

4. Взаимодействие металлов со шлаками при сварке
Шлаки представляют собой сплав различных оксидов и солей, который имеет пониженный по сравнению с жидким металлом удельный вес и поэтому располагается в основном на поверхности металлической ванны.
Химические свойства шлака определяются степенью кислотности:
ΣМ% кислотных оксидов (SiO2, TiO2, P2O5, B2O3)
n=
ΣM% основных оксидов (FeO, MnO, NiO, CaO, BaO)
кислый при n>1;
основной при n<1 – раскисляющее действие, т.е. перевод из сварочной ванны в шлак растворенных в ней окислов металлов.
(МеО)осн + (МеО)кисл ↔ (МеО)осн *(МеО)кисл
Физические свойства шлаков.
1)Температура плавления Тпл.шл.. Для шлаков нет резкой границы от твердого состояния к жидкому. За температуру плавления условно принимают температуру, при которой шлак начинает растекаться по поверхности свариваемого изделия. Оптимальная температура плавления шлака должна быть немного ниже температуры солидуса твердого сплава (для стали – ниже на 200-300о). Если Тпл.шл > Топт ,то шлак растекается не полностью и плохо защищает сварочную ванну.
2)Вязкость.
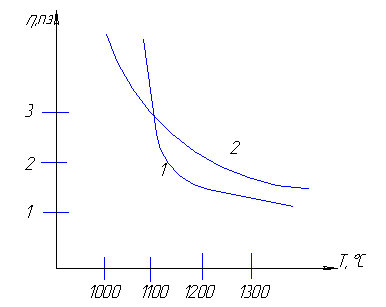
1.«короткий» шлак η(1200-1400о)≈const;
2.«длинный» шлак.
Длинные шлаки обычно кислые, силикатные не кристаллизуются, а переходят в стекловидную аморфную массу. Они менее активны по отношению к металлу и отличаются худшими формирующими свойствами.
3)Коэффициент поверхностного натяжения – чем меньше коэффициент поверхностного натяжения на границе жидкий металл – шлак, тем лучше формируется сварной шов.
4)Плотность – чем ниже плотность, тем лучше удаляется шлак из сварочной ванны.
5)Газопроницаемость – способность пропускать выделяющиеся из металла газы. Если у шлаков плохая газопроницаемость, то на поверхности металла создается повышенное давление газов, препятствующее их дальнейшему выделению, приводя к пористости в сварном шве. Густые шлаки обладают плохой, а маловязкие подвижные шлаки – высокой газопроницаемостью.
6)Электропроводность – играет положительную роль (при ЭШС), и отрицательную роль (при сварке под флюсом и при сварке покрытым электродом), поскольку шунтируется ток дуги.
Для сварки более желательны маловязкие, легкоподвижные, быстрозатвердевающие шлаки – короткие, основные шлаки.
Билет №6
2. Влияние режима сварки и теплофизических свойств материала на поле температур.
При росте скорости сварке при постоянной эффективной мощности Рн = const ( Pи = U*I*ηи) изотермы уменьшаются по длине и щирине примерно пропорционально .
= const. V2 > V1
С ростом Ри эффективной мощности при постоянной скорости сварки ν = const изотермы увеличиваются по длине и ширине (причем увеличение длины изотерм происходит быстрее увеличение по их ширине).
При постоянной погонной энергии (q = Ри/ν = const) влиянии увеличения мощности преобладает над влиянием увеличения скорости. Нагретые зоны возрастают. Длина изотерм увеличивается, ширина медленно увеличивается к своему пределу.
Из теплофизических коэффициентов наиболее существенно влияет коэффициент теплопроводности λ ( ).
С ростом λ уменьшается длина изотерм и уменьшается, но медленнее ширина изотерм (при сρ ≈ const).
С ростом теплоемкости металла сρ длин изотерм уменьшается, ширина также уменьшается, но медленнее. (подробно п.1)