

6.8. Компрессоры без смазки цилиндров
В ряде случаев минеральное масло отравляет катализаторы, применяемые при химической переработке сжатых газов, активно вступает в химическое соединение с газом, растворяет сжимаемый газ и теряет смазывающие свойства. В этих случаях для сжатия газов применяют поршневые компрессоры, работающие без смазки цилиндров. Смазке подвергают только механизм движения. Такие компрессоры бывают трех разновидностей: с уплотнением из самосмазывающихся материалов, с лабиринтным уплотнением и мембранные.
Компрессоры с уплотнением из самосмазывающихся материалов. Основная конструктивная особенность компрессоров этой разновидности состоит в том, что поршневые кольца и уплотняющие элементы сальников сделаны из материалов, представляющих собой сухую смазку – различные композиции на основе графита или политетрафторэтилена.
В качестве графитовых композиций применяют искусственные графиты, пропитанные смолами и металлами. Отечественная промышленность вырабатывает искусственные графиты марок АО (антифрикционный обожженный) и АГ (антифрикционный графитированный). В марке графитов цифры после букв означают давление прессования порошков, выраженное в барах (например, АО-600, АО-1500). На основе графитов АО и АГ выпускают следующие материалы: АО-1500-В83 (углеобаббитовый); АО-1500-СО5 (углесвинцовооловянистый, 5% олова); АГ-1500-СО5 (графитосвинцовооловянистый, 5% олова), АГ -1500-83 (графитобаббитовый). Графиты марки АО рекомендуются для работы по чугуну и хрому, марки АГ – по стали и хрому.
Для уменьшения износа графитовых колец рабочие поверхности цилиндра и поршневого штока тщательно шлифуют и хромируют. В многоступенчатых компрессорах с графитовым уплотнением во избежание попадание влаги в ступени высокого давления после промежуточных холодильников устанавливают влагоотделители, а при необходимости освобождения сжатого газа от графитовой пыли на выходе из компрессора - фильтр.
Политетрафторэтилен – пластичный материал, известный также под названиями фторопласт – 4 и тефлон, применяют для поршневых колец и уплотняющих элементов сальников не в чистом виде, а с различными наполнителями, повышающими прочность, износоустойчивость и теплопроводность. В качестве наполнителей используют стекловолокно (15 – 25%), бронзу (до 60%), двухсернистый молибден (5%), графит или порошковый кокс. Для изготовления колец часто применяют фторопластовые материалы двух марок: для влажных газов 4К-20 (фторопласт-4 с добавкой порошкового кокса) и для сухих газов АФГМ (фторопласт-4 с добавкой графита и двухсернистого молибдена). Фторопластовые кольца изготовляют с одним разрезом, а при диаметрах более 620 мм применяют сегментные кольца, состоящие из трех частей. Вследствие малой упругости фторопласта-4 уплотняющие кольца устанавливают вместе с экспандером из нержавеющей стали или из бронзы.
Уплотняющие элементы сальников в компрессорах этой разновидности изготовляют из тех же материалов. Для устранения пригорания фторопласта производят хромирование штоков и применяют специальные сальники с охлаждающими камерами. Графитовые сальники при давлении до 100 ат.
Компрессоры без смазки цилиндров выпускают на нормализованных базах, в том числе угловых и оппозитных с тем лишь различием, что в них предусмотрены удлиненный фонарь между сальником и маслоотражателем, а также с маслоотражательными кольцами на штоке.
На рис. 6.9 дан общий вид вертикального трехступенчатого кислородного компрессора без смазки цилиндров.
