

Содержание
Введение с описанием деятельности предприятия…..…………………………………
Описание существующей системы контроля качества и
организации производственного процесса…….……………………………...................
Характеристики энергозатрат и материалозатрат на единицу
Выпускаемой продукции…………….…………………………………………………...
Рекомендации по повышению энергоэффективности и снижение
материалоемкости продукции……………………………………………………………
Заключение.……………………………..…………………................................................
Список используемых источников……………………………………………………….
Введение
1. Общие сведения
Брестский комбинат строительных материалов был основан в 1971 году. В его состав вошли завод дренажных труб и кирпичный завод. С ростом спроса на строительство и снижением объема мелиоративных работ годом позже завод дренажных труб был перепрофилирован на выпуск керамического кирпича. В октябре 1977-го на комбинате были закончены монтаж и наладка поточно-конвейерной линии 550-М для выпуска фасадной керамической плитки мощностью 120 тыс. квадратных метров в год.
Наряду с этим велась целенаправленная работа по совершенствованию технологических процессов кирпичного производства, механизации ручного труда. К 1988 году все оборудование для производства кирпича было модернизировано.
В начале 80-х годов началась реконструкция кирпичного производства. В это же время предприятие стало использовать местное сырье для выпуска фасадных плиток, которые ранее изготавливались из привозного пресспорошка. В 1988 году освоен выпуск керамических глазурованных облицовочных плиток с деколями, а в 1990 году запущен в эксплуатацию конвейер шелкографического декорирования глазурованных плиток.
В связи с возрастающим спросом на керамическую облицовочную плитку на комбинате были поочередно введены две двухъярусные конвейерные линии, позволяющие изготавливать облицовочные плитки евроразмером 300x200 мм. Линии оснащены импортным оборудованием итальянской фирмы "Sacmi", что позволяет выпускать высококачественную продукцию, пользующуюся спросом не только в Беларуси, но и за ее пределами.
В состав комбината входят следующие подразделения: отделение формовки, сушка и обжига цеха №1, выпускающего кирпич; №2 выпускающий эффективный кирпич; цех по производству плиток.
В настоящее время ОАО "Брестский комбинат строительных материалов" производит следующие виды продукции:
плитки керамические глазурованные для внутренней облицовки стен, размером 300х200 мм, соответствующие требованиям СТБ 1354-2002;
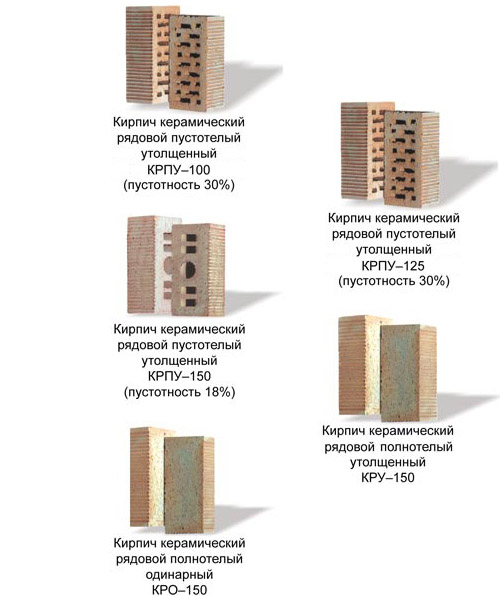
кирпич керамический пустотелый утолщенный М-150, М-125, М-100, соответствующий требованиям СТБ 1160-99;
кирпич керамический полнотелый утолщенный и одинарный М-150, соответствующий требованиям СТБ 1160-99;
плиты бетонные для тротуаров, соответствующие требованиям СТБ 1071-2007;
камни бортовые бетонные, соответствующие требованиям СТБ 1097-1998.
Кирпич керамический рядовой применяется для кладки наружных, внутренних стен и других элементов зданий и сооружений с последующей их отделкой или без нее.
Размеры утолщенного кирпича, мм:
длина: 250 ± 5
ширина: 120 ± 4
толщина: 88 ± 3
Размеры одинарного кирпича, мм:
длина: 250 ± 5
ширина: 120 ± 4
толщина: 65 ± 3
По морозостойкости кирпич выдерживает марку F15, F25, F35.
По прочности: М100, М125, М150.
Удельная эффективная активность естественных радионуклидов в кирпиче не более 370 Бк/кг.
2. Обработка глиняной массы
Сырьевыми материалами для производства керамических изделий являются каолины и глины, применяемые в чистом виде, а чаще – в смеси с добавками (тощающими, парообразующими, плавнями, пластификаторами и т.д.).
Производство керамических изделий включает следующие этапы: карьерные работы; механическую обработку глиняной массы; формование изделий; их сушку и обжиг.
Карьерные работы включают добычу, транспортировку и хранение промежуточного запаса глины. На завод глину доставляют рельсовым транспортом, автотранспортом, ленточным транспортом, люлечным конвейерами.
Вылеживание замоченной глины и её вымораживание в течение годичного срока на открытом воздухе разрушает природную структуру глины, она диспергируется на элементарные частицы, что повышает пластичность и формовочные свойства керамической массы.
Механическая обработка глины осуществляется с помощью глинообрабатывающих машин и имеет цель: выделить либо измельчить каменистые включения, гомогенизировать керамическую массу и получить необходимые формовочные свойства. Каменистые включения выделяют из глины, пропуская её через винтовые камневыделительные вальцы или применяя другие специализированные машины. Можно добиться полного выделения камней из глины гидравлическим обогащением: глину распускают в глиноболтушках, а затем шликер пропускают через сито, на котором отделяются камни размером более 0,5 мм; шликер обезвоживают в мощных распылительных сушилках.
Глину измельчают после выделения каменистых включений. Если их нет в глине, то после доставки на завод её сразу подвергают грубому дроблению, потом тонкому измельчению. После тонкого измельчения глину надо промять, чтобы получить глиняную массу с необходимой формовочной влажностью. На заводах глину проминают в открытых лопастных глиномялках с водяным орошением и паровым увлажнением глиняной массы. Паровое увлажнение увеличивает производительность ленточных прессов и снижает потребляемую мощность на 15-20 % по сравнению с водяным орошением глины.