратно пропорциональна глубине отпечатка при некоторой фиксированной нагрузке. Отпечаток обычно производят шариком из закалённой стали (методы Бринелля, Роквелла), алмазным конусом (метод Роквелла) или алмазной пирамидой (метод Виккерса, измерение микротвёрдости (См. Микротвёрдость)). Реже пользуются динамическими методами измерения, в которых мерой твёрдости является высота отскакивания стального шарика от поверхности изучаемого металла (например, метод Шора) или время затухания колебания маятника, опорой которого является исследуемый металл (метод Кузнецова — Герберта — Ребиндера). Получает распространение метод измерения Т. м. с помощью ультразвуковых колебаний, в основе которого лежит измерение реакции колебательной системы (изменения её собственной частоты) на твёрдость испытуемого металла. Числа твёрдости указываются в единицах НВ (метод Бринелля), HV (метод Виккерса), HR (метод Роквелла), где Н от английского hardness — твёрдость. Поскольку при определении твёрдости методом Роквелла пользуются как стальным шариком, так и алмазным конусом, часто вводятся дополнительные обозначения — В (шарик), С и А (конус, разные нагрузки). По специальным таблицам или диаграммам можно осуществлять пересчёт чисел твёрдости (например, число твёрдости по Роквеллу можно пересчитать на число твёрдости по Бринеллю). Выбор метода определения твёрдости зависит от исследуемого материала, размеров и формы образца или изделия и др. факторов.
Твёрдость весьма чувствительна к изменению структуры металла. При изменении температуры или после различных термических и механических обработок величина Т. м. и сплавов меняется в том же направлении, что и предел текучести; поэтому часто при контроле изменения механических свойств после различных обработок металл характеризуют твёрдостью, которая измеряется проще и быстрее. Измерениями микротвёрдости пользуются при изучении механических свойств отдельных зёрен, а также структурных составляющих (См. Структурная составляющая) сложных сплавов.
Для относительной оценки жаропрочности металлических материалов иногда пользуются так называемой длительной твёрдостью (или микротвёрдостью), измерение которой производят при повышенной температуре длительное время (минуты, часы).
59. Конструкционные стали.
КОНСТРУКЦИО́ННАЯ СТАЛЬ, общее название сталей, предназначенных для изготовления строительных конструкций и деталей машин или механизмов. Углеродистые стали относятся к числу самых распространенных конструкционных материалов. Достоинствами сталей этого класса являются удовлетворительные механические свойства в сочетании с технологичностью обработки и низкой стоимостью. Выпускают углеродистые конструкционные стали трех групп: сталь обыкновенного качества, качественную сталь (общего назначения) и сталь специального назначения (котельную, мостовую, судостроительную и т. д.). Сталь углеродистая обыкновенного качества — сплав железа с углеродом, характеризуется наличием нерегламентированных примесей, неметаллических включений, газов. В ее составе также присутствуют в небольшом количестве кремний, марганец, фосфор и сера, примеси, каждая из которых оказывает определенное влияние на механические свойства сталей. В сталях обыкновенного качества, применяемых в строительстве, содержание углерода составляет 0,06—0,62 %. Стали с низким содержанием углерода характеризуются высокой пластичностью и ударной вязкостью. Повышенное содержание углерода придает стали хрупкость и твердость. Конструкционные качественные углеродистые стали получают при более строгом соблюдении технологии выплавки, и содержания в них вредных примесей (серы и фосфора) не должно превышать 0,03% для каждой из примесей. Стали этой группы применяют в машиностроении и приборостроении для изготовления методом штамповки деталей кузовов автомобилей, корпусов, кожухов, сварных конструкций, резервуаров, и т.д. Применение специальных методов обработки нормализации ) позволяет использовать углеродистые качественные стали для изготовления деталей, испытывающих циклические нагрузки. Стали с повышенным содержанием марганца применяют в качестве рессорно-пружинных изделий, а после горячей прокатки или термической обработки используют для изготовления сварных и клепаных конструкций строительных форм, конструкций мостов. Марганцовистую сталь применяют для изготовления магистральных нефтепроводов. Основные недостатки углеродистых сталей — высокая критическая скорость закалки, небольшая прокаливаемость, невысокая стойкость к отпуску. Низколегированные стали после прокатки значительно превосходят по техническим характеристикам углеродистые стали, они обладают малой склонностью к термическому старению, хорошо свариваются. Машиностроительные цементируемые легированные стали содержат 0,1—0,3% углерода и 0,2—4,4% легирующих элементов. В конструкционные легированные стали для улучшения свойств вводят Cr, Ni, W, Mo, V, B и другие примеси, а также Mn и Si в количествах, превышающих их обычное содержание в углеродистых сталях. Большинство конструкционных легированных сталей является среднеуглеродистыми (0,25—0,45% углерода). Используют их после улучшения свойств путем закалки и отпуска, поэтому называют улучшенными. Наиболее распространенные среднеуглеродистые улучшенные стали — хромистые, марганцевые, кремнистые, хромоникелевые, хромокремнистые, хромомарганцевые, хромомарганцевокремистые. Эти стали используют в производстве нагруженных и сильно нагруженных деталей машин. Конструкционные легированные стали по сравнению с углеродистыми обладают более высокими вязкостно-прочностными свойствами. В этих сталях (кроме марганцевых) наблюдается мелкозернистая структура, они глубже прокаливаются, закаливаются в масле или на воздухе, поэтому закалочные напряжения в них меньше. При отпуске таких сталей требуется более высокая температура и более длительное время выдержки, поэтому в них полнее снимаются закалочные напряжения и вязкость оказывается выше. Стали специального назначения предназначены для мостостроения, к ним относятся рельсовая, осевая, бандажная и колесная стали.
