

1.3 Кинематическая схема фуговальных станков и их технические характеристики
 Односторонний
фуговальный станок
(рис. 4) состоит из станины 1, ножевого
вала 5, закрываемого веерным ограждением
4, переднего 9 и заднего 2 столов,
направляющей линейки 3, привода механизма
резания и электрооборудования. Для
изменения толщины снимаемого слоя
передний стол можно перемещать по высоте
относительно ножевого вала рукояткой
11 с контролем по лимбу 10.
Односторонний
фуговальный станок
(рис. 4) состоит из станины 1, ножевого
вала 5, закрываемого веерным ограждением
4, переднего 9 и заднего 2 столов,
направляющей линейки 3, привода механизма
резания и электрооборудования. Для
изменения толщины снимаемого слоя
передний стол можно перемещать по высоте
относительно ножевого вала рукояткой
11 с контролем по лимбу 10.
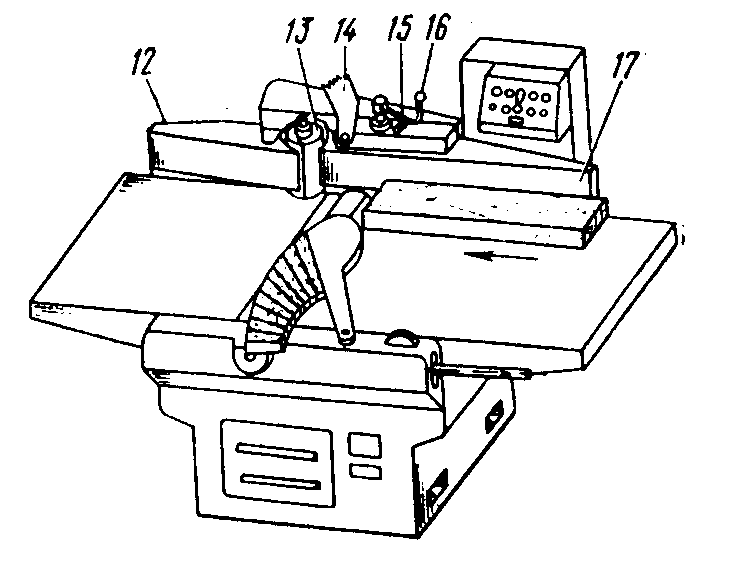
Двухсторонний фуговальный станок показан на рис. 5. Станок предназначен для одновременного фрезерования пласти и кромки заготовки. В отличие от одностороннего фуговального станка он дополнительно снабжен вертикальной кромкофуговальной головкой 2, передней направляющей линейкой 6, и задней направляющей линейкой 1.
Переднюю линейку можно настраивать относительно головки на толщину снимаемого слоя. Кромкофуговальная головка приводится во вращение (6000 мин -1) от индивидуального электродвигателя, укрепленного на кронштейне сзади станины.
Двухсторонние фуговальные станки рекомендуется оснащать автоподатчиками роликового и конвейерного типа.
Станина является несущей конструкцией станка и представляет собой литой корпус коробчатой формы из чугуна.
Внутри станины устанавливают электродвигатель привода ножевого вала, пусковую и защитную электроаппаратуру, а также приемную воронку для присоединения станка к системе пылеулавливателя.
Направляющая линейка одностороннего фуговального станка выполнена в виде плиты длиной 900 - 1000 мм и шириной 150 мм. Линейку шарнирно устанавливают на цилиндрической скалке 6 (рис. 4), что позволяет последовательно фрезеровать две смежные технологические базы заготовки не только под любыми углами. После установки направляющей линейки в заданное положение ее зажимают фиксаторами 7 и 8.
Направляющие линейки передняя 6 и задняя 1 (см. рис. 5) двухстороннего фуговального станка выполняют такие же функции, что и столы станка. Глубину фрезерования кромкофуговальной головки устанавливают рукояткой 5 с контролем по шкале 4.
Относительно рабочей поверхности задней линейки производят выставку ножей кромкофуговальной головки.
