

1.6. Обработка отверстий
Отверстия в теле металла под крепежные детали (болты, шпильки, винты), а также под последующую обработку (рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание) достигается сверлением. В качестве инструмента при сверлении используют стандартные сверла из стали быстрорежущей диаметром 0,3 - 80 мм. По конструкции и характеру выполняемой работы сверла делятся на перовые, спиральные, центровочные, сверла для глубоких отверстий др.
Перовые -(плоские) просты в изготовлении, прочны, но не обеспечивают высокой точности и чистоты отверстия. Применяют для сверления неглубоких отверстий.
Спиральные - совершенны по конструкции, легко выводят стружку по винтовым каналам, малая сила трения о стенку отверстия, не требуют дополнительной обработки отверстия, допускают большое количество переточек.
Сверла изготавливают с цилиндрическими (до d=12 мм), коническими (6 - 60 мм) хвостовиками. Сверла изготавливаются из быстрорежущей стали марок Р18, Р9, У10-У12 (мелкие сверла) и с твердой наплавкой твердосплавных пластинок.
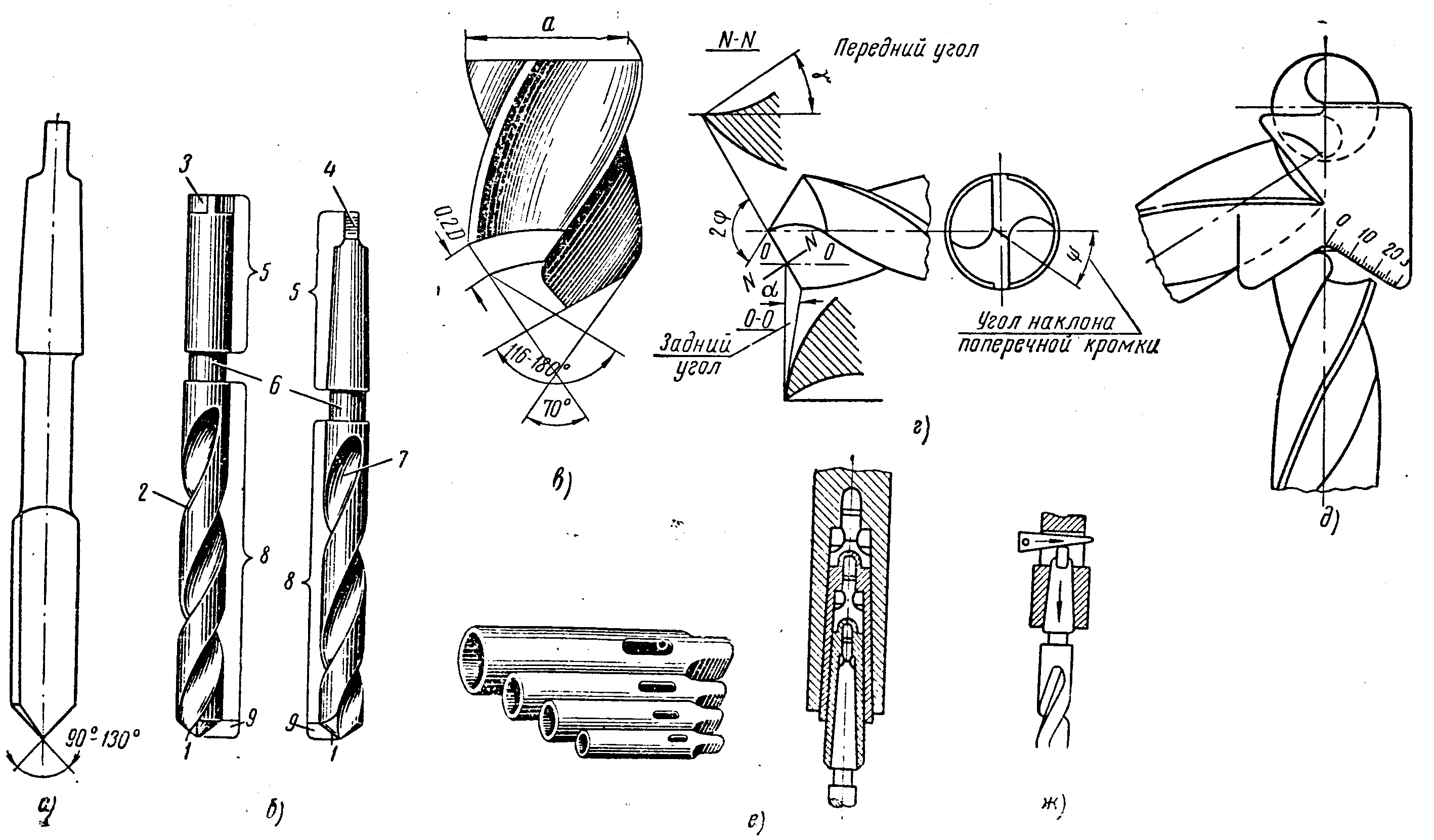
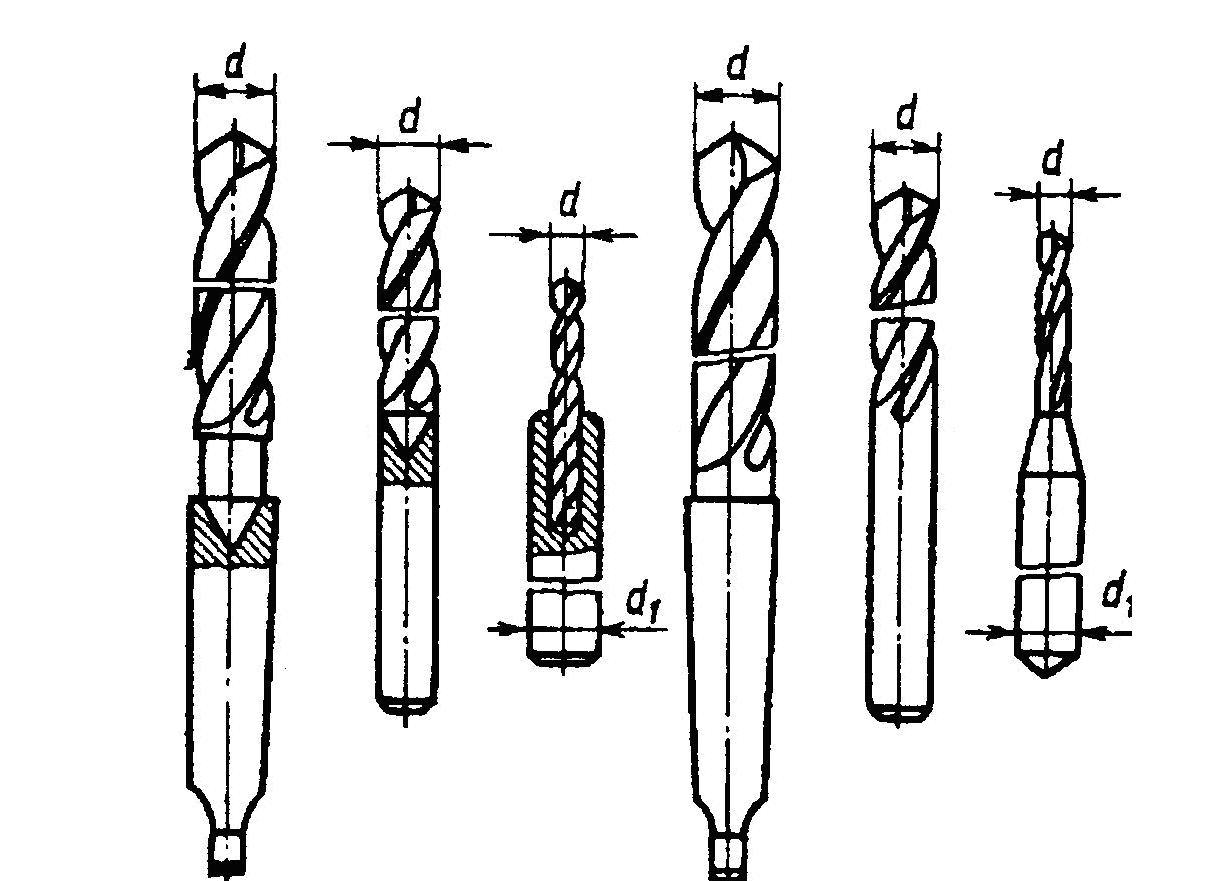
Рис. 1.7. Конструкции спиральных сверл
Рассверливание предназначено для увеличения диаметра отверстия заготовок и применяется при обработке отверстий диаметром свыше 30 мм. Сначала сверлят отверстие диаметром (0,2 - 0,3)D, а затем рассверливают это отверстие до заданного диаметра D.