60. Инструментальные стали.
Инструментальная сталь это углеродистая или легированная сталь для изготовления режущих и измерительных инструментов, штампов холодного и горячего деформирования, а также деталей машин, испытывающих повышенный износ при умеренных динамических нагрузках (шарико- и роликоподшипники, зубчатые колёса, ходовые винты в высокоточных станках и др.). Как правило, И. с. содержит более 0,6—0,7% С; исключение — штамповые стали для горячего деформирования, содержащие 0,3—0,6% С. Для улучшения эксплуатационных свойств И. с. подвергают термической обработке, в результате которой твёрдость И. с. повышается до 60—66 HRC, прочность при изгибе — 2,5—3,5 Гн/м2 (250—350 кгс/мм2). С увеличением твёрдости повышается и Износостойкость И. с. — способность сохранять неизменные размеры и форму рабочей поверхности при трении с высокими давлениями. И. с., легированные хромом и марганцем, обладают более высокой закаливаемостью и прокаливаемостью, чем углеродистые. Повышенная красностойкость И. с. — способность сохранять высокую твёрдость и износостойкость при температурах до 500—700 °С — достигается легированием сталей вольфрамом, молибденом, ванадием. В зависимости от устойчивости против нагрева, возникающего в процессе эксплуатации, И. с. подразделяют на три группы (см. табл.).
Химический состав широко распространённых в СССР инструментальных сталей
Стали с небольшой устойчивостью против нагрева сохраняют высокую твёрдость до 150—200°C, применяются для резания мягких материалов с небольшой скоростью и для холодного деформирования. Углеродистые стали этой группы характеризуются малой прокаливаемостью — изделия диаметром (толщиной) более 15—20 мм получают при закалке высокую твёрдость (до 65 HRC) только в тонком поверхностном слое, сохраняя мягкую и вязкую сердцевину. Из-за повышенной деформации при закалке с охлаждением в воде из углеродистой стали изготовляют преимущественно инструменты простой формы — напильники, зенкеры, ручные метчики и др. Имеющие несколько лучшую прокаливаемость низколегированные стали используют для инструментов небольших сечений, от которых требуется высокая и равномерная твёрдость: ножовочных полотен для ручной резки металлов, лезвий бритв, круглых пил по дереву и др. Легированные стали этой группы обладают повышенной прокаливаемостью (от 25—100 мм) и применяются для измерительных инструментов, колец и шариков подшипников качения, штампов сложной формы и др.
Стали с повышенной устойчивостью против нагрева сохраняют свои эксплуатационные свойства при нагреве до 250—400 °С. В основном это легированные стали с высоким содержанием хрома (до 12%). Они имеют повышенную износостойкость в условиях абразивного изнашивания, так как содержат в структуре до 20—30% карбидов хрома и ванадия высокой твёрдости: Me7C3 (1200—1400 HV) и MeC (2000 HV). После термической обработки (закалка с охлаждением на воздухе, в масле или в расплавленных солях с температурой 150—180 °С) они приобретают твёрдость до 63 HRC. Для этих сталей характерна высокая прокаливаемость (до 300—400 мм) и минимальные объёмные изменения при закалке. Из высокохромистых сталей изготовляют крупные штампы, испытывающие повышенный износ, стойкие в агрессивных средах хирургические инструменты и др.
Стали, устойчивые против нагрева, сохраняют твёрдость до 560—700 °С. Основными легирующими элементами таких сталей, обеспечивающими их красностойкость, являются вольфрам и молибден. Стали, имеющие повышенное содержание углерода (0,7—1,5%) и высокую твёрдость (до 64—68 HRC), идут на изготовление режущего инструмента; стали с содержанием углерода до 0,4% (штамповые стали), имеющие более низкую твёрдость, но лучшую вязкость, применяют для штампов горячего деформирования, форм для литья металлов под давлением и др.