

2.Силы в дуге при спэ.
Силы тяжести – способствует переносу металла в нижнем положении, и препятствуют в потолочном. Наиболее сильно проявляются при малых токах, когда электродинамические силы малы.
Силы поверхностного натяжения:
а) придают каплям сферическую форму;
б) удерживают капли на «потолке»;
в) всасывают капли в жидкую сварочную ванну.
Чем коэффициент поверхностного натяжения, тем мельче капли и вероятнее переход к мелкокапельному и струйному переносу металла.
Электродинамические силы (пинч-эффекта) сильно влияют на перенос металла, особенно при больших токах. В слаботочных дугах, где эти силы малы, преобладает крупнокапельный перенос, а в сильноточных – струйный. Пинч-эффект – сжатие жидкого или газообразного проводника с током силами – является причиной давления дуги и плазменных потоков от электродов и участков сжатия дуги.
Реактивные силы, вызываемые давлением паров, обычно противодействуют начальному обрыву капли.
Сила давления паров F=R∙I2, где
R≈(1-5)∙10-7 Н/А2 – для прямой полярности;
R<3·10-8 Н/А2 – для обратной полярности.
Струйный перенос на обратной полярности возникает при меньших токах.
Электростатические силы порождаются градиентом потенциала в переходных областях дуги, особенно у катода, где Е=104-106 В/мм. Поскольку в столбе дуги Ес<<Ek (в тысячи и более раз), то создается разность давлений и течение газа от катода (или анода) в столб дуги подобно «электрическому ветру» с острия.
![]() Р=
Ркат-Рст=
Р=
Ркат-Рст=
![]() ,
мм.рт.ст. и может составлять несколько
мм.рт.ст.
,
мм.рт.ст. и может составлять несколько
мм.рт.ст.
Плазменные потоки также сильно влияют на перенос металла. Это особенно заметно, если катодное пятно и катодный поток не охватывают конец электрода, а мощный анодный поток охватывает катодный, затрудняет перенос металла, вызывая сдвиг капли в сторону или даже её подъём над уровнем торца электрода.
3.Характерные зоны сварных соединений
ЗТВ – зона основного металла, в которой в результате воздействия термического цикла сварки произошли изменения структуры и свойств основного металла.
Эти изменения можно оценить пользуясь диаграммой железо-углерод и зная температурное поле и скорость охлаждения.
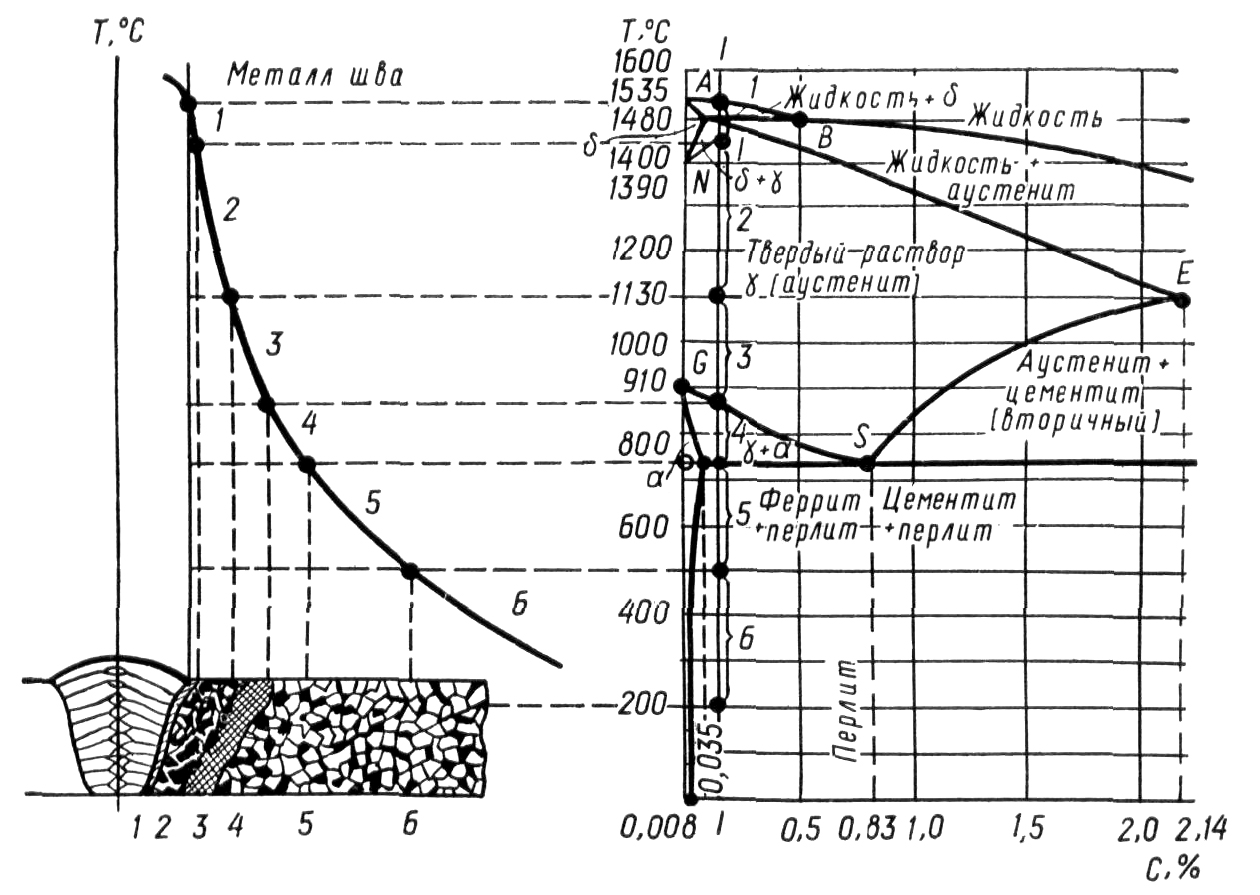
I-I – состав сплава
1 – участок полного расплавления – зона сплавления
2 – участок перегрева
3 – участок нормализации
4 – участок неполной перекристаллизации
5 – участок рекристаллизации
6 – участок синеломности
Виды превращений в металле сварных соединений
(Вторичная кристаллизация в металле шва)