Р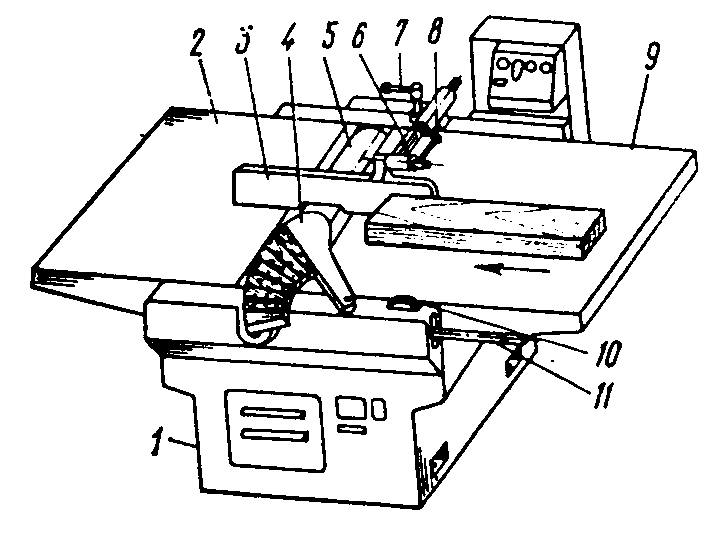 исунок
4. Односторонний фуговальный станок
исунок
4. Односторонний фуговальный станок
Рисунок 5. Двухсторонний фуговальный станок
Ножевой вал (рис.6)
с клиновым креплением ножей устанавливают
в двух подшипниковых опорах 2 и 5, которые
монтируют в цельнолитом блоке 12 со
съемными крышками 4. Такая конструкция
повышает точность вращения ножевого
вала, жесткость узла резания, долговечность
подшипников, снижает механические шумы
и вибрацию. В качестве опор  используют
Радиальные однорядные шариковые
подшипники качения № 208 (ГОСТ 8338-75,
класс точности 6). Подшипник 5 жестко
фиксируют на валу и в корпусе блока
крышками 8 с лабиринтными уплотнениями
7. Эти уплотнения служат для герметизации
подшипников качения и предотвращают
попадание в них древесной пыли и стружки.
Регулируют осевой зазор подшипника на
станкозаводе установкой кольца 6
определенной толщины.
используют
Радиальные однорядные шариковые
подшипники качения № 208 (ГОСТ 8338-75,
класс точности 6). Подшипник 5 жестко
фиксируют на валу и в корпусе блока
крышками 8 с лабиринтными уплотнениями
7. Эти уплотнения служат для герметизации
подшипников качения и предотвращают
попадание в них древесной пыли и стружки.
Регулируют осевой зазор подшипника на
станкозаводе установкой кольца 6
определенной толщины.
Установка левой подшипниковой опоры 2 характеризуется жестким креплением внутреннего кольца подшипника на валу торцовой шайбой 1 и отсутствием фиксации наружного кольца подшипника в корпусе в осевом направлении. Это упрощает процесс сборки шпинделя и предотвращает появление чрезмерного осевого зазора или натяга подшипников в условиях температурных перепадов в теле ножевого вала.
