

4.3 Виды брака. Контроль качества нанесения проводящей пасты
При работе на полуавтоматической установке трафаретной печати «Тропа 1» могут возникнуть следующие ситуации :
Подложка прилипает к трафарету - необходимо увеличить расстояние между трафаретом и подложкой с помощью винтов (против часовой стрелки);
Наличие подтёков на подложке - необходимо уменьшить расстояние между трафаретом и подложкой с помощью винтов;
Наличие пробелов, не прокатка пасты в некоторых частях рисунка- необходимо увеличить расстояние между трафаретом и подложкой с помощью винтов (по часовой стрелке).
Критерии забраковки :
Для углеграфитового (резестивного) слоя :
Рассовмещение рисунка на подложке и при совмещении подложки и трафарета с подложкой превышает 0,05 мм.
Неровность края графитного слоя, уменьшающая или увеличивающая зазор в рабочей зоне датчика, превышает 0,05 мм.
Отдельные выступы, островки графитной пасты между электродами в нерабочей зоне(за исключением зоны между контактными площадками), уменьшающее расстояние между ними, более чем на 0,6 мм.
Следы графитной пасты в рабочей зоне датчика.
Для проводящего слоя :
Рассовмещение между проводящим и графитным слоями превышает 0,05 мм.
Наличие следов пасты серебросодержащей на углеграфитном слое рабочего электрода, капли пасты между рабочим электродом и электродом сравнения.
Следы проводящей пасты между электродами в рабочей зоне датчика.
Отдельные островки, выступы проводящей пасты между электродами в нерабочей зоне датчика(за исключением зоны между контактными площадками), уменьшающее расстояние между ними более чем не 0,6 мм.
Неровность края проводящего слоя и его смещение относительно графитового слоя, приводящее к уменьшению или увеличению зазора между электродами в рабочей зоне датчика, более чем на 1/3.
Следы проводящей пасты на графитном слое рабочего электрода.
Неравномерность структуры проводящего слоя.
Для ферментного слоя :
Край ферментного слоя выступает за пределы графитового электрода, более чем на 0,05 мм.
Вырывы, неровность края, незаполнение ферментного электрода, инородные включения в ферментном слое.
Для пассивирующего слоя :
Краска на ферментном электроде, краска на контактных площадках.
Пассивирующий слой перекрывает или касается ферментного электрода.
Незакрытые краской участки датчика.
5. Основное и вспомогательное оборудование
Оборудование для очистки подложек. В технологии производства для очистки подложек используется ванна с деионизованной водой. Очистка производится с помощью ультразвука. Для этого подложки в кассете опускаются в ванну и выдерживаются в течении 5 минут.
Оборудование для трафаретной печати. Трафаретная печать обладает сочетанием уникальных особенностей, которые недоступны другим методам печати. Главным отличительным свойством этой технологии является то, что она дает практически неограниченные возможности прямой печати на самом широком спектре материалов и форм, используемых при изготовлении приборов микроэлектроники.
В данной технологии используется полуавтоматическая установка трафаретной печати «Тропа-1».
