

2. Фальцевальные автоматы. Назначение, область применения, принцип построения, основные узлы.
Фальцевальные машины предназначены для складывания отпечатанных листов в тетради заданного формата и конструкции с правильной последовательностью страниц, для складывания деловых товаров, форзацев, карт.
Фальцевальная машина состоит из следующих основных частей: самонаклада, фальцевальных секций (от одной и более), приемного устройства (одного или нескольких), привода, контрольно-блокировочной и пневматической систем. Современные машины могут оснащаться цифровыми электронными системами управления. Помимо этого существует большое количество различных вспомогательных устройств, устанавливаемых на фальцевальные машины.
Классификация ФМ
По виду движения материала
Безвыстойные
Выстойные
По виду материала
Листовые
Рулонные (ленточные)
По расположению сгиба относительно направления движения
Продольные
Поперечные
По конструкции
Вороночные
Клапанно-барабанные
Ножевые
Кассетные
Вакуумные
Струйные
Струнные
Ременные
Вороночные (рис. 1.18.)
Фрикционные
Рис. 1.18.
«+» Простота конструкции, высокая надежность, удобство в эксплуатации, фальцовка до 10 лент, нет ограничений на скорость движения полотна.
«-» Переход краски на воронку, появление морщин в месте сгиба на плотной бумаге, при фальцовке нескольких лент возникает смещение полей.
Клапанно-барабанные (рис. 1.19.)
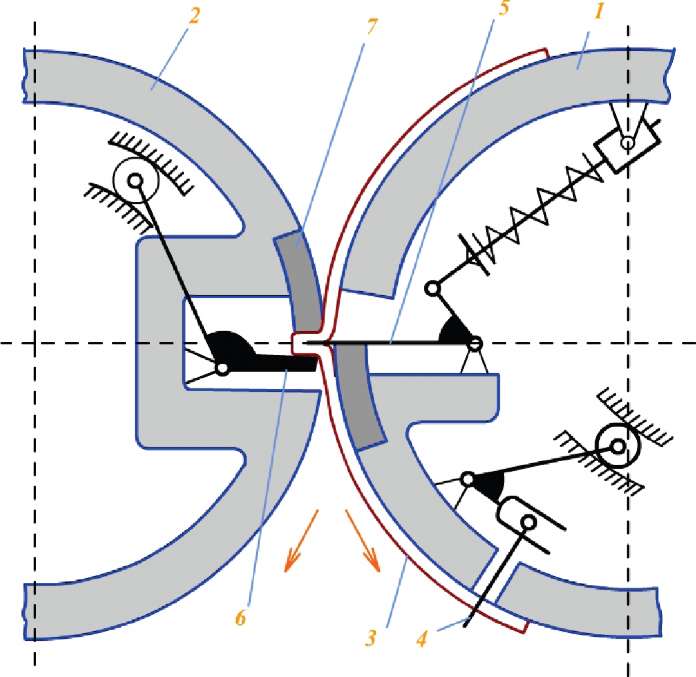
«+» Возможность фальцовки 2 листов при фальцовке с подборкой, высокая скорость.
«-» Невысокая точность фальцовки, нечеткий сгиб из-за нахождения фальц ножа в момент получения сгиба, сложности при настройке места фальца.
Ножевые (рис. 1.20)
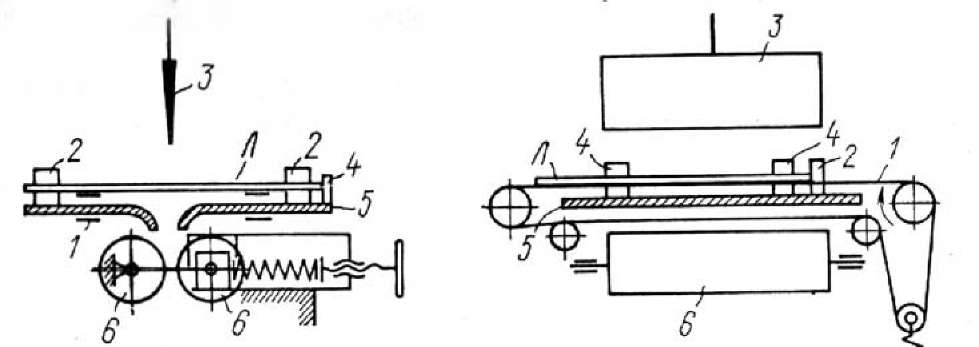
Рис. 1.20.