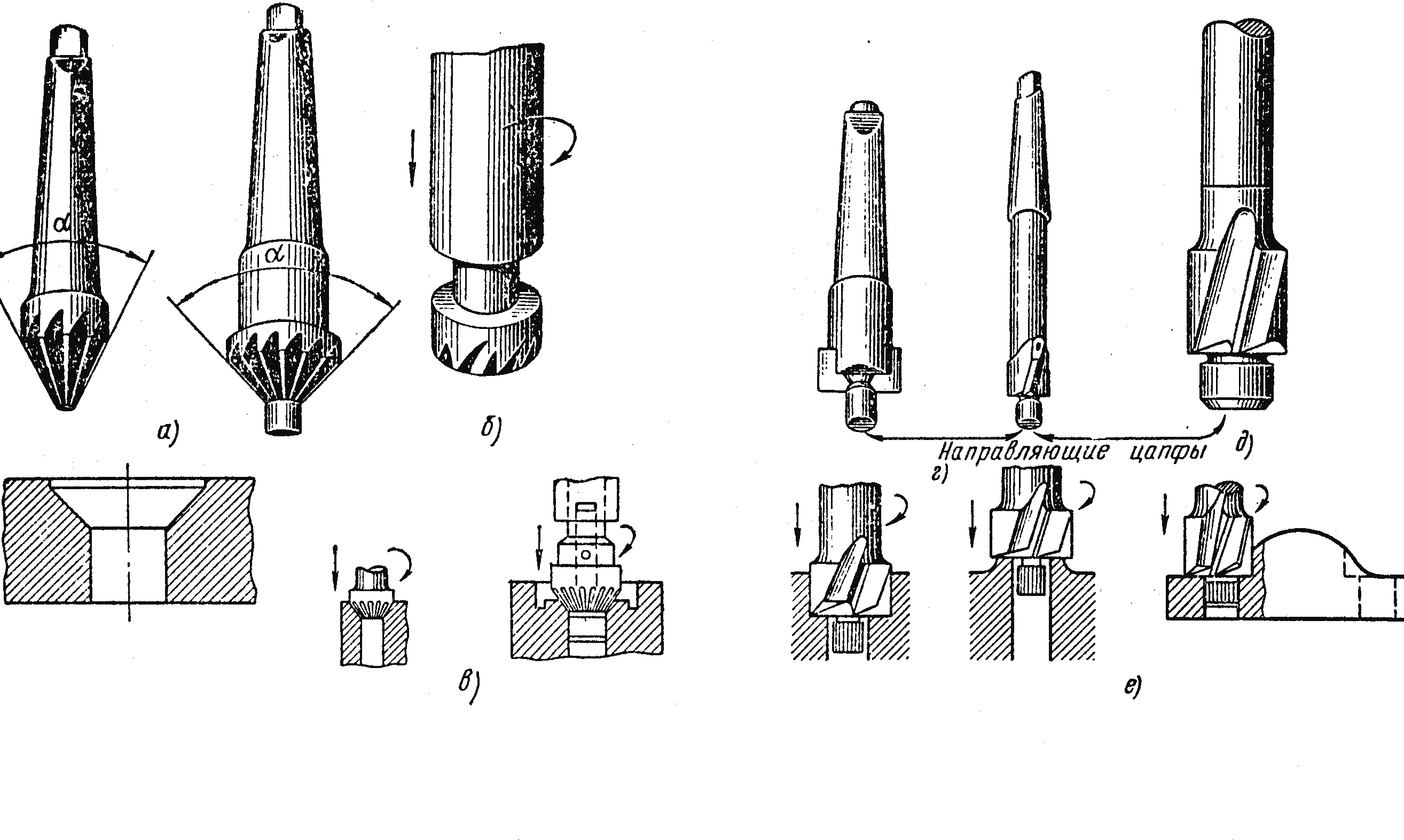
Рис. 1.8. Зенковки и зенкеры:
а – конические зенковки, б – цилиндрические зенковки, в – приемы зенкования, г – зенкеры со вставными ножами, д – насадной зенкер, е – приемы зенкирования.