Г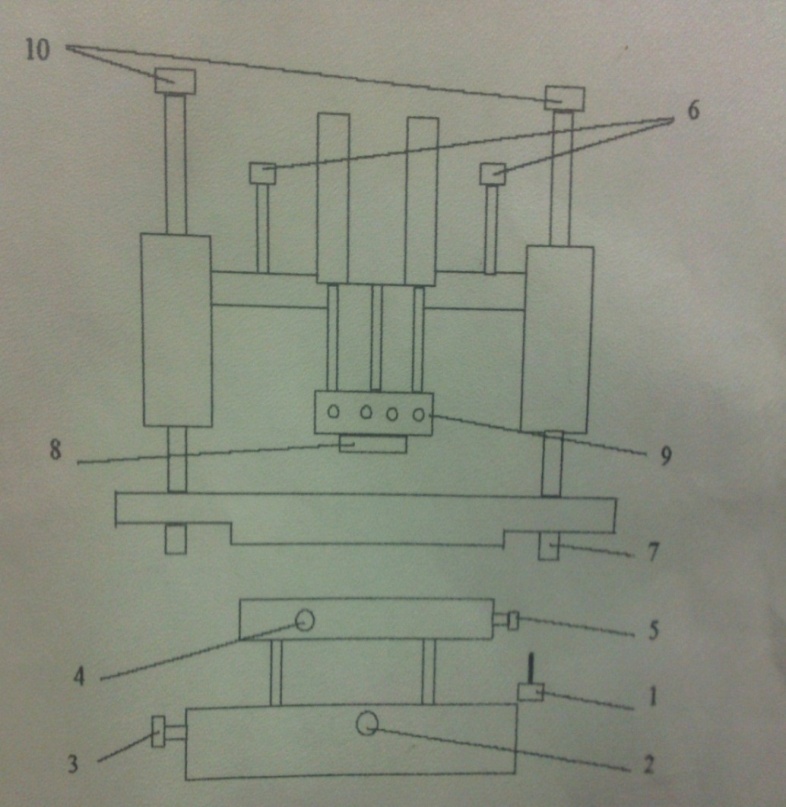 лавное
конструктивное достоинство – неподвижный
по высоте печатный стол. При рабочем
цикле контакт рамы с изделием происходит
за счет опускания печатного узла на
стол при плоской печати или на устройство
синхронизации вращения запечатываемого
предмета с горизонтальным движением
трафарета при печати по цилиндру.
лавное
конструктивное достоинство – неподвижный
по высоте печатный стол. При рабочем
цикле контакт рамы с изделием происходит
за счет опускания печатного узла на
стол при плоской печати или на устройство
синхронизации вращения запечатываемого
предмета с горизонтальным движением
трафарета при печати по цилиндру.
Вакуумный стол с поверхностью из нержавеющей стали не подвержен воздействиям растворителей и коррозии, не пачкает бумагу и легко очищается при попадании краски. Мощная вакуумная система в режиме плоской печати обеспечивает надежную фиксацию запечатываемого листа на столе при работе с красками любой вязкости.
Порядок работы за установкой трафаретной печати «Тропа 1».
Установить рамку с трафаретом в подставку и закрепить.
Установить подложку в ложемент стола.
Нажатием на кнопку «Стол вверх» произвести подъём плунжера стола с установленной подложкой.
Установить с помощью рукояток необходимый зазор между подложкой и сеткой трафарета.
Нанести на сетку трафаретной рамки перед ракелем узкой полосой соответствующую пасту.
Автоматическое управление циклом.
Нажатием отключить кнопку «Наладка» и тем самым полуавтомат перевести на автоматический режим.
Кнопкой «Пуск» включить вакуумный насос.
Нажать на пусковые кнопки на плите стола. При этом все движения узлов полуавтомата должны сработать согласно циклограмме.
Ручное управление циклом.
Включить кнопку «Наладка» и тем самым поставить полуавтомат на ручное управление циклом. При этом лампочка в кнопке должна гореть.
Кнопкой «Стол вверх» включить электромагнит пневмораспределителя подъёма плунжера стола. В кнопке загорается лампочка.
Кнопкой «Вакуум» включить присос заготовки. В кнопке загорается лампочка.
Кнопкой «Ракель вниз» включить электромагнит пневмораспределителя, обеспечивающего опускание ракеля(подъём скребка). В кнопке загорается лампочка.
Кнопкой «Ракель вперёд» включить электромагнит пневмораспределителя горизонтального перемещения ракеля. Ракель движется вперёд (на оператора) и продавливает краску через трафарет. В кнопке загорается лампочка.
Повторным нажатием на кнопку «Ракель вниз» отключитбь электромагнит. Ракель поднимается(скребок опускается). Лампочка гаснет.
Повторным нажатием на кнопку «Ракель вперёд» отключить электромагнит. Ракель возвращается в исходное положение, скребок разравнивает пасту. Лампочка гаснет.