Состоит из 2х фальцваликов 6 и ножа 3. Лист выравнивается по двум упорам 2 и 4, после выравнивания опускается нож 3 и лист вводится в контакт с фальцваликами.
«+» Высокая точность фальцовки, работает практически со всеми сортами бумаги, кроме особо тонких и очень гладких. Низкая трудоемкость настройки
«-» Ограниченные варианты фальцовки, динамические нагрузки в механизме ножа, сложность конструкции.
Кассетные(рис. 1.21)
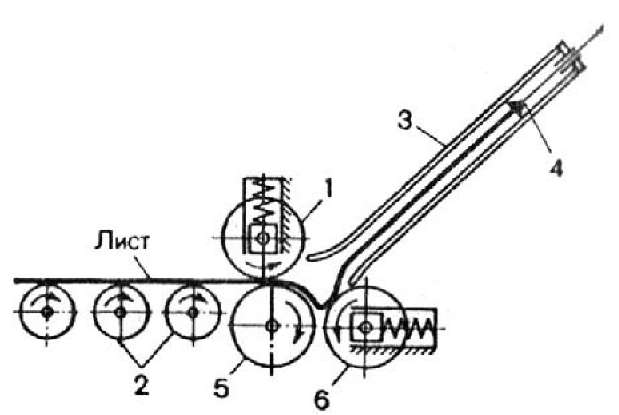
Рис. 1.21.
Ри
Сгиб получается за счет образования петли в движущемся листе.
Лист транспортером 2 перемещается подающим валиками 1 и 5, один из которых подпружинен. Эти валики захватывают лист и подают в кассету 3, где имеется упор 4, ограничивающий перемещение передней кромки. Дойдя до упора кромка останавливается, а лист продолжает поступать в кассету, при этом в нижней части листа образуется петля, которая захватывается фальцваликами 5 и 6. Подшипники валика 6 подпружинены, что обеспечивает необходимый обжим получаемого сгиба.
Кассеты обычно располагают под углом 45 или 300, стенки кассет делают из листовой стали, с продольными прорезями.
«+» Простота конструкции, отсутствие возвратно-поступательно движущихся деталей, высокая скорость, широкие технологические возможности, удобство в обслуживании.
«-» Менее точная фальцовка, требования к материалу (нельзя обрабатывать особо плотные, тонкие и гладкие материалы).
Вакуумные (рис. 1.22)
Рис. 1.22.
«+»Простота конструкции, отсутствие инерционных нагрузок, фальцовка тонких и гладких листов.
Струйные (рис. 1.23)
Рис. 1.23.
«+» Фальцовка любого материала
«-» Шум, пыление бумагой
Струнные (рис. 1.24)
Рис. 1.24.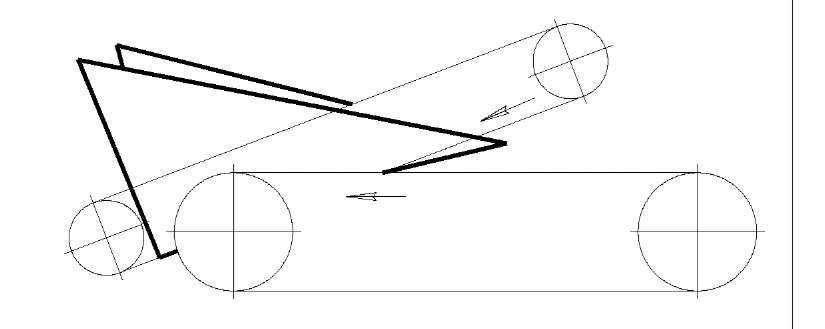
Ременные
(рис. 1.25)
Рис. 1.25.
Фрикционные
(рис.
