

4.2 Анализ компоновок ртк
Схема компоновки разрабатывается на основе имеющегося оборудования, его габаритных размеров и рационального расположения оборудования. Схемы автоматизированной производственной системы для обработки детали «Корпус» представлена в графической части данного курсового проекта на первом листе.
Компоновка роботизированного комплекса неразрывно связана с его структурой. В однопредметных комплексах с одним роботом можно выделить две разновидности планировки – линейную и кольцевую. При линейной планировке обслуживаемое роботом оборудование располагается в один или два прямолинейных ряда. Такие РТК строятся на базе напольных или портальных роботов. При кольцевой (полярной) планировке оборудование устанавливают вокруг робота в один (реже в два) дугообразный ряд. Здесь используются роботы с полярной системой координат (цилиндрической или сферической).
Сравнительно часто вход РТК (подводящий транспортёр или накопитель заготовок) и выход (отводящий транспортёр или накопитель обработанных деталей) выполняют раздельно: при значительном изменении формы и размеров изделий в процессе их обработки, а также при таких типах накопительных и транспортных устройств, которые не допускают одновременную работу с обработанными и необработанными деталями.
Перед представлением предлагаемых и возможных вариантов компоновок для обработки детали следует учитывать основные общие требования, предъявляемые к оборудованию.
К основному оборудованию предъявляют следующие основные требования:
высокая мощность электродвигателя привода главного движения и применение бесступенчатого регулирования его скорости в широком диапазоне;
повешенная жесткость несущих частей станка;
высокие скорости вспомогательных ходов рабочих органов;
низкая трудоемкость и малая продолжительность переналадки станков;
применение инструментальных магазинов, обеспечивающих автоматическую смену инструмента, а также различного типа многопозиционных револьверных головок, обеспечивающих быстросменность и удобное расположение инструментального оснащения;
применение встраиваемых в станок конвейеров и емкостей для удаления стружки;
удобство обслуживания;
Транспортно-накопительные системы деталей предназначены выполнять следующие функции:
транспортировать обрабатываемые детали (заготовки);
хранить в накопителях межоперационные заделы деталей;
транспортировать детали, обработанные на станках на позиции разгрузки;
В качестве вспомогательного оборудования в гибких производственных системах наиболее широкое применение нашли промышленные роботы (ПР). С их помощью автоматизируют следующие операции:
установку заготовок в рабочую зону станка (при необходимостью с контролем правильности базирования
снятие деталей станка и раскладку их в тару (накопитель)
передачу деталей от станка к станку
кантование деталей (заготовок) в процессе обработки;
очистку баз деталей и приспособление
смену инструмента
Необходимыми условиями эффективного применения ПР в условиях гибких производств являются следующие:
соответствии массы манипулируемого объекта грузоподъемности ПР
соответствие зоны, в которой должно проводиться манипулирование (транспортирование), зоне обслуживания робота
соответствии траектории, скорости и точности, требуемых для выполнения движений объекта, кинематическим и точностным возможностям ПР и возможности запрограммировать требуемые позиции
возможность захватывания объекта захватным устройством ПР или возможности стыковки соответствующего захватного устройства с кистью ПР
возможности организации беспрепятственного движения исполнительного устройства ПР между требуемыми позициями
соответствие условий окружающей среды (допустимая влажность, химическая активность и др.) исполнению ПР.
Рассмотрим несколько вариантов компоновок и выберем наиболее подходящую.
Вариант 1
Применяемое основное оборудование: станка мод ИРТ180ПМФ4, вспомогательное оборудование – промышленный робот портального типа и два тактовых стола
РТК со встроенными ПР занимают минимальную площадь.
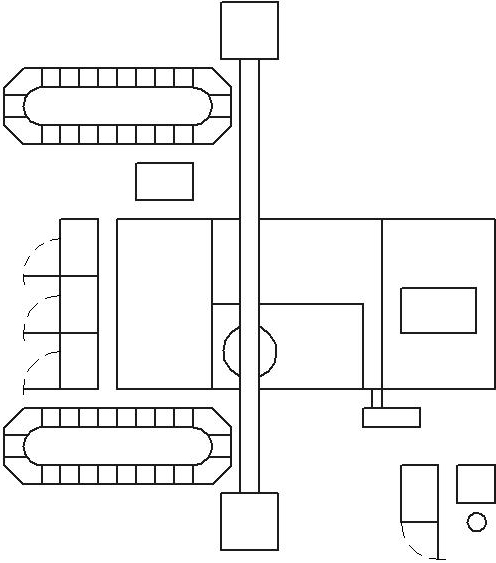
Рис. 4: Компоновка РТК с применением портального ПР
Вариант 2
Основное оборудование: станок мод. ИРТ180ПМФ4,вспомогательное оборудование ПР «KR-45/2»,и два тактовых стола
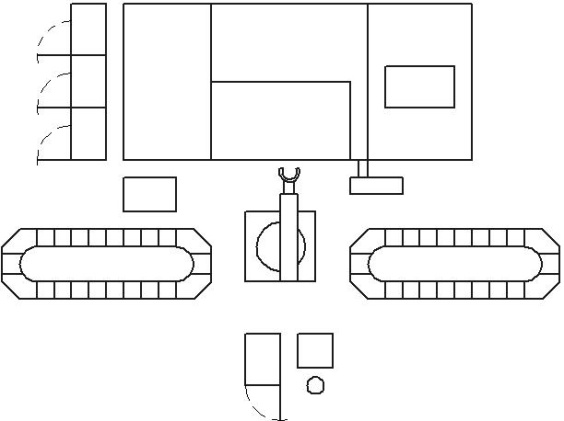
Рис. 5: Компоновка РТК с применением напольного ПР и двух тактовых столов
Вариант 3
Применяемое основное оборудование: станок мод. ИРТ180ПМФ4, вспомогательное оборудование – промышленный робот «М10П.62.01», тактовый стол.