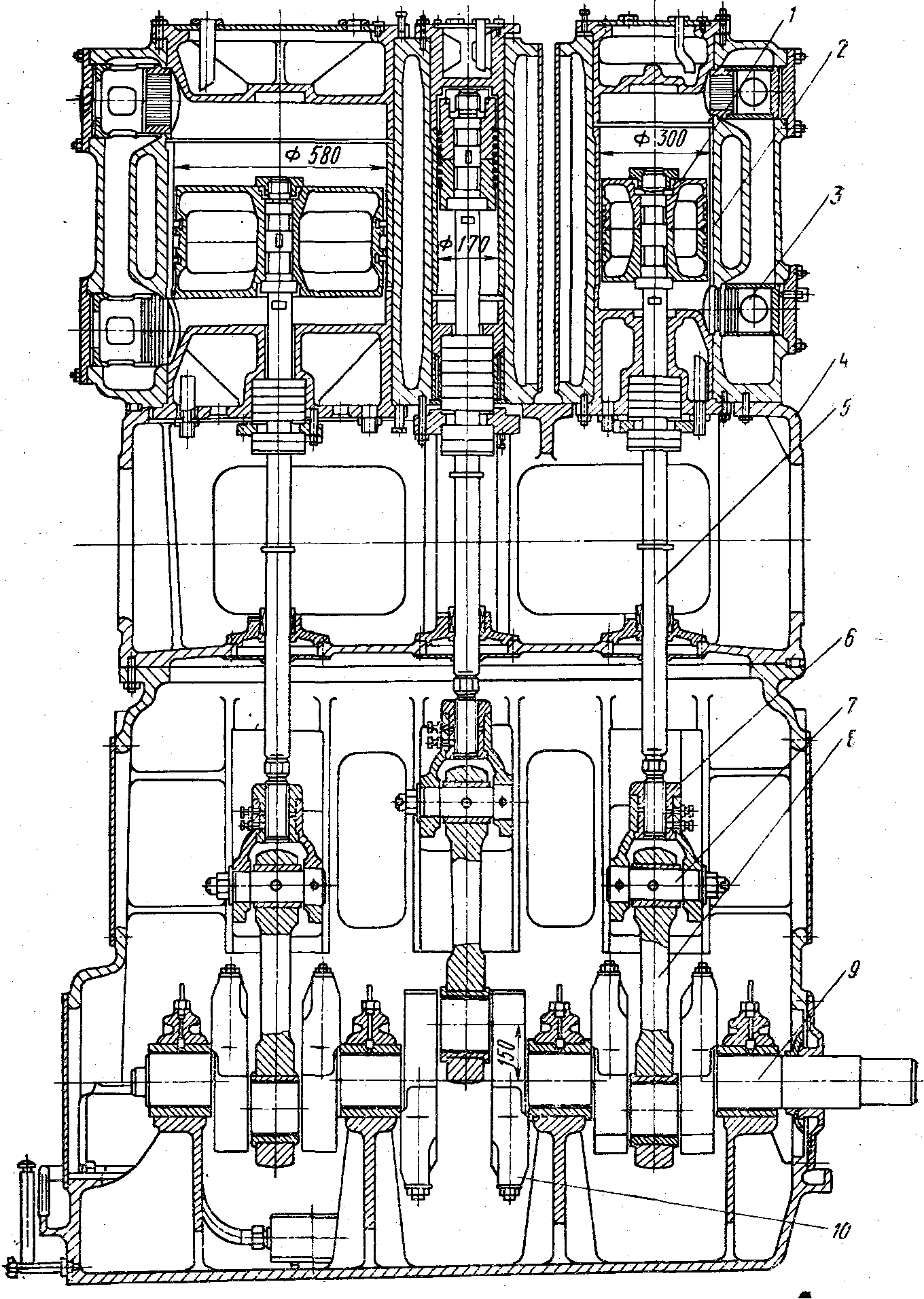
Рис. 6.9. Вертикальный трехцилиндровый кислородный компрессор без смазки цилиндров:
1 – поршни; 2 – цилиндры; 3 – клапаны; 4 – фонарь; 5 – шток; 6 – ползуны; 7 – пальцы; 8 – шатун; 9 – коленчатый вал; 10 – противовесы
Его производительность 40 м3/мин, конечное давление 76 ат, скорость вращения вала 345 об/мин, ход поршня 300 мм, диаметры цилиндров 580300/170 мм, мощность на валу 400 кВт. Цилиндры 2 изготовлены из специального каучука. Поршни 1 выполнены из бронзы АЖ-9-4, штоки 5 - из нержавеющей стали 3Х13, фонари 4, крышки клапанов и корпуса холодильников – из стали Х18НП, трубы газопровода – из меди М3. Клапаны 3 всех ступеней прямоточные, седла клапанов из латуни ЛЖМд-59-1-1, клапанные пластины из нержавеющей стали Х15Н9Ю. Поршневые и направляющие кольца изготовлены из графитопласта АФГМ, уплотняющие кольца сальников - из графита АО-1500. Коленчатый вал 9 уложен в четыре подшипника скольжения, на щеках его закреплены противовесы 10. Вильчатые ползуны 6 соединены с шатунами 8 пальцами 7.