Зенкование - применяют для снятия фасок у отверстий, получения цилиндрических и конических углублений для головок винтов и заклепок.
Зенкерование - используют для расточки отверстия и подготовки его под развертывание. Стандартными зенкерами из быстрорежущей стали, обрабатывают отверстия 3 – 100 мм.
Зенкер имеет большее число режущих зубьев, чем сверло, поэтому обработка им более производительна, чем рассверливание, а качество зенкерования выше, чем при рассверливании.
Развертывание - применяют для окончательной обработки предварительно просверленного отверстия и получения точной геометрической формы, размеров и высокой чистоты
поверхности с помощью цилиндрических или конических разверток. Стандартные развертки применяют для обработки отверстий диаметром 1 - 300 мм в заготовках из различных материалов.
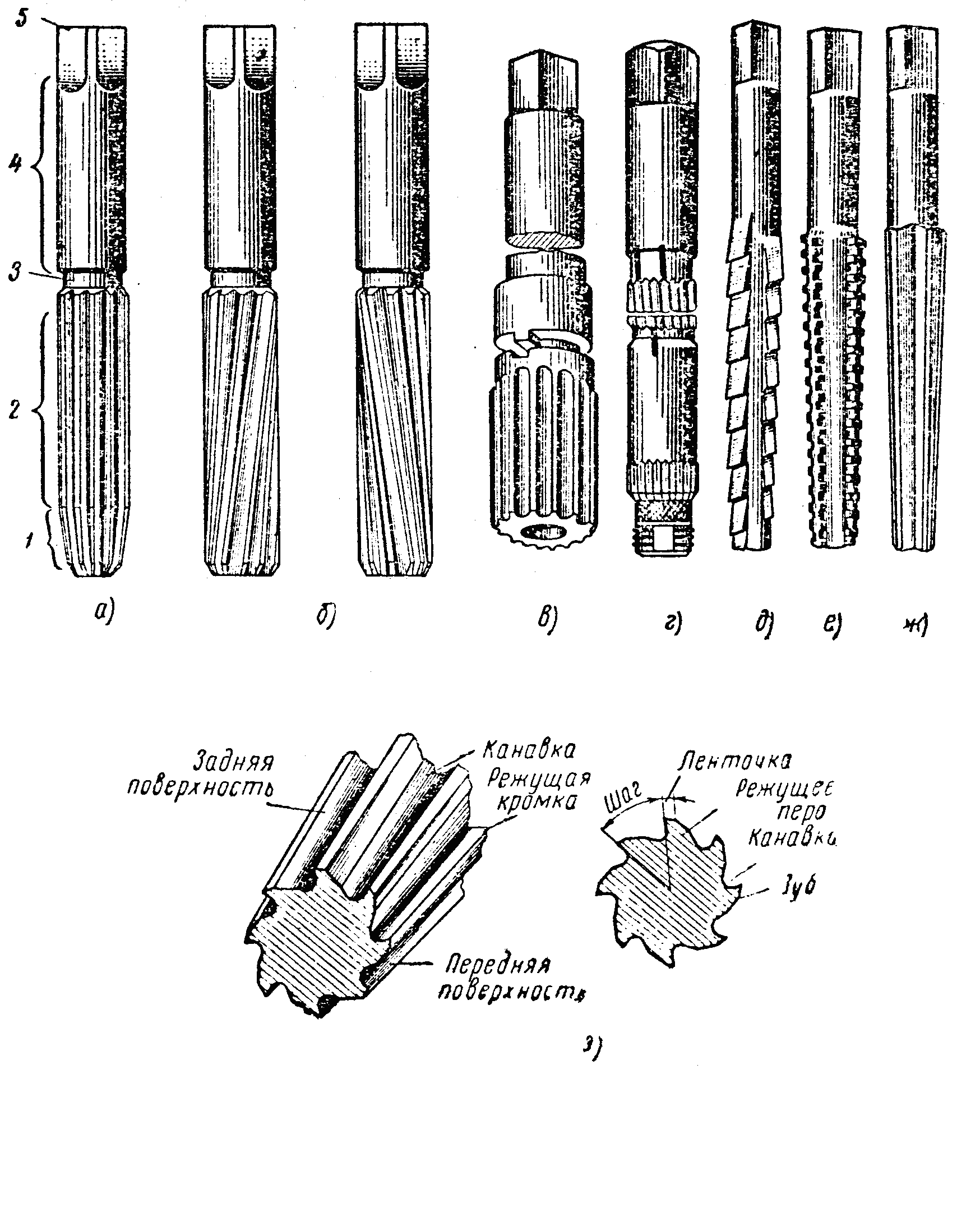
Рис. 1.9. Виды разверток:
а – цилиндрическая: 1 – заборная часть, 2 – калибрующая часть, 3 – шейка, 4 – хвостовик, 5 – квадрат; б – спиральные, в – цилиндрическая насадная, г – комбинированная, д,е,ж – конические, з – элементы развертки
Для механической обработки отверстий сверлением, зенкованием используются пневмо-эле4трические машины и станки.
1.7. Нарезание резьбы
Производят на станках и вручную при помощи метчиков, плашек и резьбовых резцов.
Резьбы бывают левые, правые; одно, двух, трех и многозаходные.
