

Способ косвенного измерения скорости продольной волны Cl в образцах с плоскопараллельными гранями
Скорость Cl косвенным способом можно измерить путем многократного замера отражений от донной поверхности ультразвуковых волн, излучаемых прямым ПЭП, установленным на противоположную грань образца (рис. 1.3, а) [2].
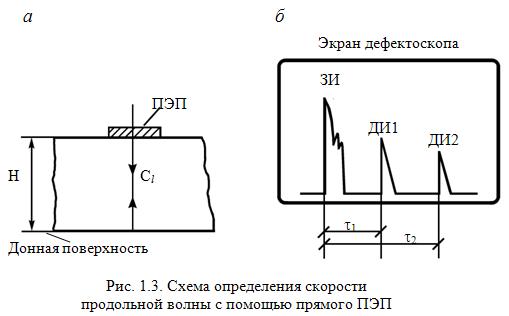
Применив формулу (1.3) для первого и второго донных импульсов (ДИ), получаем:
 .
(3а.5)
.
(3а.5)
Из уравнения (1.5) следует, что искомую величину Cl можно определить, измерив величину временных интервалов 1 и 2 от зондирующего импульса до первого и второго донных эхо-сигналов, полученных на экране дефектоскопа (рис.1.3, б).
Указанные
действия на дефектоскопе УД2-12 выполняются
блоком цифрового отсчета (БЦО) в режиме
«S»,
с использованием строба автоматической
сигнализации дефекта (АСД) и (или) ручного
стробирования. Преобразованное уравнение
(1.5) показывает, что в данном случае
определения времени 2tп не
требуется, поэтому регулятор «![]() »
(«ушастый нуль») на блоке А6 при измерении
временных интервалов 1 и2 может
находиться в любом положении (кроме
крайних), которое удовлетворяет
условию: 1 2tп (рис.1.4, б).
В противном случае БЦО не может определить
временной интервал 1,
а иногда и 2.
В случае, если 1 2tmax =
30 – 35 мкс, то указанное требование
выполняется автоматически.
»
(«ушастый нуль») на блоке А6 при измерении
временных интервалов 1 и2 может
находиться в любом положении (кроме
крайних), которое удовлетворяет
условию: 1 2tп (рис.1.4, б).
В противном случае БЦО не может определить
временной интервал 1,
а иногда и 2.
В случае, если 1 2tmax =
30 – 35 мкс, то указанное требование
выполняется автоматически.
Способы косвенного измерения скорости поперечной волны Ct на различных образцах
Способ 1. Используются полукруглый образец СО-3 радиусом R и отражатель – вогнутая поверхность. Схема прозвучивания представлена на рис. 1.4, а.
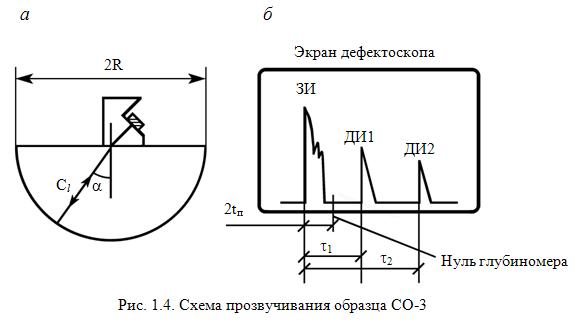
Скорость Ct можно определить, измерив временные интервалы 1 и 2 до первого и второго отраженных эхо-сигналов на экране дефектоскопа (рис. 1.4, б). Соотношение для определения Ct, полученное на основе формулы (1.4), имеет вид:
 .
(3а.6)
.
(3а.6)
Способ 2. Используются образец с плоскопараллельными гранями и отражатель – двугранный угол. Схема прозвучивания приведена на рис. 1.5, а.
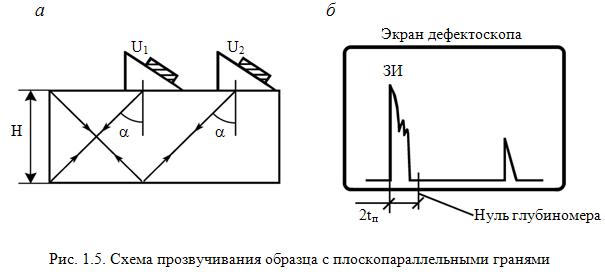
В этом случае время ( – 2tп) соответствует времени прохождения импульса ультразвуковых колебаний непосредственно в образце, где – измеренное дефектоскопом время прохождения волны от пьезопластины до отражателя и обратно, которое включает в себя акустическую задержку 2tп, на которую влияет материал призмы ПЭП. Дефектоскоп УД2-12 позволяет устранить её сдвинув нуль глубиномера относительно зондирующего импульса с помощью регулятора « » на блоке А6 верхней панели ПЭП. Для определения значения 2tп (рис. 1.5, б) необходимо выполнить последовательно следующие операции:
1. Установить ПЭП на поверхность полукруглого образца СО-3 таким образом, чтобы отражение ультразвуковых колебаний осуществлялось от вогнутой поверхности и первый отраженный сигнал достигал максимального значения.
2.
Довести амплитуду сигнала до определенного
уровня, например до середины экрана, но
не менее двух больших клеток на экране
ЭЛТ (выполняется с помощью кнопки
«Ослабление dB»
и (если требуется) регулятора «![]() »
на блоке А8).
»
на блоке А8).
3.
Застробировать сигнал стробом АСД
(регуляторы «![]() »
и «
»
и «![]() »
– на блоке А10) или ручным стробированием
(регулятор «
»
– на передней панели) (см. прил. 2, рис.
3а.3).
»
– на блоке А10) или ручным стробированием
(регулятор «
»
– на передней панели) (см. прил. 2, рис.
3а.3).
4.
Регулятором «![]() »
на блоке А6 выставить на БЦО в режиме
«S»
время распространения ультразвуковых
колебаний: 2tп =
33,7 мкс, если радиус вогнутой поверхности
СО-3 составляет 55
мм, а если радиус равен 60
мм, то 2tп =
36,8 мкс.
»
на блоке А6 выставить на БЦО в режиме
«S»
время распространения ультразвуковых
колебаний: 2tп =
33,7 мкс, если радиус вогнутой поверхности
СО-3 составляет 55
мм, а если радиус равен 60
мм, то 2tп =
36,8 мкс.
3а.2. Порядок и методика выполнения лабораторной работы
3а.2.1. Подготовка к контролю
При подготовке к контролю необходимо выполнить операции, представленные в табл. 3а.1
Таблица 3а.1