6. Технологические особенности и условия устойчивого горения
сварочной дуги
При выполнении сварки необходимо, чтобы электрическая дуга обладала достаточной степенью устойчивости, что достигается:
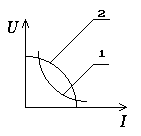
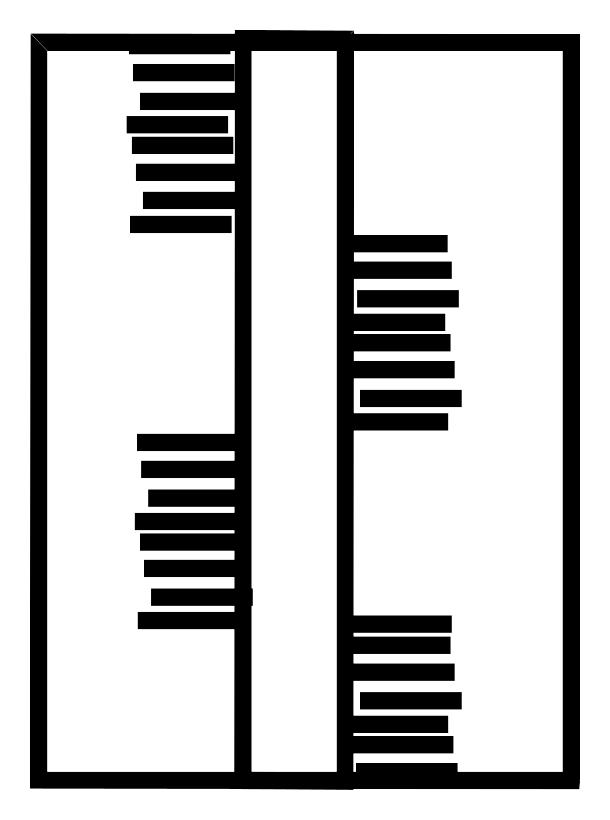
- за счет создания требуемой степени наклона вольт-амперной характеристики источника сварочного тока (рис);
- путем введения ионизирующих компонентов в электродное покрытие.
|
Рис. Вольт-амперные характеристики сварочной дуги (1) и источника питания (2) при РДС |
Возникновение дугового разряда между металлическими электродами обусловлено ионизацией газовой атмосферы дугового промежутка. Процесс ионизации сопровождается затратой энергии
A=eоU ,
где A - энергия ионизации; eо - заряд электрона; U - потенциал ионизации, В
Чем ниже потенциал ионизации атома или молекулы, тем легче из одной нейтральной частицы образуются две заряженные (электрон и положительно заряженный ион).
Чем ниже потенциал ионизации частиц, тем легче создать проводящую атмосферу, необходимую для поддержания дугового разряда. Поэтому для увеличения устойчивости дуги в ее атмосферу вводят элементы, обладающие низким потенциалом ионизации (Na, Ca, K). Данные элементы переходят в атмосферу сварочной дуги при термическом разложении соединений, входящих в состав электродных покрытий. Наличие даже небольших концентраций данных веществ резко снижает эффективный потенциал ионизации атмосферы дугового разряда, что способствует повышению его устойчивости.
Степень ионизации и, соответственно, стабильность сварочной дуги растет также при увеличении температуры столба дуги. Температура столба дуги растет с увеличением сварочного тока.
С уменьшением диаметра электрода (при неименной величине сварочного тока) сечение дуги уменьшается, а ее температура и, следовательно, степень ионизации растут.
При сварке постоянным током дуга более стабильна, чем при сварке на переменном токе.
Для повышения стабильности сварочной дуги переменного тока необходимо повышать напряжение холостого хода до 80-100 В (для повторного возбуждения дуги в каждом полупериоде). Для улучшения условий техники безопасности данное напряжение снижают до 60-70 В, но в данном случае в атмосфере дуги должны обязательно присутствовать легкоионизирующиеся вещества.
Устойчивость дуги переменного тока значительно ухудшается, если столб дуги, конец электрода и сварочная ванна охлаждаются внешней средой (например, при сварке на морозе, и, особенно, при сварке в углекислом газе).
Для стабилизации горения дуги при сварке неплавящимся электродом иногда применяют генераторы импульсов высокого напряжения.
Лекция №3 Сварные соединения и швы при сварке плавлением– 2 ч
1. Классификация сварных соединений и швов.
2. Условное обозначение швов сварных соединений, чтение чертежей.
3. Понятие о прочности сварных швов.
1. Классификация сварных соединений и швов
Сварное соединение – неразъемное соединение, выполненное сваркой.
С |
|
– стыковое |
У |
|
– угловое |
Т |
|
– тавровое |
Н |
|
– нахлесточное |


Классификация швов. Сварной шов – участок сварного соединения, образовавшийся в результате кристаллизации, пластической деформации при сварке давлением или сочетанием кристаллизации и деформации.
1. По виду соединений:
– стыковой стыковое соединение;
– угловой угловое, тавровое, нахлесточное соединения.
2. По характеру выполнения:
|
– односторонний шов |
|
– двухсторонний шов |
|
– подварочный шов (в корне) |

Подварочный шов – меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва.
Корень шва – часть шва, наиболее удаленная от его лицевой поверхности.
Прихваточный шов (прихватка) – короткий шов для фиксации взаимного расположения положения подлежащих сварке деталей.
Монтажный шов – сварной шов, выполняемый при монтаже конструкций.
3. По внешнему виду:
|
– выпуклый шов
– плоский шов
– вогнутый шов |

4. По протяженности:
– сплошные,
– прерывистые:
Точечный шов |
|
– сварной шов, в котором связь между указанными сваренными частями осуществляется в точках (точечной сваркой или электрозаклепками).
|
|
– прерывистый шов |
|
– цепной шов |
|
– шахматный шов |
5. По положению в пространстве (нижние, горизонтальные, вертикальные, потолочные):
6. По числу проходов:
|
|
однопроходные |
многопроходные |
7. По форме подготовки кромок:
|
без скоса кромок |
|
со скосом одной кромки |
|
с криволинейными скосом одной кромки |
|
с ломаным скосом одной кромки |
|
со скосом двух кромок |
|
с криволинейным скосом двух кромок |
|
с двумя симметричными скосами одной кромки |
|
с ломаным скосом двух кромок |
|
с двумя симметричными скосами кромок |
|
с двумя симметричными криволинейными скосами кромок |
и т.д.
8. По направлению действующего усилия:
|
Фланговые |
|
Лобовые |
|
Комбинированные |
|
Косые |