Определение твердости по Виккерсу.
По этому методу измеряют твердость на приборе ТП-2 (главным образом для весьма тонких изделий или поверхностных слоев металла). На приборе можно испытывать образцы простой конфигурации с максимальной высотой менее 240 мм и с расстоянием от центра отпечатка на образце до края станины прибора менее 125 мм.
Этот метод основан на вдавливании алмазной пирамиды в испытываемый материал (рис. 3,в). Алмазная пирамида имеет квадратное основание и угол в 136° между противоположными гранями.
При определении твердости по Виккерсу нагрузку выбирают согласно ГОСТу 2999—75 в зависимости от толщины образца или слоя испытуемого металла и предполагаемой твердости. По этому ГОСТу рекомендуется применять для испытаний одно из следующих значений нагрузок: 50, 100, 200, 300, 500, 1000 и 1200 Н.
Твердость по Виккерсу (HV) определяется как отношение нагрузки к площади пирамидальной поверхности отпечатка и выражается формулой
![]() ,
,
где Р ‑ нагрузка, Н;
d ‑ среднее арифметическое значение длин обеих диагоналей отпечатка после снятия нагрузки, м; а — угол между противоположными гранями пирамиды.
Расстояние между центром отпечатка и краем образца или краем соседнего отпечатка должно быть не менее 2,5 длины диагонали отпечатка.
Минимальная толщина испытываемого образца или слоя должна быть больше диагонали отпечатка для изделий из черных металлов в 1,2 раза, для цветных металлов ‑ в 1,5 раза.
Символ HV сопровождается индексом, указывающим нагрузку и длительность ее приложения. Например, HV300/20 ‑ твердость по Виккерсу, измерения при нагрузке 300 Н, приложенной в течение 20 с.
Метод Виккерса позволяет измерять твердость в широком диапазоне нагрузок (от 0.01Н до 1200 Н), испытывать самые твердые материалы (твердые сплавы), определять твердость очень тонких слоев при незначительном повреждении их поверхности.
К недостаткам метода следует отнести необходимость обеспечения высокой точности при изготовлении алмазной пирамиды и невозможность его применения при измерениях крупнозернистых материалов.
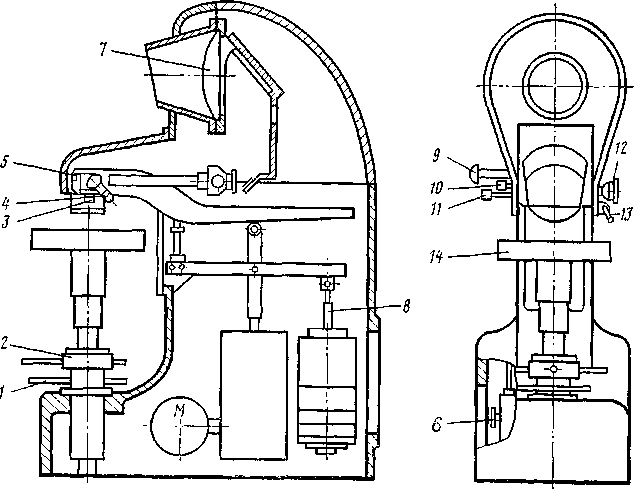
На рисунке 6 изображен настольный прибор ТП-2 для испытаний на твердость алмазной пирамидой. Прибор состоит из трех основных устройств: отчетного устройства, которое включает в себя отчетный механизм и элементы оптической системы, предназначенной для проектирования отпечатка алмазной пирамиды 4 на матовый экран 7 прибора и визуального измерения диагоналей отпечатка; механизма поворота головки 5, который служит для попеременной установки в рабочее положение наконечника 4 или объектива 3; механизма подъема стола со сменными столиками 14 для установки образца.
Нагрузка, равная 50 Н, обеспечивается системой рычагов с подвеской, а более высокие усилия создают, устанавливая на подвеску сменные грузы.
Подготовленный образец помещают на испытательный столик и слегка прижимают его винтом к чехлу алмазного наконечника, вращая маховик 2. Чехол навернут на втулку для предохранения алмазной пирамиды от механических повреждений и облегчения установки первоначальных минимальных зазоров между пирамидой и образцом. Алмазный наконечник устанавливают в рабочее положение поворотом ручки 13. Нажимая на пусковую клавишу 1, включают электродвигатель, который через привод прибора и механизм нагружения автоматически осуществляет установленный цикл нагружения, выдержку образца под полной нагрузкой и снятие нагрузки.
П
Рис. 6. Схема прибора типа ТП-2:
1 ‑ пусковая клавиша; 2 ‑ маховик;
3 ‑ объектив; 4 ‑ наконечник (алмазная
пирамида); 5 ‑ головка; 6 ‑ игла; 7 ‑
матовый экран; 8 ‑ подвеска грузов;
9 –кнопка; 0, 11, 12 — регулировочные винты;
13 ‑ рукоятка; 14 — стол.
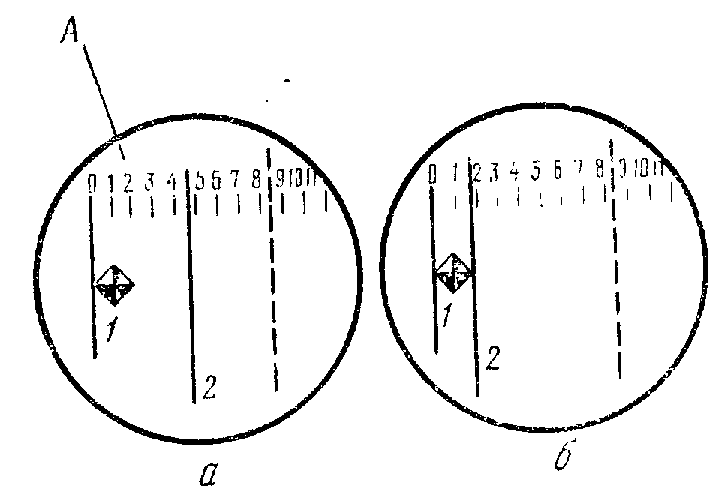
Рассматриваемый под микроскопом отпечаток представляется в виде темного ромба на светлом фоне. Для измерения длины диагонали отпечатка вращением длинного винта 11 подводят левую сплошную линию (рис. 7, а) к левому углу отпечатка, а вращением микрометрического винта 12 (рис.. 6) ‑ правую сплошную линию 2 к правому углу отпечатка (рис. 7, б) и читают результат ‑ длину диагонали по шкалам окуляра А и барабана микрометрического винта 12 (рис. 6). Длину второй диагонали определяют тем же способом после поворота изображения на экране на 90° с омощью кнопки 9. По среднеарифметическому значению обеих длин диагонали находят твердость металла (по формуле или таблицам).
Время выдержки под нагрузкой можно плавно изменять в пределах 10...60 с путем увеличения или уменьшения с помощью иглы 6 площади сечения канала для прохода масла в гидравлическом регуляторе времен.
Рис. 7. Схема измерения диагонали
отпечатка.