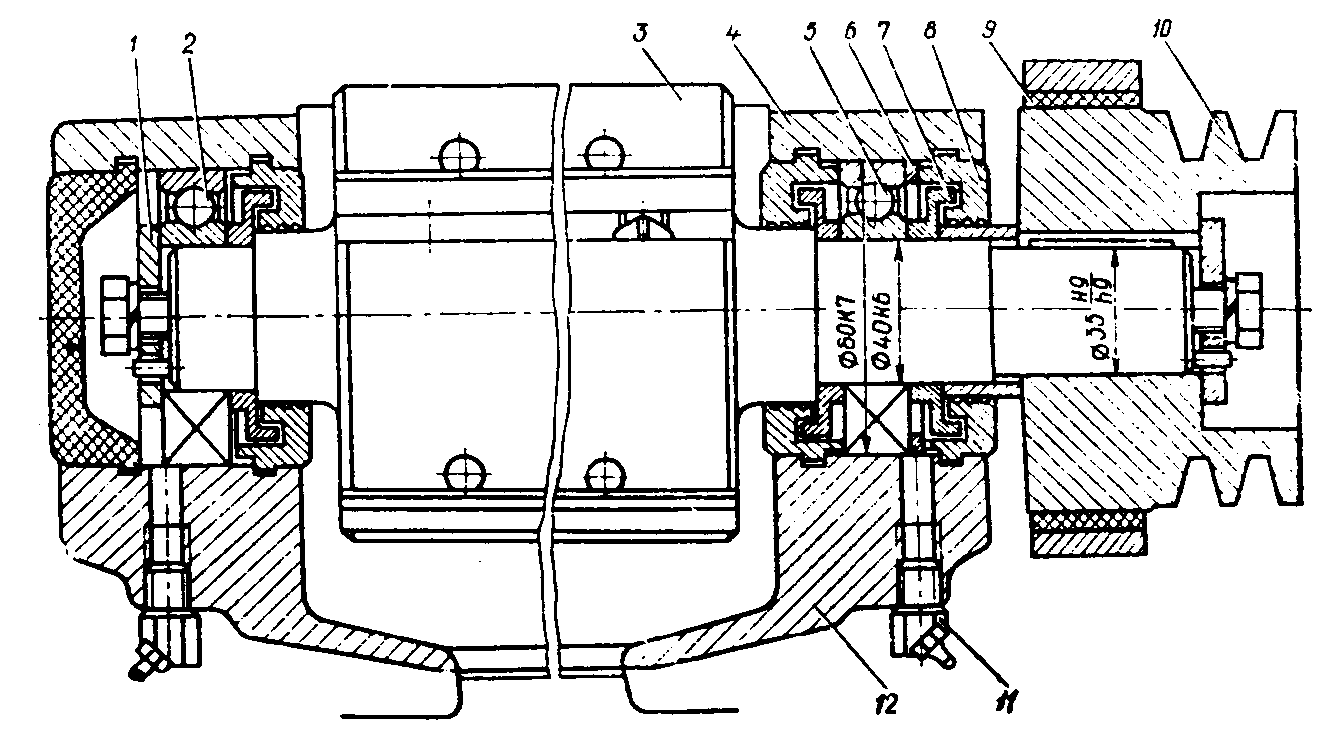
Рисунок 6. Ножевой вал фуговального станка
Смазку в подшипники подают через угловые пресс-масленки 11 пластичными смазками типа 1-13.
На шейке ножевого вала устанавливается шкив 10, к цилиндрической поверхности которого может прижиматься лента 9 ленточного тормоза с электромеханическим управлением.
Блок ножевого вала крепят на платиках станины станка.
Кромкофуговальная головка представляет собой ножевой вал, базирующийся в двух радиальных двухрядных сферических шарикоподшипниках (№ 1206, класс точности 6). Применение этого типа подшипников объясняется тем, что они могут работать в условиях значительных (до 20) перекосов колец подшипников вследствие несоосности посадочных мест отверстий, выполненных в отдельных корпусах.
