

29 Дуговая сварка: сущность,вольт – амперная характеристика дуги и внешние характеристики источников тока. Выбор режимов сварки.
Дуговая сварка постоянным и переменным током. Источни-ки питания электрической дуги. Выбор тока, на-пряжения дуги, высоты дуги.
При электрической дуговой сварке местный разогрев деталей, подлежащих сварке, осуществляется сварочной дугой, которая вызывается путем касания электродом свариваемого металла. При коротком замыкании ток большой силы проходит через отдельные контактные выступы. Отрыв электрода от изделия ведет к размыканию цепи, что в свою очередь приводит к образованию искры в газовом промежутке и зажиганию дуги. Конец электрода разогревается под действием высокой темпе-ратуры дуги и начинает плавиться. На свариваемом металле образуется ванна жидкого металла. Жидкие объемы ванны и электрода перемешиваются, кристаллизуются при остывании и образуют прочный соединительный элемент — сварной шов.
Характеристика сварочной дуги. Электрическая дуга пред-ставляет собой длительный и мощный электрический разряд в газовом промежутке между электродом и свариваемой дета-лью.
В отличие от других разрядов в газах сварочная дуга характеризуется низким напряжением (12—40 в), большой плотно-стью тока (800—3000 а/см2), высокой температурой столба дуги (6000— 8000°). На поверхностях металла, между которы-ми заключен столб дуги, температура обычно близка к темпе-ратуре кипения металла. Мощность дуги может меняться от 0,01 до 150 кВт. Высокая температура в зоне дуги ставит ее в ряд мощных тепловых источников, а широкий диапазон мощностей позволяет применять дугу для сварки металлов разных толщин от небольших деталей до тяжелых узлов и конструкций.
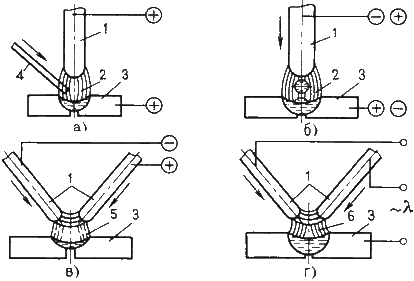
•сварка неплавящимся (графитовым или вольфрамовым) электродом 1 дугой прямого действия 2 (рис. 17.1.а), при которой соединение выполняется путем расплавления только основного металла 3, либо с применением присадочного металла 4;
•сварка плавящимся электродом (металлическим) 1 дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом (рис. 17.1.б);
•сварка косвенной дугой 5, горящей между двумя, как правило, неплавящи-мися электродами, при этом основной металл нагревается и расплавляется теплотой столба дуги (рис. 17.1.в);
•сварка трехфазной дугой, при которой дуга горит между каждым электро-дом и основным металлом (рис. 17.1.г).
30 Электроды для ручной дуговой сварки. Выбор типа, марки, диаметра электрода. Расшифро-вать: э42; э42а; э60; уони 13/55; цм-7.
При сварке металлической дугой стержень выполняет функции электрода и присадочного металла. Так как сварной шов представляет собой сплав электродного и основного металла и его механические свойства всецело определяются ими, элек-тродные стержни должны изготавливаться из проволоки, в которой строго выдержан химический состав. Стальную сварочную проволоку изготавливают по ГОСТ 2246—70 и специальным техническим условиям. ГОСТ включает 77 марок сварочной проволоки. Самой распространенной маркой углеродистой проволоки является Св-08. Ее изготавливают холоднотянутой. Особое внимание выбору проволоки следует уделять при сварке специальных сталей. Для ручной дуговой сварки проволока перерабатывается на электроды. Длина электрода колеблется от 250 до 450 мм, а диаметр — от 1 до 12 мм.
При ручной дуговой сварке режим определяется главным образом диаметром, типом электрода и его основнымихаракте-ристиками, а также силой сварочного тока. Диаметр электрода подбирается по преобладающей толщине в сварной конструк-ции, геометрии сварного соединения и условиям отвода теплоты от шва. Тип электрода выбирается в зависимости от технических условий и требований к сварной конструкции.
Материалы применяемые при ручной дуговой сварке.
Наиболее распространенная из дуговых.Питание дуги осуществляется от сварного генератора или выпрямителя постоянного тока или от сварочного трансформатора переменного тока.Состав электродного покрытия обеспечивает защиту от окисления и азотирование металлического шва, и легирование шва для придания ему необходимых механических свойства.
Ручная дуговая сварка.
Электроды: по назнач. (углеродист.инизнолегир. констр., легир. констр., легир. жаропроч., высоколегир., наплавк. повершн. слоев с особ. свойств.), по виду покрытия (кисл. Fe2O3, MnO, рутиловым TiO2, CaCO3, основн. MgCO3, CaF2, целлюлозн. - орг. вещ.).