Повторным нажатием на кнопку «Стол вверх» отключить электромагнит. Плунжер стола опускается в исходное положение. Лампочка гаснет.
Повторным нажатием на кнопку «Вакуум» отключить присос заготовки. Лампочка гаснет.
Методика настройки полуавтоматической установки «Тропа 1»
Включить станок, нажав кнопку «Сеть» на пульте управления. Посмотреть на манометры и убедиться, что в системе есть давление, в противном случае открыть вентиль, перекрывающий азот.
Установить трафарет, плотно зажав его крепежными винтами.
Установить подложку, зафиксировав её при помощи вакуума, который включается рукояткой 1.
На пульте управления нажать кнопку «Наладка» и кнопку «Стол вверх», предварительно убедившись, что это не приведёт к травматизму и порче оборудования.
С помощью винта 2 отрегулировать положение подложки относительно трафарета по высоте (по горизонтали).
С помощью винта 3 отрегулировать подложки по горизонтали.
С помощью рукоятки 4 установит необходимый угол поворота подложки относительно трафарета. В случае, если диапазон регулировки положения стола с помощью винта 2 не достаточно, необходимо изменить положение трафарета с помощью винтов 7.
На пульте управления нажать кнопку «Стол вверх», дождаться, когда стол опуститься в исходное положение, нажать кнопку «Наладка», выйти из режима наладки.
Нанести необходимое количество пасты на трафарет и ракель. Не допускать прохождения сухого ракеля по сухому трафарету, это может привести к порче трафарета в случае, если резиновая часть ракеля 8 находится в стороне от зоны накатки, изменить положение резинки 8 с помощью винтов 9.
Оборудование для сушки основных слоев. Операцией, завершающей формирование слоя, является сушка. Неполное удаление растворителя из слоя пасты снижает его технические характеристики, и может привести не только к снижению качества датчиков, но и разрешению отдельных ее компонентов. Правильно организованная сушка должна обеспечивать непрерывный уход растворителя к поверхности слоя и дальнейшее его испарение с поверхности. Уплотнение структуры должно происходить в направлении от подложки к поверхности пасты, полностью вытесняя из него растворитель. Очень важно при этом, чтобы градиент температуры был направлен от поверхности к пластине. В противном случае на высыхающем слое ферментной пасты образуется своеобразная "корка", которая будет препятствовать выходу растворителя из нижележащих мокрых слоев. В этом случае растворитель уходит из пасты в виде пузырьков, делая пленку пористой.[4]
Оборудование для индивидуальной упаковки датчиков.
Упаковка производится на полуавтоматической пневматической упаковочной машине.
Наличие электронных высокоточных регуляторов температуры позволяет регулировать температуру в соответствии с требованиями технологии производства.
Машины работают с двумя катушками пленки в виде полотна. Оператор подает продукт на упаковочный стол, происходит упаковка в пленку, обрезка и запайка шва.
Таблица 1.3 – Оборудование производства датчиков «Глюкосен»[4]
Наименование |
Назначение |
Ножницы гильотинные ТУ 25-7120.114-89 |
Заготовка полос |
Пресс НО-347 |
Вырубка подложек и датчиков |
Установка УЗ мойки ТУ 1-01-0574-79 |
Очистка подложек |
Шкаф вакуумный SPT-200 |
Создание вакуума |
Установка экспонирования трафаретов УВК-2 |
Изготовление трафаретов |
Полуавтоматическая установка трафаретной печати «Тропа-1» |
Нанесение резистивной, проводниковой, ферментной пасты |
Шкаф сушильный СНОЛ-3,5/3,5-И4 |
Сушка термическая |
Мультиметр М-838 |
Контроль электросопротивления |
Микроскоп МБС-9 |
Контроль внешнего вида |
Шкаф сухотепловой ГП – 80 |
Сушка ферментной пасты |
Установка трафаретной печати УТПН – 48 |
Нанесение трафаретной краски |
Установка термопластической упаковки УТУ 13 |
Упаковка датчиков в индивидуальную ячейку групповой упаковки |