

5 Газовая сварка и резка металлов.
Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляют теплом пламени, получающимся при сгорании какого-либо горючего газа в смеси с кислородом, обычно применяют горючий газ ацетилен. По сравнению с электродуговой сваркой газовая сварка малопроизводительна. Газовую сварку широко применяют при изготовлении тонких стальных изделий толщиной до 5 мм, при сварке цветных металлов и их сплавов, при исправлении дефектов в чугунных и бронзовых отливках, а также при различных ремонтных работах.
Табл. Основные свойства горючих газов
Газ |
Минимальная теплотворная способность, ккал/м3 |
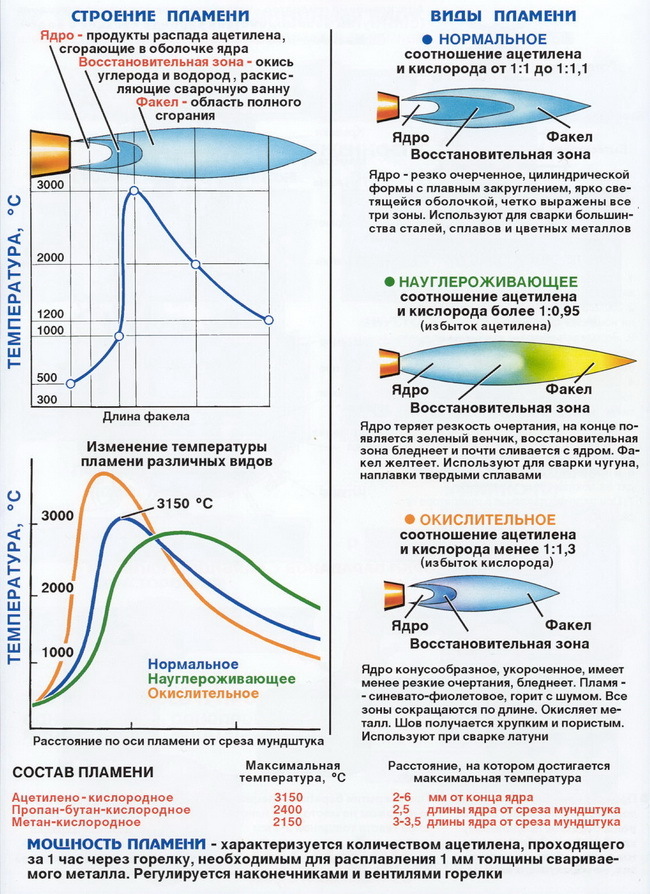
Температура нормального пламени при сгорании в смеси с кислородом, °С |
Применение |
Ацетилен |
13000 |
3200 |
Сварка всех металлов, резка, пайка и поверхностная закалка |
Водород |
2580 |
2100 |
Сварка сталей толщиной до 2 мм, чугуна, алюминия и его сплавов, резка |
Коксовый газ |
4500 |
2200 |
Пайка и сварка легкоплавких цветных металлов, резка |
Нефтяной газ |
10500-11000 |
2300 |
Сварка сталей толщиной до 2 мм, чугуна, цветных металлов и их сплавов, пайка и резка |
Перолизный газ |
8700-9500 |
2200-2300 |
Пайка, резка, поверхностная закалка |
Природный газ(метан) |
8500 |
1850 |
Сварка легкоплавких металлов, пайка, резка |
Пары керосина |
10000-10200 |
2500 |
Пайка, резка, поверхностная закалка |
Пропан-бутановая смесь |
20600 |
2050 |
Сварка и пайка чугуна и цветных металлов, резка и поверхностная закалка |

Редукторы газовые используются для контроля за давлением газа в баллонах и регулировки расхода газовой смеси. В нашем каталоге вы найдете редукторы газовые различного типа. Каждая модель имеет свои отличительные характеристики.





