

Билет № 14
2.Сборка корпуса бака с днищами. Сборка бака в горизонтальном положении базовой оси
Сборку днищ бака с корпусом осуществляют на установке для сборки и сварки (рис. 35).
Установка состоит из неподвижной 1 и подвижной 8 бабок, на которых закреплена оснастка 2 и 7 для закрепления днищ по стыковочным шпангоутам. Плоскости привалочных плоских поверхностей параллельны и перпендикулярны к продольной базовой оси бака, а центры окружностей стыковочных поверхностей расположены на продольной оси бака.
Первое днище 3 с предварительно обработанными свариваемыми кромками привалочной плоскостью сопрягают с поверхностью оснастки 2 и закрепляют на оснастке. Затем устанавливают обечайку 5 с калибровочным кольцом 11 одним концом на люнет 9, а другой закрепляют в центрирующем устройстве 6, связанным с оснасткой 7. После совмещения с помощью регулирования люнетом оси обечайки с базовой осью бака по реперным знакам, устанавливают разжимное кольцо 4 и совмещают кромки шпангоута и обечайки. Заневоливание кромки обечайки от перемещения в процессе сварки осуществляют бандажным кольцом 10.Кромку шпангоута не заневоливают, так как жесткость шпангоута высока и хорошо противостоит усадочным напряжениям.

Рис. 35. Установка для сборки и сварки крупногабаритных баков при горизонтальном положении оси: а—с базированием по продольной оси бака; б—с базированием по поверхности люнетов; 1 — неподвижная бабка; 2 — оснастка для базирования днища; 3 — днище бака, 4 — разжимное кольцо; 5 — обечайка; 6 — центрирующее устройство; 7 — оснастка для базирования обечаек и второго днища; 8 — подвижная бабка; 9— люнет; 10 — бандажное кольцо; 11 — калибровочное кольцо
Подготовленную сборку сваривают в нижнем положении по аргонодуговой или аргоно-гелиевой дуговой многопроходной сваркой.
После завершения сварки на конец подсборки, состоящей из днища и обечайки устанавливают следующую обечайку и повторяют процесс до тех пор, пока не возникнет необходимость сборки второго днища с цилиндрическим корпусом. Для этого второе днище с предварительно обработанными свариваемыми кромками привалочной плоскостью сопрягают с поверхностью оснастки 7 и закрепляют на оснастке. Последнюю приваренную к корпусу бака обечайку с калибровочным кольцом одним концом устанавливают на люнет 9, а другой закрепляют разжимным кольцом 4 и совмещают кромки второго шпангоута и обечайки. Заневоливание кромки обечайки от перемещения в процессе сварки осуществляют бандажным кольцом 10. Кромку шпангоута, как и в первом случае, не заневоливают, так как жесткость шпангоута высока и хорошо противостоит усадочным напряжениям. Сварочное кольцо изнутри бака извлекают после разборки через люк-лаза.
После сварки и удаления проплава бак подвергают очистке, гидроиспытаниям, просушке и пневмоиспытаниям для проверки герметичности.
Сборка бака в вертикальном положении базовой оси
Анализ отечественного и зарубежного опыта по изготовлению крупногабаритных баков из алюминиевых сплавов, методов и средств достижения заданной КД геометрической точности, а также конструктивно-технологических параметров изделий-аналогов выявил, что ни одно из известных решений неприменимо для сборки сварных топливных баков изделия «Энергия».
При разработке схемы сборки бака Н2 изделия «Энергия» были рассмотрены горизонтальный и вертикальный способы сборки и сварки баков.
При сборке и сварке бака в горизонтальном положении монтаж металлоемкой сборочной оснастки и демонтаж ее из бака являются крайне трудоемкими и опасными операциями, так как высока вероятность повреждения оболочки бака.
При сборке бака в вертикальном положении отсутствуют гравитационные боковые нагрузки; создаются определенность базовой оси секций и бака и наилучшие условия для контроля осей в процессе базирования и после сварки по каждой из секций.
Отсутствуют ограничения по массе разжимных колец, поскольку они не нагружают изделие своим весом; имеется удобный двухсторонний доступ при сборке и сварке и возможность увеличения жесткости и, следовательно, массы разжимных колец.
Сборку бака ведут параллельно-последовательно. Вначале на первом стенде, схема которого изображена на рис. 21 собирают пары секций (рис. 36).

Рис. 36. Сборочная единица из пары секций – обечаек: D2 – диаметр сопряжения с последующей секцией
Затем на другом стенде, схема которого аналогична рис. 21 — бак из пары секций с днищами и промежуточными шпангоутами (рис. 37).
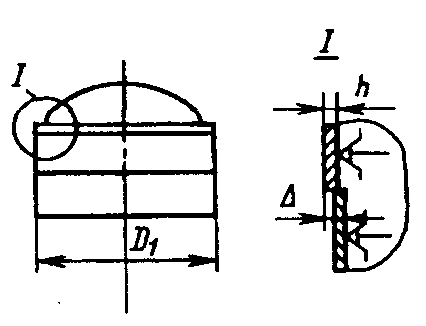
Рис. 37. Узел из пары секций и днища: D1 – диаметр сопряжения с последующей парой секций; h – зазор в стыке; h –толщина стенки бака
Сборку бака начинают с установки в стенд пары секций и верхнего днища. После растяжения стыка «секция-днище» на 12—15 мм по периметру производят сборку и импульсно-дуговую сварку собранного кольцевого стыка. Затем сваренный узел перемещают на другую установку, где фрезеруют ячейки по днищу. Продолжают наращивать собранный узел очередной парой секций и повторяют операции сборки, сварки и фрезерования кольцевых швов (рис. 38).

Рис. 38. Наращивание секций бака: Dв, Dн — диаметры секций по верхнему и нижнему торцам; — половина допуска на величину диаметра
Сварку нижнего днища с корпусом бака осуществляют в стенде, аналогичном представленному на рис. 21. схема базирования нижнего днища в этом стенде представлена на рис. 39.
|
|
а |
б |


Рис. 39. а – схема базирования при сборке замыкающего шва при сварке нижнего днища; б – вид собранного бака;1 – домкрат; 2 – нижнее днище бака; 3 – сварочная установка для ИДСП; 4 – секция бака; 5 – разжимное кольцо
Детали арматуры, установочные и соединительные детали, служащие для заправки и подачи компонентов, а также для соединения отдельных элементов силовой схемы и крепления различных коммуникаций, приборов и устройств (фланцы, штуцера, кронштейны, заборники, уголки, накладки, горловины, воронкогасители, патрубки и т.п.) относятся в большинстве случаев к жестким деталям общемашиностроительного типа. Они обычно изготавливаются из тех же материалов, что и основные элементы баков-конструкций. Ряд деталей этой группы изготавливают методами холодной штамповки из листовых, трубчатых и профильных заготовок; большинство же из них изготавливают механической обработкой.
После изготовления отдельных элементов и деталей баков и сборки некоторых сборочных единиц: обечаек, днищ, стыковочных юбок, стыковочных шпангоутов - они подаются на общую сборку баков.
С целью сокращения цикла изготовления и общей сборки все детали арматуры, установочные и соединительные детали должны по возможности собираться и привариваться к основным элементам баков на стадии узловой сборки.