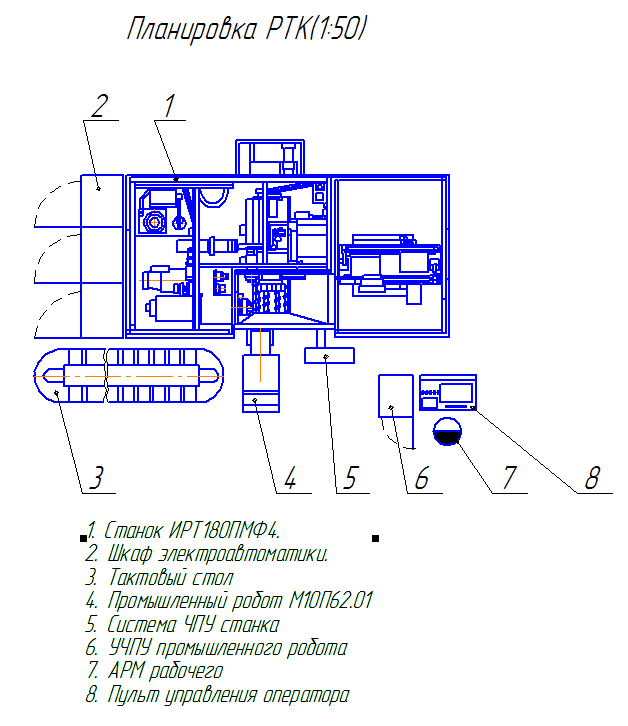
Рис. 6: Компоновка РТК с применением напольного ПР и одного тактового стола
В первом случае (Рис. 4) компоновка РТК занимает значительные площади цехового пространства. Установка и обслуживание портального робота, а так же дополнительного тактового стола увеличивает себестоимость выпускаемой продукции и время межоперационного простоя оборудования. К положительным особенностям данной компоновки можно отнести высокую точность позиционирования заготовок (деталей) как в шпинделе станка, так и при ориентировании, транспортирования и накопления.
Во втором случае (Рис. 5) компоновка РТК занимает меньшие площади цехового пространства за счёт применения напольного робота. Установка и обслуживание двух тактовых столов и напольного ПР выгоднее по экономическим показателям, чем в первом случае, но время межоперационного простоя оборудования всё ещё велико. К положительным особенностям данной компоновки можно отнести точность позиционирования заготовки (детали), а так же увеличение длительности непрерывной работы РТК без загрузки (выгрузки) магазинного накопителя.
В третьем случае (Рис. 6) компоновка РТК занимает минимально возможные площади цехового пространства. Обслуживание встроенного ПР и тактового стола обеспечивает минимально возможные себестоимость выпускаемой продукции, но время межоперационного простоя оборудования остаётся довольно значительным. Так же при данной компоновке обеспечивается высокая точность позиционирования заготовок (деталей) как в шпинделе станка, так и при ориентировании и установке их на устройство транспортирования и накопления.
Линейная компоновка РТК обеспечит легкий доступ к оборудованию при ремонте и наладке. Применение промышленных роботов обеспечивает высокую безопасность, освобождение от необходимости в ручную перемещать заготовки, а также высокую повторяемость. Компоновка РТК позволяет легко производить ремонт технологического оборудования. В данном случае в качестве механизма подачи заготовок тактовый стол
Рассматривая варианты предложенных схем компоновок, изображенных на первом листе курсового проекта, были выявлены недостатки первых двух и преимущество третьей компоновки.
Недостатки первых двух схем:
- наличие двух роботов существенно отразится на стоимости;
- сравнительно большие занимаемые площади.
Преимущества портальных роботов состоят в экономии производственной площади и удобстве обслуживания оборудования.