Азотный Аргоновый Ацетиленовый Гелевый Кислородный Пропановый

Углекислотный
Технологические процессы, выполняемые с применением газового пламени, называются газопламенной обработкой металлов (ГОМ), которая включает четыре основных вида: резку, сварку (пайку), нагрев, напыление. Ацителено-кислородные смеси, обеспечивающие максимальную температуру пламени (>3 000°С), могут быть использованы для любых процессов ГОМ. Наряду с карбидным в последнее время широко применяют пиролизный ацетилен, получаемый из природного газа термоокислительным пиролизом метана с кислородом.
Для сварки толщиной до 4 мм с использованием специальной присадочной проволоки можно применять пропанобутановые смеси.
Газосварка обладает следующими достоинствами:
Сравнительная простота не требует сложного и дорогого оборудования, а также источника электроэнергии.
Широкие пределы выбора скорости нагрева и охлаждения свариваемого металла за счёт регулирования тепловой мощности пламени и расстояния до места сварки.
К недостаткам следует отнести сравнительно малую скорость нагрева металла и большую зону термического влияния на металл, от состояния и ширины которой зависят механические свойства сварного соединения (а не только шва). При газовой сварке концентрация тепла меньше, чем при дуговой, поэтому разогреву подвергается большая зона, и увеличивается коробление.
Процесс газовой сварки почти не поддаётся механизации и автоматизации. Газовая сварка необходима и применяется при изготовлении и ремонте изделий из тонколистовой стали, при ремонте изделий из чугуна, бронзы, силумина; при монтаже и ремонте трубопровод отопления, водопровода, газопровода из труб малых (до 50 мм) диаметров, а также подобных работах; при сварке изделий из алюминия, меди, латуни, свинца, при наплавке латуни на чугунные и стальные детали (поршни, штоки гидросистем), при сварке ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы.
При выполнении сварочных работ на открытых площадках или в неупорядоченных зонах обслуживания (в строительстве, на монтаже, в судостроении и т.п.) применяют передвижные источники питания газами. В основном это установленные на специальных тележках баллоны с горючим газом и кислородом.
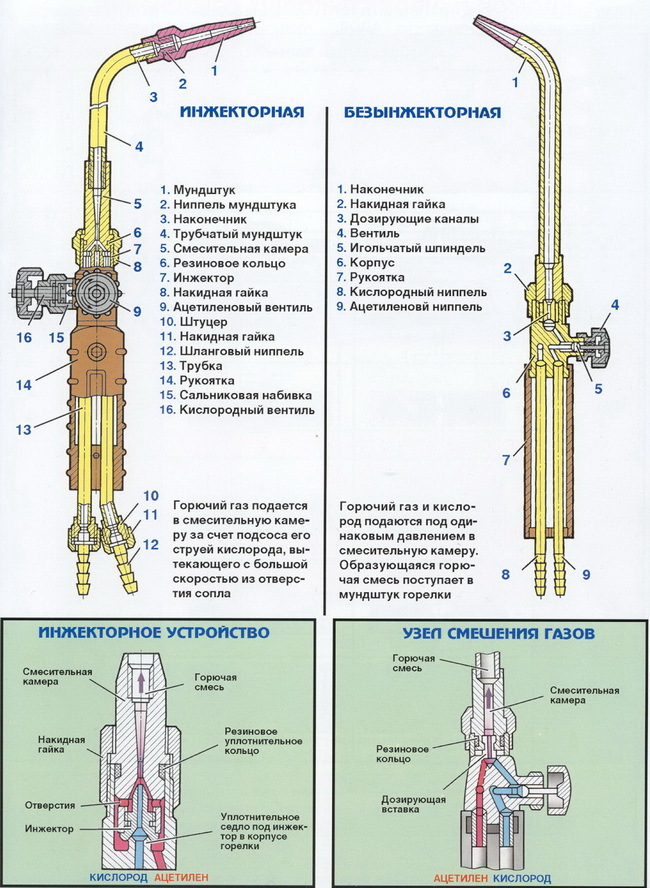
Оборудование и аппаратура для ручных работ при газопламенной обработке металлов являются более распространёнными, поэтому их рассмотрению уделяется больше внимания.