Ножевой вал кромкофуговальной головки приводится во вращение от отдельного электродвигателя посредством повышающей частоту вращения клиноременной передачи
Столы станка передний 4 и задний 1 (рис. 7) представляют собой чугунные шлифованные по рабочей плоскости плиты с ребрами жесткости. Размеры столов по ширине (270, 412 и 650 мм) несколько превышают максимально допускаемую ширину обрабатываемого материала. Длина переднего стола (1500 мм) обеспечивает устойчивое базирование заготовок длиной до 2000…2500 мм. Длина заднего стола обычно не превышает 1000 мм, что исключает падение заготовок после окончания процесса обработки. Кромки столов, обращенные к ножевому валу, имеют заостренные формы для возможно близкого подвода их к
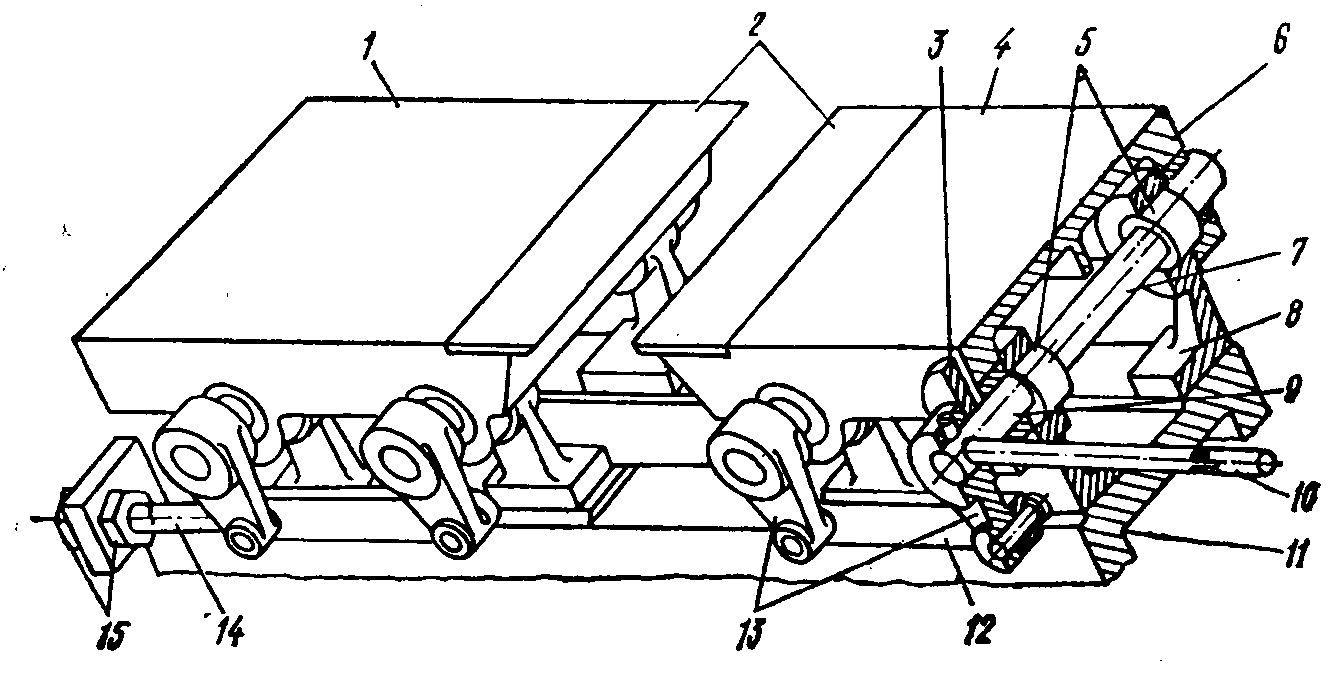
Рисунок 7. Столы фуговального станка
окружности резания, что создает наиболее благоприятные условия для перебазирования заготовки с переднего стола на задний стол. Для установки необходимой глубины фрезерования (0 - 6 мм) возможно вертикальной перемещение переднего стола относительно ножевого вала. Задний стол имеет возможность регулирования в пределах 2-х, 3-х мм при настроечном позиционировании его по отношению к окружности резания ножевого вала.
Регулируют каждый стол по высоте при помощи двух эксцентриковых валиков 7, механически связанных между собой через рычаги 13 тягой 12.
Каждый валик имеет две шейки 5, поворачивающиеся в кронштейнах 8 станины 11, и два эксцентрично- расположенных цилиндрических хвостовика 9, которые имеют возможность вращаться в кронштейнах 6 стола. При перемещении рукоятки 10 настройки положения переднего стола по высоте эксцентриковые валики поворачиваются, вызывая подъем или опускание стола. Глубина фрезерования задается по сектору 3 со шкалой. Положение заднего стола регулируют с помощью гаек 15. При этом винт 14 с тягой будут разворачивать рычаги эксцентриковых валиков, вызывая подъем или опускание заднего стола.