Основные элементы резьбы: профиль, шаг, наружный и внутренний диаметр.
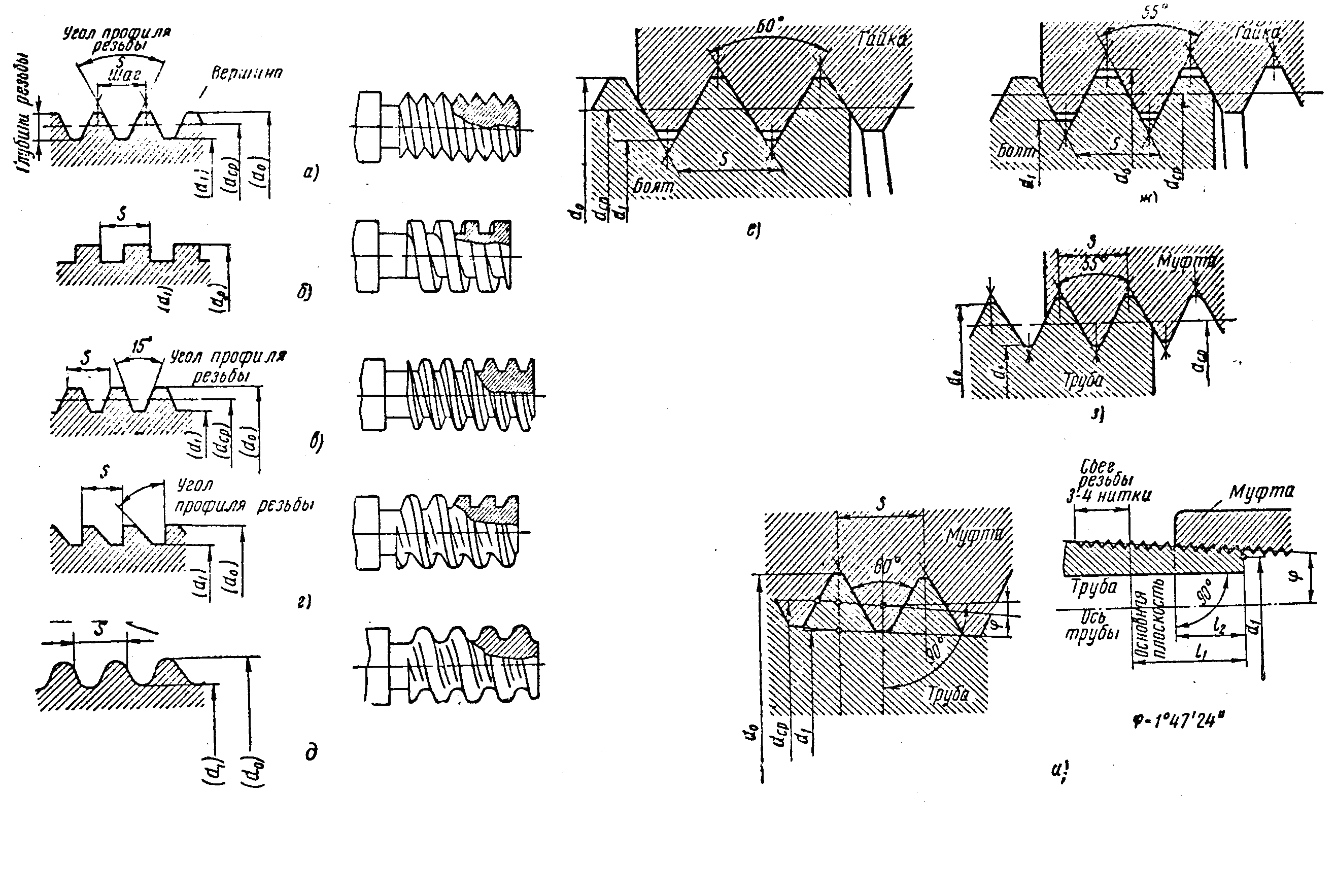
Рис. 1.10 Профили резьбы:
а – треугольный, б – прямоугольный, в – трапециевидный, г – упорный, д – круглый,
е – метрической, ж – дюймовой, з – трубной, и – трубной конической
Применяются три системы резьбы: метрическая, дюймовая и трубная.
Профиль метрической резьбы имеет вид треугольника с углом при вершине 60о с различной величиной шага – основная и мелкие от 1 до 5 - для крепления деталей.
Профиль дюймовой резьбы имеет при вершине угол 55о и измеряется числом ниток на 1”.
У трубной резьбы профиль имеет также угол 55о и характеризуется числом ниток резьбы на 1”(для различных трубных соединений).
Существуют прямоугольный и трапециевидный профиль резьбы (для передачи движения детали); упорный - (для механизмов, действующих в одном направлении, в гидро и механических прессах); круглый - для водопроводной арматуры и конические - для трубных соединений, работающих при высоких давлениях и температурах.
Метчики - применяются для нарезания резьбы в отверстиях и состоят из рабочей части и хвостовика.
Рабочая часть метчика состоит из конусной (заборной) и калибрующей частей.