Процесс первичной кристаллизации в сварочной ванне сплава I-I(малоуглеродистая сталь) заканчивается при Ts. Металл шва приобретает аустенитную структуру γ-Fe, но аустенитные зерна образуются в пределах первичных столбчатых кристаллов.
При дальнейшем понижении температуры структурные изменения не происходят до ТА3 – соответствующей началу перекристаллизации. Затем следуют структурные изменения в твердой фазе – вторичная кристаллизация металла.
Она начинается при ТА3 и протекает до ТА1.
В точке А3 начинается выделение из аустенита (γ-Fe) - объемно-центрированная кубическая решетка ферритной составляющей (α-Fe) – гранецентрированная кубическая решетка, в результате полиморфного превращения γ→α. По мере выделения феррита оставшейся аустенит будет обогащаться углеродом в соответствии с кривой GS и при температуре ТА1 произойдет его распад на механическую смесь феррита (α-Fe) и цементита (Fe3C), содержащую 0,83%С, известную под названием перлита.
Высокие скорости охлаждения при сварке, сильно влияя на характер превращения в наплавленном металле, создают структуры, отличающиеся от равновесных.
Иногда при перегреве в металле шва возникает видманштеттова структура. В этом случае феррит выделяется не по границам зерен, а по их кристаллографическим плоскостям(куба, октаедра и др.) в виде различных полосок, параллельных друг другу или под определенными углами (часто 1200). Видманшеттовая структура обладает худшими механическими свойствами, в частности низкой ударной вязкостью
Сварка взрывом
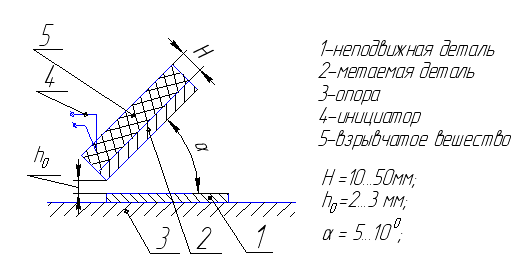
При инициировании ВВ волна детонации распространяется вдоль поверхности метаемой детали со скоростью 2 – 3 км/с. Высокая скорость детонации и высокое давление образующихся при взрыве газов сообщают метаемой детали высокую скорость (≈ 1 км/с).
Метаемая деталь приобретает свойства жидкого тела (возникает кумулятивный эффект). Кумулятивная струя, состоящая из материала метаемой детали, очищает поверхность неподвижной детали от окисных пленок и загрязнений и приваривается к ней.

В большинстве случаев поверхность сварного стыка представляет собой затвердевшую гидродинамическую волну.
В результате соударения метаемой и неподвижной детали возникает волна пластической деформации, распространяющаяся со скоростью звука. Наличие этой волны – необходимое условие образования соединения при сварке взрывом.
При этом происходит следующее:
адиабатический процесс нагрева поверхности неподвижной детали;
создание активных центров сварки;
уменьшение упругой энергии вводимой при соударении, что снижает вероятность разрушения сварного соединения растягивающими напряжениями, возникающими после напряжений сжатия от взрыва