Механизмы подачи современных фуговальных станков подразделяются на механизмы вальцового и конвейерного типа.
Из отечественной практики наиболее известны два типа автоподатчиков АР-2 и АР-4 (рис. 8).
А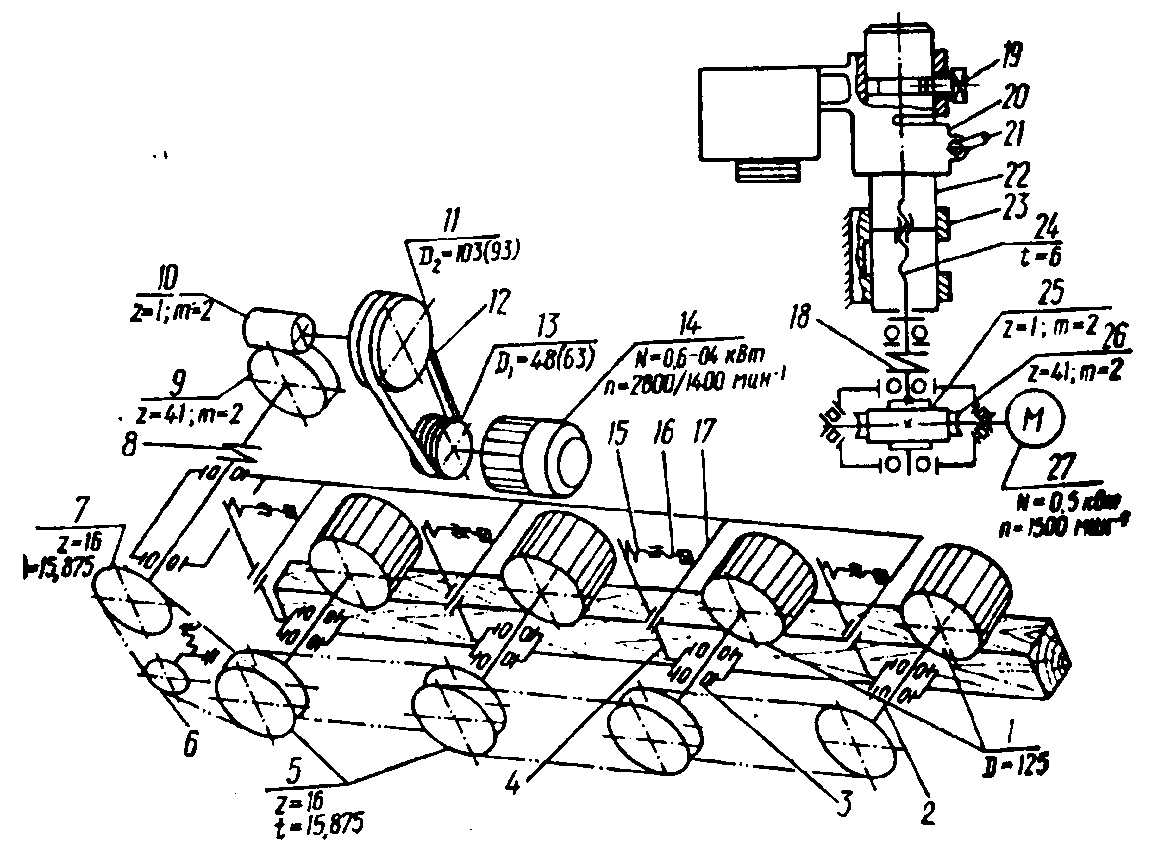 втоподатчики
типа АР-2 отличаются компактностью и
относительно малым весом. Подача
осуществляется тремя парами рифленых
или обрезиненных вальцов 1. Вальцы
приводятся во вращение от двухскоростного
асинхронного электродвигателя 12 через
клиноременную передачу 18 со ступенчатыми
шкивами 16 и 20 и червячный редуктор.
