

15.3. Особенности оперативно-производственного планирования в серийном производстве
В серийном производстве применяется комплектная система планирования, которая в зависимости от состава комплекта подразделяется на следующие виды:
- комплектно-узловая система, где планирование осуществляется таким образом, что все детали подаются к моменту сборки данного узла изделия;
- комплектно-групповая система, при которой планово-учетной единицей является групповой комплект. Детали группируются по технологическому признаку. Комплект включает детали, имеющие одинаковый технологический маршрут обработки, применяемое оборудование и технологическую оснастку, одни и те же периодичность запуска и очередность подачи на сборку;
- машинно-комплектная система, при которой планово-учетной единицей является комплект деталей на изделие в целом. Производственные задания заготовительным и обрабатывающим цехам устанавливаются по комплектовочным номерам изделий.
- сутко-комплектная система, при которой планово-учетной единицей является комплект деталей всех изделий, подлежащих изготовлению в плановом периоде. Сутко-комплект формируется исходя из суточной потребности в деталях, входящих в данный комплект.
Покомплектная система планирования включает следующие нормативы:
- размер обрабатываемой партии изделий;
- периодичность запуска партии в производство;
- длительность производственного цикла;
- график опережения запуска-выпуска партии деталей, узлов и изделий;
- уровень заделов и общего незавершенного производства.
Размер обрабатываемой партии зависит от затрат на переналадку оборудования при смене наименования изделий и затрат, связанных с хранением запасов деталей и заготовок и характеризуется следующим графиком (рис 15.2).

Рис. 15.2. График выбора оптимального размера партии
Sнал – затраты на наладку оборудования;
Sхр – затраты на хранение деталей;
nопт – оптимальный размер партии деталей;
Sз – суммарные затраты (Sнал+ Sхр)
На практике применятся упрощенная формула определения оптимального размера партии:
![]() ,
(15.7)
,
(15.7)
где Тп.з. – подготовительно-заключительное время на обрабатываемую партию;
tшт – штучно-калькуляционное время на операции;
α – коэффициент допустимых потерь времени на переналадку оборудования.
Значения α принимаются в пределах:
α = 0,02-0,05 – для крупносерийного производства;
α = 0,04-0,08 – для среднесерийного производства;
α = 0,08-0,12 – для мелкосерийного производства.
Расчет размеров партии проводится по ведущим операциям, обладающим наибольшей трудоемкостью.
Периодичность запуска партии деталей в производство определяется по формуле:
![]() ,
(15.8)
,
(15.8)
где nj – размер партии деталей j-го наименования;
![]() -
дневная
(суточная) программа запуска деталей
j-го
наименования, шт.
-
дневная
(суточная) программа запуска деталей
j-го
наименования, шт.
Длительность производственного цикла – это календарный период времени изготовления партии деталей или изделий и зависит от размера партии, трудоемкости операции и выбранного вида движений по операциям технологического процесса (гл. 3).
Расчет опережений необходим для организации запуска материалов, заготовок и полуфабрикатов на всех стадиях производственного процесса, чтобы обеспечить выпуск изделий в установленные сроки.
В основу построения графика опережения запуска-выпуска заготовок, деталей и изделий кладутся длительности циклов по стадиям производства и межцикловые (межцеховые) перерывы (рис.15.3).
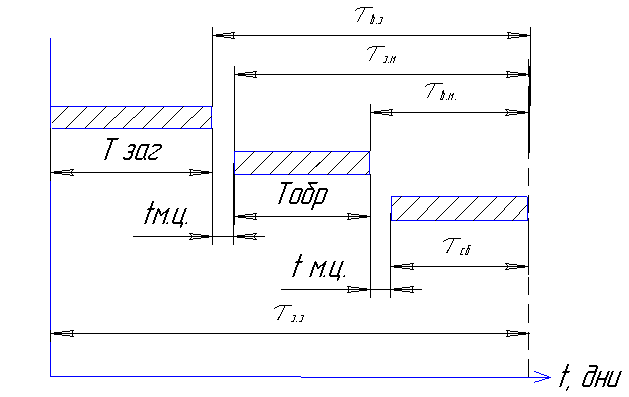
Рис. 15.3. График опережения запуска-выпуска партий заготовок, деталей и изделий в производство
Тзаг, Тобр, Тсб – длительность заготовительных, обрабатывающих и сборочных циклов;
tмц – длительность межцикловых (межцеховых) перерывов;
τз.з – время опережения запуска заготовок;
τв.з – время опережения выпуска заготовок;
τз.м – время опережения запуска в механическую обработку деталей;
τв.м – время опережения выпуска деталей из механической обработки.
Уровень заделов и общего незавершенного производства включает внутрицеховой и межцеховой (складской) заделы.
Внутрицеховой задел определяется по формуле:
![]() ,
(15.9)
,
(15.9)
где nj - размер партии деталей j-ого наименования;
Тцj – длительность производственного цикла изготовления партии деталей в данном цехе;
Тj – общая длительность производственного цикла изготовления серии изделий.
Межцеховой (складской) задел определяется по формуле:
![]() (15.10)
(15.10)
где Zобj – оборотный задел деталей j-ого наименования определяется по формуле
![]() (15.11)
(15.11)
где nj1, nj2 – размеры партий заготовок или деталей цеха-поставщика и цеха потребителя.
Zстрj- страховой задел, который равен:
Zстрj= (0,03÷0,04)Nстj (15.12)
где Nстj – сменная потребность в деталях j-ого наименования.
Для обеспечения равномерной работы и выпуска продукции каждый цех должен иметь месячные программы, как по выпуску, так и по запуску деталей, сборочных единиц или изделий.