1.26)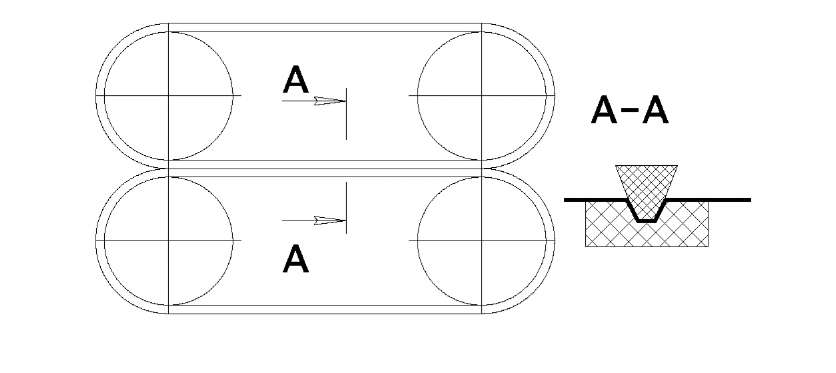
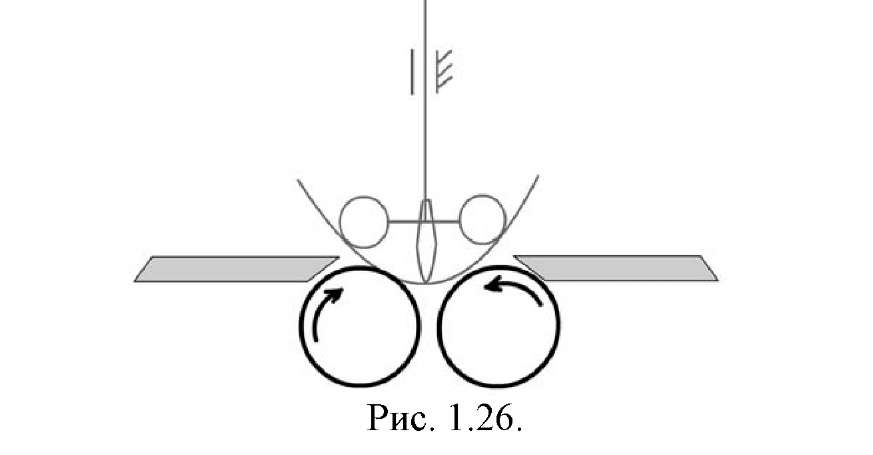
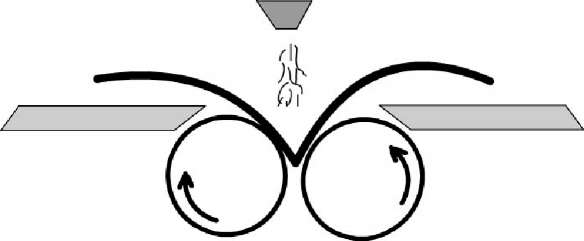
Образование сгибов в фальцаппарате происходит за счет упругого контакта вращающихся валиков, между которыми проходит согнутый в петлю лист. Формирование такой петли и ее подача во вращающиеся фальцвалики происходит двумя основными способами:
- ножевой
- кассетный
Машины, соответственно бываю ножевыми, кассетными и комбинированными.
Самонаклады
Предназначены для автоматической подачи листов в первую фальцевальную секцию. Для ножевых и комбинированных машин листы должны подаваться циклически, т.е. в строго определенное время, а для кассетных - непрерывно.
Фальцевальные машины оснащают плоскостапельными или круглостапельными самонакладами. Круглостапельные самонаклады находят большее применение - ими оснащено примерно 60% всех фальцевальных машин.
Фальцевальные валики и устройства их регулировки
Ф.В. делаются стальными с параллельным или косым рифлением поверхности, которое необходимо для уменьшения проскальзывания листов
В каждой паре фальцваликов один из них располагается в неподвижных подшипниках, а другой - в регулируемых. Пружины создают упругий обжим сгиба. Удельная сила обжима невелика: 0,2-0,4 Н/мм. Она зависит от качества бумаги, толщины листов и т.д. и регулируется предварительным сжатием пружин.
Транспортеры
Для перемещения листов в фальцевальных секциях применяются тесемочные и роликовые транспортеры. В секциях с ножевыми фальцевальными аппаратами листы подаются тесемочными транспортерами, а в секциях с кассетными аппаратами - роликовыми.