Редуктор состоит из однозаходного
червяка 13 с тремя червячными венцами,
находящимися в зацеплении с тремя
червячными колесами 15, которые в свою
очередь базируются в корпусе 2. На валах
червячных колес снаружи корпуса по обе
стороны жестко закреплены подающие
вальцы. Скорость подачи ступенчато
регулируется изменением частоты вращения
электродвигателя привода и передаточного
отношения клиноременной передачи при
перестановке ремня на шкивах. Вальцовые
автоподатчики обеспечивают получение
четырех скоростей подачи 8, 12, 16 и 24 м/мин.
Узел подвески автоподатчика состоит
из рамы 14, к которой при помощи четырех
болтов 17 с пружинами сжатия 19 крепится
корпус редуктора. Рама соединена
кронштейнами 10 с вертикальной
цилиндрической колонкой 5, закрепляемой
через основание 4 на заднем столе станка.
втоподатчики
типа АР-2 отличаются компактностью и
относительно малым весом. Подача
осуществляется тремя парами рифленых
или обрезиненных вальцов 1. Вальцы
приводятся во вращение от двухскоростного
асинхронного электродвигателя 12 через
клиноременную передачу 18 со ступенчатыми
шкивами 16 и 20 и червячный редуктор.
Редуктор состоит из однозаходного
червяка 13 с тремя червячными венцами,
находящимися в зацеплении с тремя
червячными колесами 15, которые в свою
очередь базируются в корпусе 2. На валах
червячных колес снаружи корпуса по обе
стороны жестко закреплены подающие
вальцы. Скорость подачи ступенчато
регулируется изменением частоты вращения
электродвигателя привода и передаточного
отношения клиноременной передачи при
перестановке ремня на шкивах. Вальцовые
автоподатчики обеспечивают получение
четырех скоростей подачи 8, 12, 16 и 24 м/мин.
Узел подвески автоподатчика состоит
из рамы 14, к которой при помощи четырех
болтов 17 с пружинами сжатия 19 крепится
корпус редуктора. Рама соединена
кронштейнами 10 с вертикальной
цилиндрической колонкой 5, закрепляемой
через основание 4 на заднем столе станка.
Рисунок 8. Схема вальцового механизма подачи с индивидуальным прижимом вальцов типа АР-4.
Для настройки положения вальцов автоподатчика по высоте в зависимости от толщины обрабатываемых заготовок кронштейн 10 может вертикально перемещаться на величину до 100 мм по колонке 5 при вращении маховичка 6. При этом зубчатое колесо 8, вращаясь, перемещается по зубчатой рейке 9, поднимая или опуская кронштейн на котором установлен автоподатчик. Положение автоподатчика по высоте фиксируется клеммным зажимом от рукоятки 7.
Прижим заготовки для получения тягового усилия осуществляется весом автоподатчика и усилиями пружин 19, которые регулируются болтами 17 при изменении степени сжатия витков. Разворот автоподатчика для обеспечения прижима заготовки к направляющей линейке осуществляется поворотом рамы 14 относительно кронштейна 10 с последующей затяжкой гайки 11.
Вальцовый механизм подачи типа АР-4 конструкции Курганского ЗДС отличается тем, что его вальцы имеют индивидуальный прижим. Это позволяет более полно использовать тяговые возможности его вальцов. Подающие рифленые вальцы 1 закрепляются на валах 2, вращающихся в подшипниках 3 рычагов 4. Рычаги имеют возможность совершать качательные движения вокруг осей 17, что обеспечивает независимую подвеску вальцов. Вальцы приводятся во вращение от двухскоростного асинхронного электродвигателя 14. Крутящий момент передается через ременную передачу 12 со сменными шкивами 11 и 13, червяк 10 и червячное колесо 9, муфту 8 на ведущую звездочку 7 и далее через цепные передачи на звездочки 5.
