

15.2. Особенности оперативно-производственного планирования в единичном производстве
Единичное производство характеризуется определенным количеством заказов на изготовление различных изделий единицами и реже малыми, неповторяющимися партиями.
Позаказная система ОПП в единичном производстве включает следующие этапы:
Техническая подготовка заказа, где соответствующие отделы и службы разрабатывают технологические процессы, проектируют и изготавливают оснастку, заказывают материалы и комплектующие детали, необходимые для изготовления изделий, входящих в заказ.
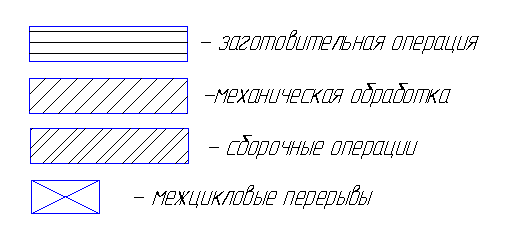
Определение длительности производственного цикла изготовления изделия по стадиям производства (заготовительная, обрабатывающая, сборочная) на основании разработанного маршрутно-операционного процесса.
Построение цикловых графиков изготовления отдельных изделий (заказов). Отправным пунктом при построении графиков служат сроки изготовления изделий (сдача заказов по плану), от которых на календарную шкалу в обратной последовательности наносятся продолжительности производственных циклов по стадиям производства.
Составление сводного циклового графика выполнения заказов, предусмотренных производственной программой на очередной плановый период (месяц, квартал) (рис. 15.1).
Проведение объемно-календарных расчетов с целью определения оптимальной загрузки оборудования и сборочных площадей работами по выполнению различных заказов, включенных в плановый период.
Схема построения сводного циклового графика показана на рис 15.1. По своей структуре цикловой график аналогичен графику сложного процесса изготовления изделия (гл. 3.3).
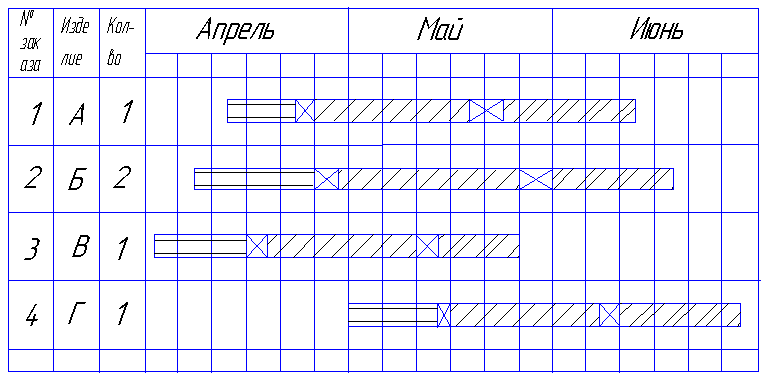
Рис. 15.1. Сводный цикловой график выполнения заказов на II квартал
По заготовительным и обрабатывающим цехам общий объем работ по группам оборудования по выполнению программы заказов в плановом периоде должен быть равен или меньше пропускной способности оборудования.
Объем работ, подлежащих выполнению в плановом периоде (месяц, квартал), определяется по формуле:
![]() (15.1)
(15.1)
где tкi – норма времени на изготовление комплекта деталей для одного изделия по данной группе оборудования, час.;
ni – количество изделий, входящих в i-й заказ;
m – количество заказов на плановый период.
Пропускная способность данной группы оборудования в плановом периоде определяется по формуле:
![]() (15.2)
(15.2)
Fq – действительный фонд времени работы оборудования в плановом периоде, час.;
β – коэффициент, учитывающий потери времени на переналадку оборудования (β=5%);
Соб – количество единиц взаимозаменяемого оборудования.
Коэффициент загрузки данной группы оборудования определяется по формуле:
![]() (15.3)
(15.3)
Если kз.о.≥1,0, то производится корректировка циклового графика за счет более ранних сроков запуска в производство изделий.
В сборочных цехах объем сборочных работ должен соответствовать пропускной способности сборочных площадей.
Объем сборочных работ по выполнению заказов определяется по формуле:
![]() ,
(15.4)
,
(15.4)
где Ti – производственный цикл сборки одного изделия, час.;
Si – производственная площадь, необходимая для сборки одного изделия с учетом проходов места сборки, места складирования, м2;
Ni – количество изделий, входящих в i-й заказ;
m - количество заказов в плановом периоде.
Пропускная способность сборочных площадей определяется по формуле:
![]() ,
(15.5)
,
(15.5)
где S – производственная площадь сборочного цеха, м2;
Fпл – плановый фонд времени работы сборочного цеха, час.
Коэффициент загрузки сборочных площадей определяется по формуле:
![]() (15.6)
(15.6)
Если k.зсб.≥1,0, то цикловой график корректируется за счет более ранних сроков начала сборочных работ или увеличения сменности работ сборочного цеха.
По мере поступления новых заказов и недогрузки рабочих мест в сводный цикловой график включаются дополнения.