

3. Кислород, азот, водород и их влияние на металл сварного шва
Кислород. Кислород попадает в металл сварного шва из газовой среды если:
– он первоначально входил в состав газовой среды;
– кислород насыщает газовую атмосферу над сварочной ванной при разложении веществ, которые образуют газовую защиту дуги, или при разложении газов, составляющих примеси основной газовой защиты зоны сварки, или при разложении органических загрязнений в месте сварки под действием тепла дуги.
Покрытые электроды CO, CO2, H2O:
CO2 =>CO+O, H2O =>2H+O,
чтобы предотвратить данные реакции электроды просушивают.
Сварка под флюсом – кислород попадает в газовую фазу при разложении воды. Флюсы перед сваркой прокаливают (300-400оС в течение 1,5-2,0 ч). Если во флюс попали органические отходы, то под действием нагрева они распадаются, давая угарный, углекислый газы , воду и т д.
Сварка в углекислом газе – кислород появляется в сварочной дуге по реакции CO2 CO + O, кроме того, при наличии воды, как примеси к CO2, в столбе сварочной дуги протекает химическая реакция H2O 2H + O.
Аргонодуговая сварка. В аргоне присутствуют примеси кислорода и воды.
Во всех случаях необходимо удаление окалины и ржавчины с основного металла и сварочной проволоки, так как окалина и ржавчина, переплавляясь, поставляют кислород в сварочную ванну.
Чрезмерное присутствие кислорода в атмосфере (больше, чем может быть нейтрализовано раскислителями) над сварочной ванной приводит к пористости сварного шва по СО.
Азот. Азот попадает в сварной шов из воздуха (при некачественной защите зоны сварки), и присутствует в виде примеси в защитных газах (по ГОСТу содержание азота в этих газах нормируется.)
Азот является нейтральным газом по отношению к меди, серебру и золоту. При сварке остальных металлов азот химически реагирует с расплавленным металлом и является вредной примесью защитного газа.
Присутствие азота в металле сварного шва низкоуглеродистых и низколегированных сталей снижает пластичность сварного шва, т.е вызывает его охрупчивание. Охрупчивание металла обуславливается появлением соединения нитрида железа Fe4N . Данный нитрид выпадает в основном по границам зерен и приводит к закреплению дислокаций по механизму старения.
Кроме железа, азот образует химические соединения с алюминием и другими легирующими элементами, что также приводит к закреплению дислокаций, т.е. упрочнению металла.
Примечание: Чем больше линейных дефектов упаковки кристаллической решетки металла (дислокаций) лишено подвижности, тем металл более прочен и более хрупок. При старении в объеме зерна выделяется химические соединения в виде множества включений. В рассматриваемом случае это Fe4N. Такие включения служат препятствиями для движения дислокаций. Дислокации лишаются подвижности, т.е. закрепляются и металл упрочняется и охрупчиывается.
Водород. Источником водорода при сварке является:
– водяной пар;
– органические загрязнения (при их распаде под воздействием нагрева сварочной дуги выделяется водород);
– газообразный водород, который может быть примесью к аргону или углекислому газу;
– водород может попасть в сварной шов из электродного и основного металла.
Водород попадает в атмосферу сварочной дуги в основном в виде водяного пара. Вода находится в сварочных материалах: во флюсе, обмазке и в виде примеси защитных газах. Вода испаряется при нагреве и в сварочной дуге водяной пар разлагается в основном по следующим реакциям
H2O(газ) = 2H + O,
H2O(газ) = H2 + O.
В атмосфере дуги или в ходе растворения в металле молекулярный водород диссоциирует
H2 = 2H.
Далее водород растворяется в жидком металле сварочной ванны.
Другим возможным путем перехода водорода в металл является химическая реакция водяного пара с железом:
H2O+Fe = H2+FeO.
Присутствие водорода в сварном шве при сварке сталей вызывает пористость, увеличивает склонность металла шва к образованию горячих трещин и может привести к появлению холодных трещин.
4. Основные понятия о формировании и кристаллизации металла сварного шва.
