

6.Выбор загрузочного и разгрузочного устройства
В качестве операционного накопителя выбираем тактовый стол-накопитель. Конструкция и общий вид тактового стола представлен на рис.4. Все размеры представлены в таблице 1.
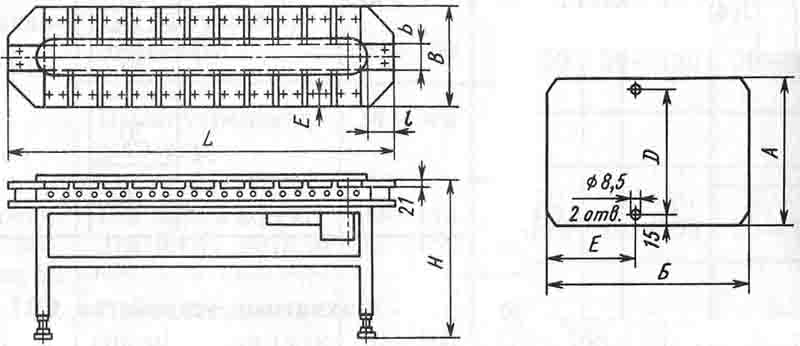
Рис.7: Тактовый стол
Модель стола |
Габаритные размеры стола, мм. |
Грузоподъём-ность одной пластины, кг. |
Число пластин |
Размеры пластин |
|||||
L |
B |
H |
АхБ |
lxb |
E |
D |
|||
CT 150 CT 150.01 |
2250 |
650 |
700-850 300-365 |
10 |
24 |
150x225 |
150x150 |
100 |
1200,2 |
CT 220 CT 220.01 |
3260 |
700 |
700-850 300-365 |
10 |
24 |
220x252 |
220x220 |
110 |
1900,2 |
CT 350 |
3350 |
950 |
700-850 |
20 |
12 |
350x382 |
350x350 |
175 |
3200,2 |
Таблица 1: Характеристики тактовых столов и размеры пластин к ним
Тактовый стол предназначен для транспортировки деталей в зону схвата ПР. Заготовку можно устанавливать непосредственно на пластину стола, если форма и размеры заготовки позволяют это сделать, или на спутники, которые крепятся на пластинках тактового стола. Допускается установка заготовок валов в вертикальном положении. Привод стола осуществляется асинхронным двигателем через коническую передачу и две зубчатые пары на звездочку, вращающую цепь с прикрепленными к ней каретками-пластинами.
Применение тактового стола для создания РТК обусловлено дискретностью накопления и транспортировки заготовок как в зону схвата ПР, так и на последующие этапы обработки на других станках. Заготовка поступает в зону схвата ПР в строго ориентированном положении, что минимизирует погрешности захвата заготовки манипулятором и установки её в рабочий орган станка.
Исходя из чертежа детали, представленного в задании на курсовое проектирование, можно сделать вывод о возможности транспортировки заготовки, а в последствии готовой детали по средствам тактового стола-накопителя.
Заготовки и готовые детали будут располагаться на стержне закреплённом на полете тактового стола.
7. Структурна схема управления ртк
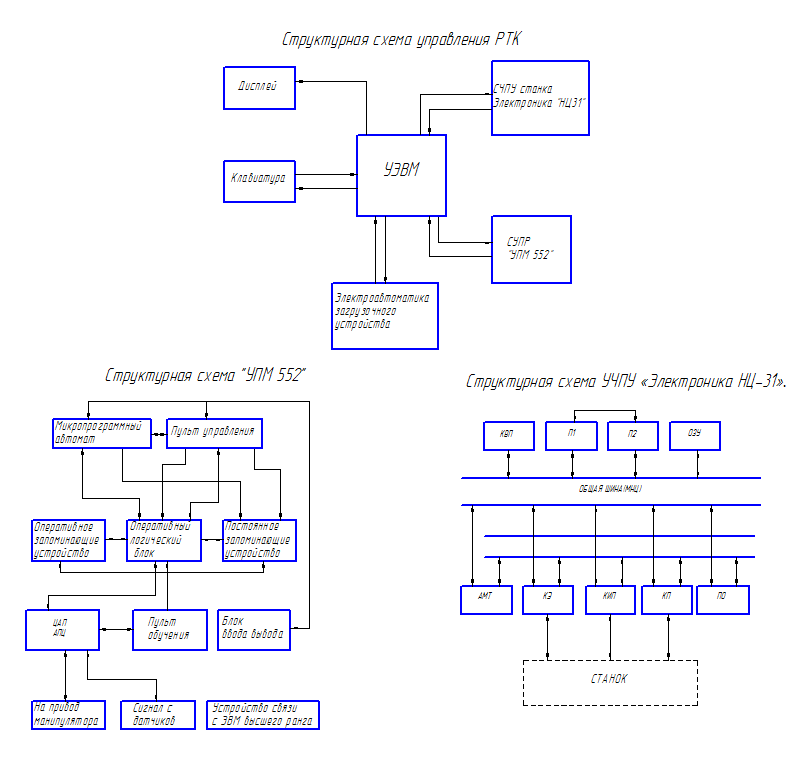
1. УЭВМ -Управляющая электронно-вычислительная машина.
2. СУПР - система управления промышленного робота УПМ 552
3. П1, П2 - процессоры;
.4. ОЗУ - оперативно-запоминающее устройство;
5. КВП - кассета внешней памяти;
6. МНЦ - магистраль (типа общая шина);
7. АМТ - адаптер магистрали и программируемый таймер;
8. КЭ - контроллер электроавтоматики;
9. КИП - контроллер импульсных преобразователей;
10. КП - контроллер приводов;
11. ПО - пульт оператора.
Заключение
В курсовом проекте спроектирована автоматизированная система на базе робототехнологического комплекса для обработки детали «Опора» (чертеж 2011.02.04-12).Таким образом, применение промышленных роботов способствует решению важных задач: улучшение условий труда работающих, повышение производительности труда, сокращение потребности рабочей силы и ряд социальных задач в народном хозяйстве.
Следовательно, робототехнологические комплексы должны отвечать следующим требованиям:
1) обеспечивать технологическую гибкость и адаптацию к изменениям условий производства;
2) производить стыковку оборудования разного назначения при широком варьировании транспортно-загрузочных и других вспомогательных средств;
3) обладать высокой работоспособностью и надежностью в эксплуатации;
4) предусматривать возможность дальнейшего развития и усовершенствования.
В данном курсовом проекте были осуществлены обзор и выбор: компоновок РТК с соответствующим технологическим оборудованием, промышленных роботов (ПР), выбор загрузочного и разгрузочного устройства.
В состав системы на базе РТК вошли:
В качестве основного технологического оборудования – станок токарный многоцелевой станок с ЧПУ модели ИРТ180ПМФ4;
В качестве вспомогательного оборудования: промышленный робот встраиваемого типа М10П.62.01; накопитель в виде тактового стола.