Заборная часть производит основную работу по нарезанию резьбы, а калибрующая часть служит для зачистки и калибровки резьбового соединения. Обычно используют комплект из трех метчиков (чернового, среднего и чистового). Сначала нарезают резьбу черновым метчиком, затем средним, а чистовой метчик окончательно калибрует резьбу.
Плашки используют для нарезания резьбы на стержнях (диаметром 1 - 52 мм) как вручную, так и на станках. Плашки имеют прорезь, благодаря которой несколько увеличивают или уменьшают диаметр резьбы.
Для определения d отверстия под резьбу используют специальные таблицы. Диаметр отверстия должен быть больше, чем внутренний диаметр резьбы, т.к. при нарезании резьбы материал частично выдавливается. Например, для М14, d = 11,8 мм. При нарезании наружной резьбы диаметр стержня должен быть несколько меньше наружного диаметра нарезаемой резьбы, так в противном случае плашка не сможет быть накручена на стержень и конец стержня будет испорчен. Существуют комбинированные метчики, состоящие из чернового метчика, для предварительного нарезания резьбы и чистового - для окончательного нарезания резьбы. Такой метчик позволяет нарезать резьбу одним метчиком, вместо комплекта, что экономит вспомогательное время на установку инструмента. Существуют сверло-метчики совмещающие операции сверления и нарезания резьбы, позволяющие повысит производительность операций нарезания резьбы. Плашки изготовляют из низколегированных сталей (например, 9ХС).