Плавление и кристаллизация металла в сварочной ванне.
|
a b c – головная часть сварочной ванны. Металл перегрет; d k m – хвостовая часть сварочной ванны. Здесь идет кристаллизация. |
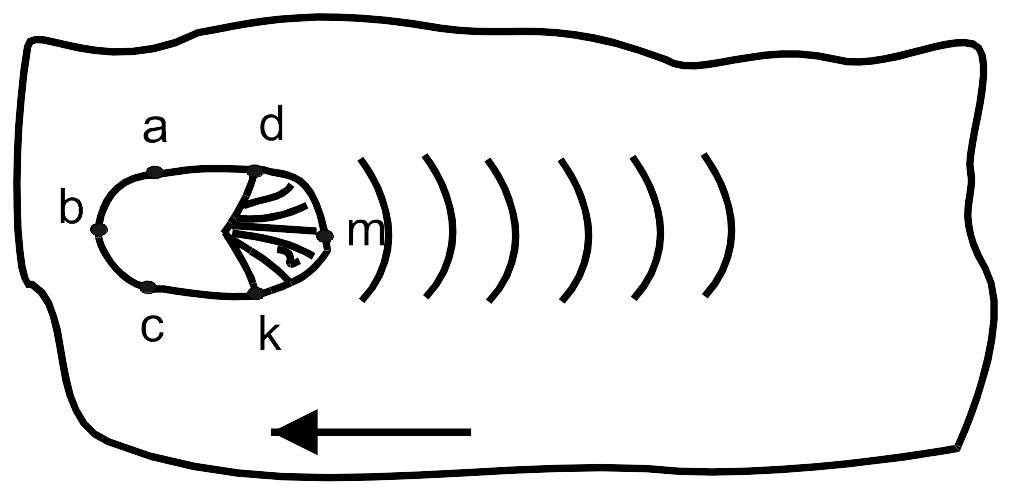
Тср по всей ванне 1500 – 2000 оС для низкоуглеродистых и низколегированных сталей.
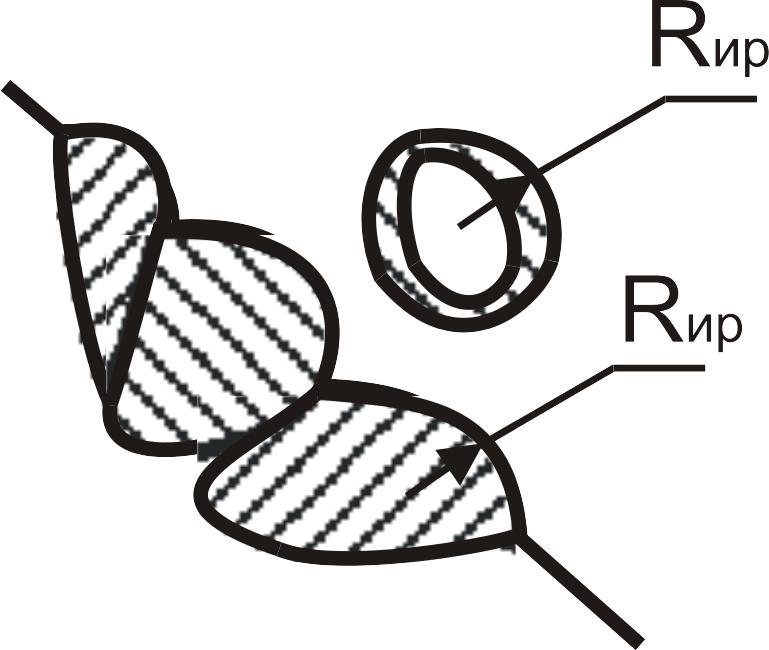
Кристаллизация начинается с образования центров кристаллизации, образующихся на подплавленных зернах основного металла и неметаллических включениях. Центром кристаллизации является зародыш критического радиуса. (Зародыш – это объем жидкого металла в котором спонтанно образовался порядок в расположении атомов, характерный для твердого тела. Если радиус зародыша превышает критический, то жидкий металл в нем превращается в твердое тело. Механизм образования таких центров кристаллизации называется гетерогенной кристаллизацией).
|
Центры кристаллизации – зародыши критического радиуса, образующиеся на подплавленных зернах основного металла и шлаковых включениях. |
Из образовавшихся центров кристаллизации растут (в направлении отвода тепла) кристаллиты. При окончании процесса кристаллизации кристаллиты срастаются между собой, образуя сварной шов.
Измельчение первичной структуры модифицирование (модификаторы, например, редкоземельные элементы, образуют в большом количестве нитриды и оксиды, на которых образуются центры кристаллизации) + электромагнитное перемешивание ванны (при электромагнитном перемешивании начинающие расти кристаллиты обламываются под действием интенсивных потоков металла в сварочной ванне, обломки падают на основной металл и служат новыми центрами кристаллизации).