

2.3.2 Компоновка цеху
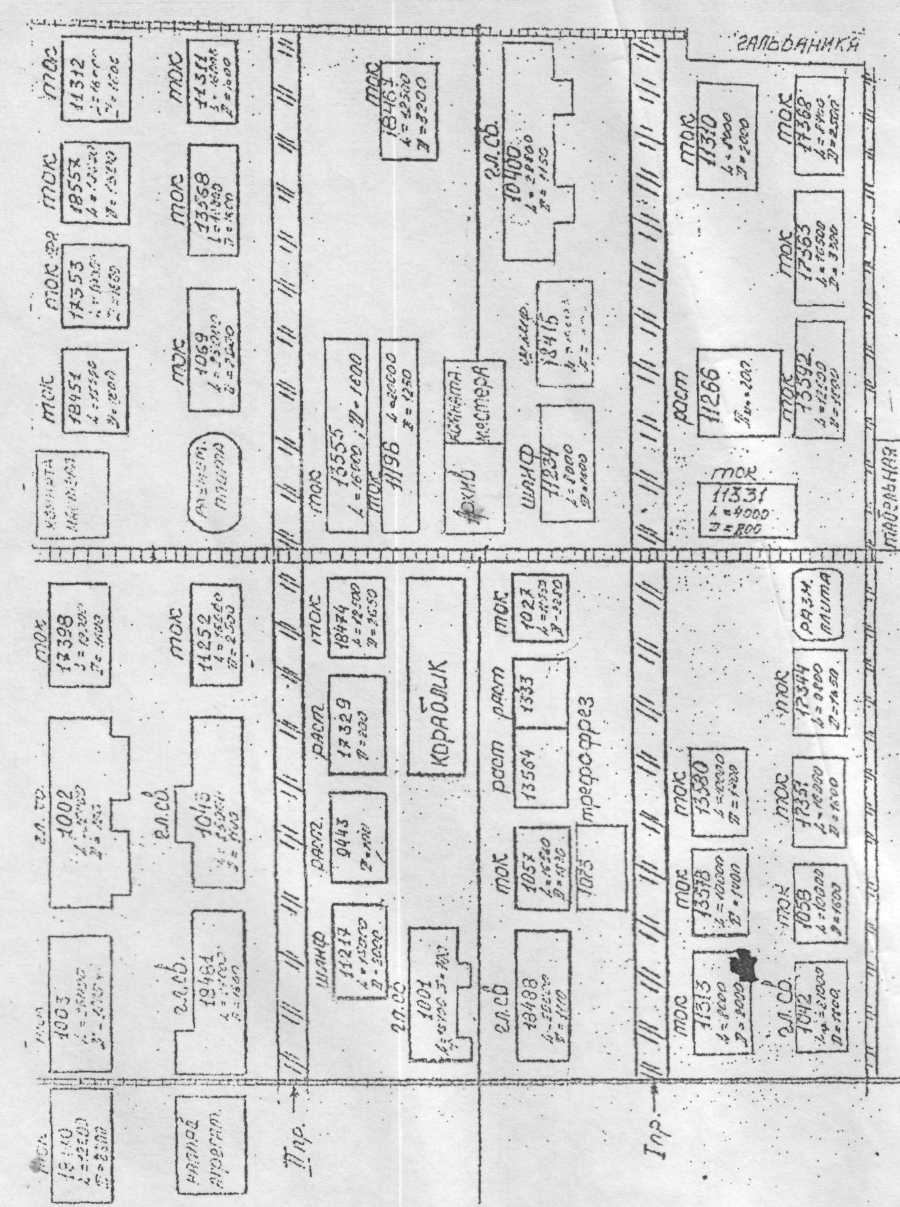
Малюнок 2.3.2 - Схема розташування устаткування цеху
2.3.3 Класифікація деталей, що обробляються в цеху
Механічний цех №5 спеціалізується на виробництві деталей класу вал-шестерня, зуб-вінець кріплення і що комплектують до них. Основна продукція, що випускається цехом:
1) Дробильний-розмельне устаткування і запчастини до них;
2) Прокатне устаткування і запчастини до них;
3) Кооперацію для інших цехів НКМЗ.
2.3.4 Заготовки, вживані для виготовлення деталей в цеху
Заготівкою називають початковий матеріал (відрізаний шматок сортового прокату, відливання або штампування), з якого повинна бути виконана задана деталь. Чим ближче форма заготівки до форми деталі, тим менше буде потрібно засобів і часу па обробку деталі. У сучасному машинобудуванні для отримання заготівки використовують: литво (у опоках кокіль, оболочкові форми, по моделях, що виплавляються, під тиском з використанням вакууму, відцентрове литво), пластичну деформацію (вільне кування, в підкладних штампах, штампування на молотах, в пресах, прокат, висадку, витискування), різання, зварку, паяння.
Найбільш поширеним видом заготовок для виготовлення відповідальних сталевих деталей і деяких кольорових сплавів є поковки. В процесі кування метал ущільнюється і його крісталліти орієнтуються певним чином, що в основному забезпечує підвищену міцність в порівнянні з відливаннями.
Куванням називають обробку тиском за допомогою універсального підкладного інструменту або бойків.
У механо-складальному цеху № 5 в основному використовують поковки (КГИД №1.2), відливання.
2.3.5 Методи контролю якості продукції в цеху. Вживаний контрольно-вимірювальний інструмент
Висока якість продукції визначається досконалістю, економічністю, надійністю і високою продуктивністю машин, що випускаються об'єднанням.
Контроль правильності виконання технологічного процесу і якості продукції в процесі виробництва є невід'ємною частиною процесу виробництва.
При розробці технології Огмет, ОГС і ОТК повинні призначити номінально необхідний, але достатньо ефективним об'єм контролю для забезпечення якості продукції, вибрати найбільш раціональний вигляд, метод контролю і засобу вимірювання.
За призначенням контроль буває:
- попереджувальний;
- спеціальний;
- інспекційний.
По стадії виконання: попередній, проміжний, остаточний.
За об'ємом контролю: суцільний, вибірковий, візуальний, геометричний.
По місцю виконання: на контрольному пункті, па виробничій ділянці.
Попередній контроль-контроль матеріалів, заготовок, напівфабрикатів і комплектуючих виробів, що поступають в цех.
Вибірковий контроль-перевірка піддається частина виготовлених деталей, по яких судять про якість всієї партії.
Суцільний контроль- контроль кожного без виключення, виготовленою об'єкту.
Геометричний контроль-контроль правильності форм і дотримання заданих розмірів, матеріалів, заготовок і виробів.
У цеху застосовують різний контрольно-вимірювальний інструмент: вимірювальні лінійки, нутроміри, штангенциркулі, мікрометри, цилометри з конусом, індикатори годинного типу з ціною ділення 0.01 мм. Для контролю отворів валів, резьб і ін. поверхонь застосовують пробки двосторонні зі вставками, калібри-пробки гладкі ПР і НЕ, пробки ПР і НЕ з насадками, калібри для пазів шпон на валах, скоби листові, шаблони для резьб, калібри-кільця і калібри-пробки для різьби.