Изменением частоты вращения электродвигателя привода и передаточного отношения ременной передачи сменными шкивами можно получить четыре скорости подачи заготовок 6, 9, 12 и 20 м/мин.
Прижим вальцов к заготовке производится пружинами 15 и регулируется винтами 16. Для установки механизма подачи по высоте в зависимости от толщины обрабатываемых заготовок корпус механизма подачи 20 вместе с цилиндрической колонкой 22 необходимо переместить вдоль кольцевых направляющих 23. Это перемещение осуществляется за счет отдельного электродвигателя 27 через червячный редуктор, включающий червяк 25 и червячное колесо 26 и далее винтовую пару 24. При этом колонка с механизмом подачи будет перемещаться в кольцевых направляющих 23 со скоростью 0,21 м/мин. Предусмотрена возможность отвода механизма подачи из рабочего положения после частичного вывинчивания винта 19 и последующей фиксацией клеммным зажимом 21.
Прижим заготовки к направляющей линейке производится разворотом механизма подачи вокруг колонки на угол 2-80 с фиксацией положения рукояткой 21 зажима.
 Конвейерный
механизм подачи (рис. 9) устанавливают
на односторонних фуговальных станках.
Подающий конвейер представляет собой
две параллельные втулочно-роликовые
цепи 1, соединенные осями 6. На осях
устанавливают пластинчатые пружины 2
с резиновыми подушечками
Конвейерный
механизм подачи (рис. 9) устанавливают
на односторонних фуговальных станках.
Подающий конвейер представляет собой
две параллельные втулочно-роликовые
цепи 1, соединенные осями 6. На осях
устанавливают пластинчатые пружины 2
с резиновыми подушечками  3.
Концы осей перемещают в горизонтальных
направляющих 22, что повышает жесткость
конвейера в направлении сил отжима со
стороны заготовок. Натяжение цепей
производится винтами 4, перемещающими
корпуса подшипников скольжения вала
со звездочками 5 конвейера. Привод цепей