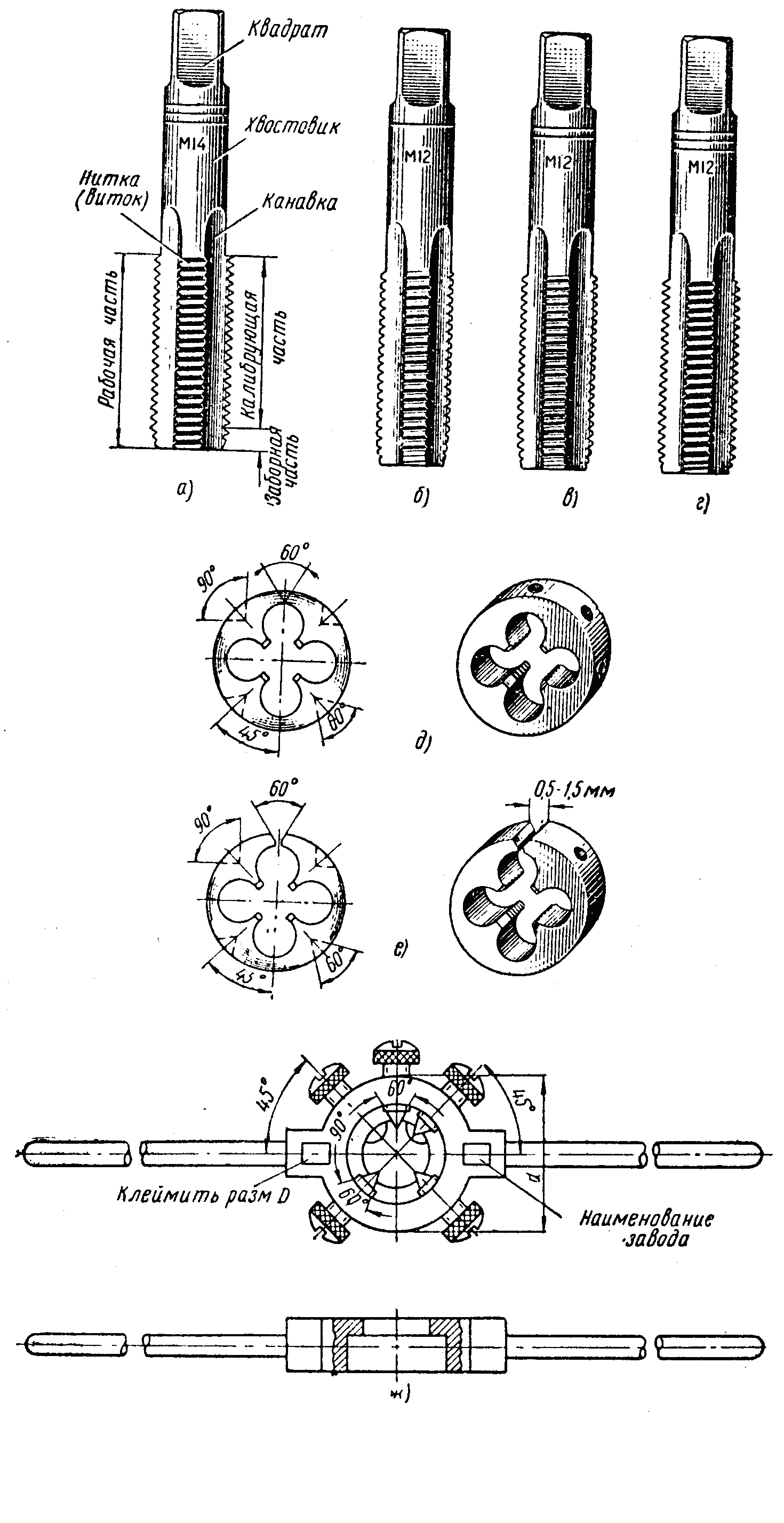
Рис. 1.11. Инструмент для нарезания резьбы:
а – метчики и его элементы, б – черновой метчик, в – средний, г – чистовой, д – цельная круглая плашка, е – разрезная плашка, ж – вороток для круглых плашек