

Анализ существующего технологического процесса
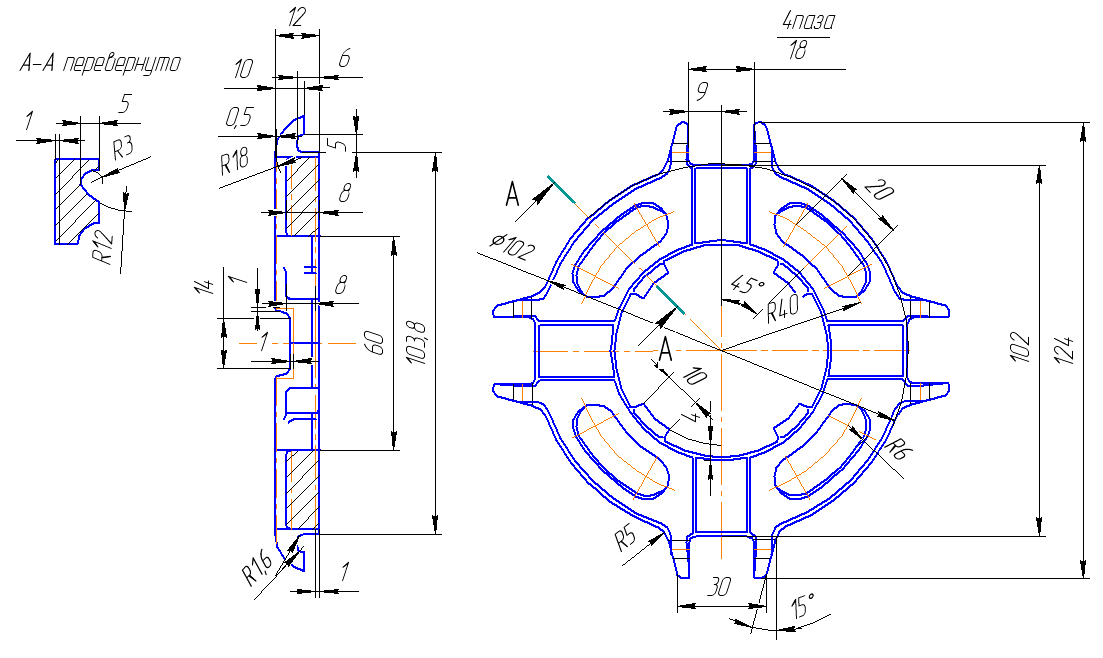
Рис 2. Эскиз детали
Таблица 5.1 Маршрут обработки упорного кольца оттяжных рычагов
№ оп. |
Содержание операции |
Наименование и модель станка |
Технологические базы |
001 |
Снять деталь после обработки.Установить и закрепить заготовку. Подрезать
торец, предварительно, выдерживая
размер
Расточить
предварительно отверстие Ø Подрезать
торец выдерживая размер
Расточить
отверстие,выдерживая размер Ø Точить фаску,выдерживая размер 1,5±0,8×45˚. Снять деталь
|
Токарный горизонтальный п/а,КСП-160-354 |
|
002 |
Установить и снять деталь. Протянуть
4 паза, выдерживая размеры
|
Вертикально-протяжной 775 |
|
003 |
Притупить острые кромки после механической обработки
|
Слесарный верстак |
|
004 |
Промыть детали согласно цеховой инструкции. Обдуть воздухом. |
Моечная машина |
|
005 |
Установить деталь на стол. Размагнитить. Снять детали. Шлифовать
торец, выдерживая размер
Снять деталь. |
Плоскошлифовальный 3Е756 |
|
006 |
Установить деталь на стол. Размагнитить. Снять детали. Шлифовать
второй торец, выдерживая размеры
|
Плоскошлифовальный 3Е756 |
|
007 |
Установить деталь. Сориентировать.
Шлифовать 2 паза, выдерживая размер 6±0,10. Размагнитить. Повернуть деталь на 90˚. Сориентировать. Шлифовать 2 оставшихся , выдерживая размер 6±0,10. |
Плоскошлифовальный BRH-20А- Ⅱ |
|
008 |
Притупить острые кромки |
Виброабразивный п/а,1537 |
|
009 |
Промыть деталь согласно инструкциям промывки. Обдуть воздухом.
|
Моечная машина |
|
011 |
Проверить: внешним осмотром полноту выполненных операций, отсутствие черновых |
Контрольный стол |
|
 .
. .
. .
. .
.
 .
. .
.
Общее количество операций – 10
Ручных и контрольных – 1
Количество использованного оборудования – 7
Исходя из подробного и детального изучения чертежа детали, а также после рассмотрения условий работы детали в данном узле, делаем вывод о том, что наиболее жесткие требования по точности изготовления предъявляются к наружным поверхностям детали.
С точки зрения достижения заданной точности размеров и шероховатости в данном технологическом процессе последовательность операций, построение основных операций и чередование переходов хорошо продумано. Трудностей с базированием данной детали не возникает, в данном технологическом процессе технологические базы определены правильно и удобно, что в совокупности с применением различных станочных приспособлений обеспечивает гарантированное закрепление детали на всех этапах ее обработки.
В целом можно сказать, что при обработке этой детали принцип единства баз не соблюдается, т.к. каждая операция осуществляется на разных станках, в этом случае возможно применение многооперационных станков, позволяющих обрабатывать деталь без изменения ее положения относительно рабочих органов станка, но с точки зрения сокращения рабочих мест и неизбежного увеличения объема годовой программы выпуска детали, их применение в производстве данной детали невыгодно. Все станки соответствуют по своим параметрам требованиям данной операции. В данном технологическом процессе присутствуют ручные работы, которые невозможно механизировать. Все контрольные операции размещены правильно, с применением правильных методов контроля.
Ручные работы в существующем технологическом процессе большей частью обусловлены погрузкой и разгрузкой заготовки в станки. К ручным операциям можно также отнести слесарную обработку: снятие заусениц, острых кромок и т. д.
Цель окончательного контроля итоговая проверка соответствия полученных размеров заданным на чертеже. Кроме того, после отдельных операций обработки также производятся проверки полученных в ходе выполнения этих операций размеров, с тем, чтобы вовремя выявить брак и найти его причины. Основными причинами брака являются износ и поломка режущего инструмента, неправильная настройка станка, неточная настройка инструмента. Количество и вероятность появления бракованных деталей минимальны: общее их число не превышает 5% от всего объема партии.