осуществляется электродвигателем 15
через ременный вариатор 17, червячный
редуктор в составе червяка 12 и червячного
колеса 13 и далее через муфту 11 на ведущие
звездочки 9 конвейера.
3.
Концы осей перемещают в горизонтальных
направляющих 22, что повышает жесткость
конвейера в направлении сил отжима со
стороны заготовок. Натяжение цепей
производится винтами 4, перемещающими
корпуса подшипников скольжения вала
со звездочками 5 конвейера. Привод цепей
осуществляется электродвигателем 15
через ременный вариатор 17, червячный
редуктор в составе червяка 12 и червячного
колеса 13 и далее через муфту 11 на ведущие
звездочки 9 конвейера.
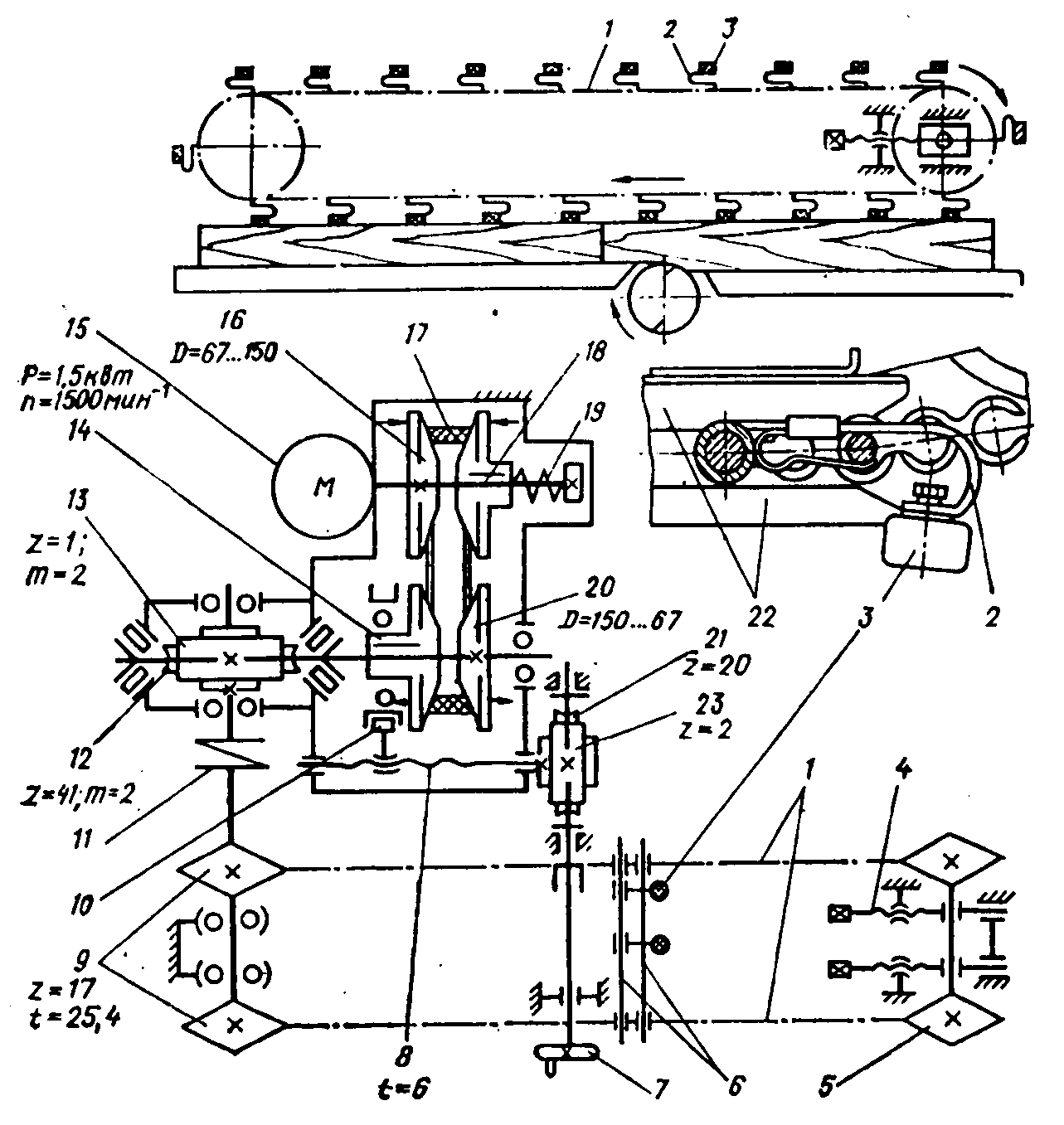
Рисунок 9. Схема конвейерного механизма подачи заготовок
Скорость подачи конвейерного механизма плавно регулируется клиноременным вариатором. Процесс регулирования происходит при работающем на холостом ходу электродвигателе 15. Управление вариатором осуществляется маховичком 7, соединенным с червяком 23, от которого движение передается на червячное колесо 21 и далее на винт 8. В результате гайка с упором 10 будет двигаться вдоль винта, перемещая ведомый диск 14 вариатора по шлицам вала. Для уменьшения скорости подачи зазор между ведомыми дисками 14 и 20 должен уменьшаться.
При этом широкий зубчатый клиновидный ремень будет отжиматься к периферии дисков 14 и 20, и отодвигать от ведущего диска 16 диск 18 по шлицевому валу, насаженного на вал электродвигателя. При этом происходит сжатие пружины 19.
В результате рабочий диаметр ведущих дисков будет уменьшаться, а ведомых – увеличиваться.
Для того чтобы скорость подачи увеличить, нужно вращением маховичка в другую сторону раздвинуть ведомые диски, а пружина 19 сама сожмет ведущие диски, в результате чего ремень будет отжат к их периферии. Таким образом, диаметр ведущих дисков будет увеличиваться, а ведомых – уменьшаться.