

2.3.1 Кузнечнопрессовое отделение. Операции ковки. Пневматические, паровоздушные молоты, гидравлические прессы. Техника безопасности.
В кузнечно-прессовых цехах установлены гидравлические прессы усилием 4000 тс, имеются участки для термообработки: отпуска, отжига и отделки поковок (обточка, шлифовка). В составе цехов есть кузнечные отделения, включающее в себя трех- и семитонные молота, производящие кованый сорт круглого, квадратного сечения размерами 80-200 мм и, прямоугольного сечения размерами 30-120 х 100-300 мм. Все многообразие техники кования можно свести к нескольким группам основных технологических операций. Это- разделительные, соединительные, формообразующие и отделочные операции. К разделительным операциям относятся отрубка, разрубка, вырубка и просечка. К соединительным - кузнечная сварка. Формообразующие операции - это осадка, протяжка и вытяжка, пробивка, гибка и скручивание. Отделочными следует считать операции выглаживания, насекания рисунка, набивку рельефа и фактуры. Отрубка - это отделение части металла, как правило, по наружному контуру. Разрубка отличается от других разделений тем, что в данном случае часть металла не отделяется полностью от заготовки, а лишь надрубается. Вырубка –служит для вырубки металла по внутреннему контуру. Просечка - та же самая вырубка внутреннего контура, только выполняемая по тонкому листу холодного металла. Основная соединительная операция- кузнечная или горновая , сварка. Кроме нее существуют клепаное соединение и соединение обоймой, или хомутом. Формообразующие операции- это такие операции в результате которых происходит изменение формы обрабатываемой заготовки. Свободную ковку выполняют на молотах и прессах. Первые представляют собой машины динамического воздействия на обрабатываемое тело, вторые - статического.
Молот
состоит из шабота с нижним рабочим
инструментом, станины, падающих частей,
основные элементы которых - баба с
верхним бойком; привода и механизма
управления. Молоты чаше всего
характеризуются массой падающих частей.
При этом в одних случаях металл
деформируется только под действием
массы свободно падающих частей (молоты
простого действия), в других случаях -
принудительно ускоренных падающих
частей (молоты двойного действия). В
обоих типах молотов к моменту удара
падающие части накапливают определенную
кинетическую энергию.
П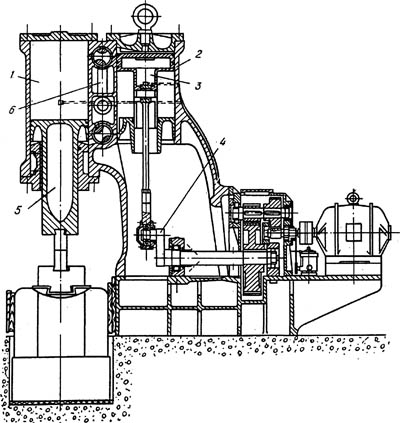 невматический
молот
имеет два цилиндра: рабочий 1 и компрессорный
2. Поршень рабочего цилиндра или соединен
с бабой 5, или баба просто служит частью
этого поршня. Поршень 3 компрессорного
цилиндра имеет привод от электродвигателя
через редуктор и кривошипно-шатунный
механизм 4.
невматический
молот
имеет два цилиндра: рабочий 1 и компрессорный
2. Поршень рабочего цилиндра или соединен
с бабой 5, или баба просто служит частью
этого поршня. Поршень 3 компрессорного
цилиндра имеет привод от электродвигателя
через редуктор и кривошипно-шатунный
механизм 4.
Гидравлические
прессы
применяют в настоящее время и для средних
поковок (например, вагонных осей). На
рисунке п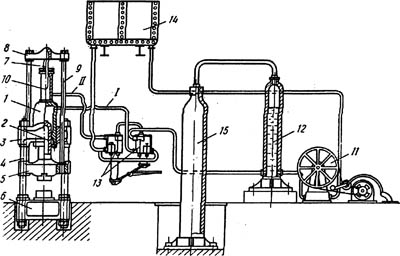 оказана
схема гидравлического пресса.
В
главном (рабочем) цилиндре 1 перемещается
главный (рабочий) плунжер 2, соединенный
с подвижной поперечиной 5. Главный
цилиндр установлен в неподвижной верхней
поперечине 5, которая соединена четырьмя
колоннами 4 с нижней поперечиной б,
закрепленной на фундаменте. Верхний
боек смонтирован в подвижной поперечине
5, перемещающейся по колоннам 4, нижний
боек - в нижней поперечине 6. Подвижная
поперечина 5 совершает рабочий ход вниз
под действием главного плунжера 2, а
подъем - под действием возвратного
плунжера 7, соединенного с поперечиной
5, траверсой 8 и тягой 9 и перемещающегося
в возвратном цилиндре 10. Возвратный
цилиндр 10 установлен на траверсе.
Гидравлический насос высокого давления
20-32 МН/м2
подает воду в магистраль пресса через
гидравлический аккумулятор 72, который
накапливает напорную жидкость во время
технологических пауз в работе пресса
и отдает ее в магистраль пресса во время
рабочего хода.
оказана
схема гидравлического пресса.
В
главном (рабочем) цилиндре 1 перемещается
главный (рабочий) плунжер 2, соединенный
с подвижной поперечиной 5. Главный
цилиндр установлен в неподвижной верхней
поперечине 5, которая соединена четырьмя
колоннами 4 с нижней поперечиной б,
закрепленной на фундаменте. Верхний
боек смонтирован в подвижной поперечине
5, перемещающейся по колоннам 4, нижний
боек - в нижней поперечине 6. Подвижная
поперечина 5 совершает рабочий ход вниз
под действием главного плунжера 2, а
подъем - под действием возвратного
плунжера 7, соединенного с поперечиной
5, траверсой 8 и тягой 9 и перемещающегося
в возвратном цилиндре 10. Возвратный
цилиндр 10 установлен на траверсе.
Гидравлический насос высокого давления
20-32 МН/м2
подает воду в магистраль пресса через
гидравлический аккумулятор 72, который
накапливает напорную жидкость во время
технологических пауз в работе пресса
и отдает ее в магистраль пресса во время
рабочего хода.