

Билет №10
1. Качество поверхностей деталей машин
Качество поверхностей деталей машин характеризуется рельефом поверхности и физико-механическими свойствами поверхностного слоя. Рельеф
поверхности определяется макрогеометрией(волнистость) и микрогеометрией (ше
роховатостью). (Рис.15.1). Макронеровности – это погрешности формы, такие, как
овальность, конусность, бочкообразность, седлообразность для цилиндрических
поверхностей, выпуклость и вогнутость для плоских.
Шероховатость поверхности – совокупность неровностей поверхности относительно малыми шагами, рассматриваемых на определенной базовой длине. Волнистость занимает промежуточное положение между макронеровностями и шероховатостью и представляет совокупность более или менее одинаковых периодически повторяющихся неровностей, у которых шаг между смежными возвышенностями или впадинами превышает базовую длину или соизмерим с нею. Возникновение волнистости связано с вибрациями технологической системы. Обычно волнистость включается в отклонение формы.
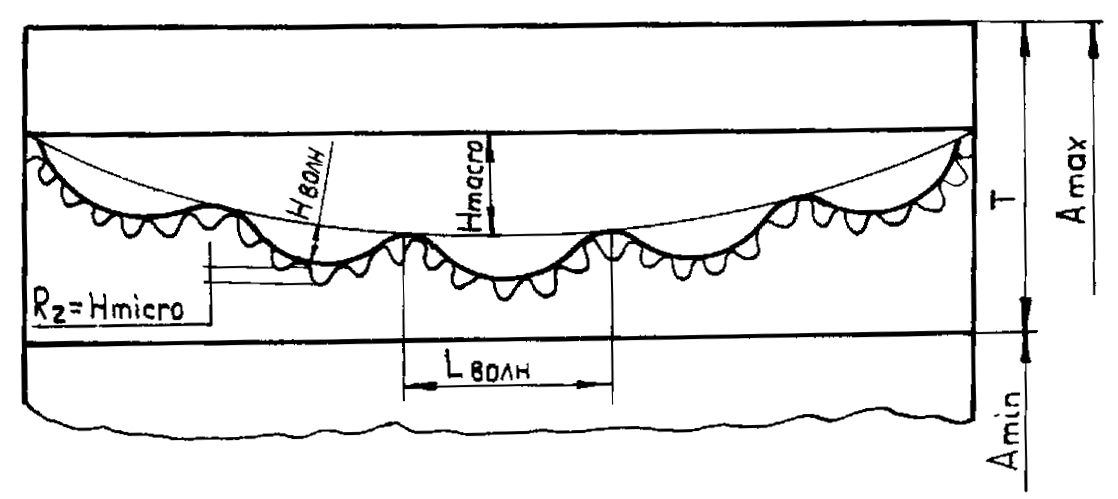 Рис.15.1.Рельеф
поверхности.
Рис.15.1.Рельеф
поверхности.
Шероховатость поверхности оценивается рядом параметров, которые регламентированы ГОСТом. Средняя линия профиля – линия, имеющая форму
номинального профиля и проведенная так, что в пределах базовой длины среднее
квадратичное отклонение профиля до этой линии минимально. Отклонения профи
ля – расстояние между любой точкой профиля и средней линией, измеренное по
н ормали,
проведенной к средней линии через эту
точку профиля. Высота неровностей
профиля по 10 точкам: Rz –
сумма средних арифметических абсолютных
значений отклонений точек пяти наибольших
минимумов и пяти наибольших максимумов
профиля в пределах базовой длины:
ормали,
проведенной к средней линии через эту
точку профиля. Высота неровностей
профиля по 10 точкам: Rz –
сумма средних арифметических абсолютных
значений отклонений точек пяти наибольших
минимумов и пяти наибольших максимумов
профиля в пределах базовой длины:
 где Hi max –
отклонения пяти наибольших максимумов
профиля; Hi min
– отклонения пяти наибольших минимумов
профиля. Для средней линии, имеющей
форму
где Hi max –
отклонения пяти наибольших максимумов
профиля; Hi min
– отклонения пяти наибольших минимумов
профиля. Для средней линии, имеющей
форму
отрезка прямой, ,
где hi max – расстояние от высших точек
пяти наибольших максимумов до линии, параллельной средней и не пересекающих профиль; hi min – расстояние от низших точек пяти наибольших минимумов до
этой же линии.
На картах эскизов, относящихся к операциям, при которых удаляется слой ма
териала (точение, шлифование, полирование и т.д.), в обозначении шероховатос-
т![]()
![]()
![]() и
используют знак , например ,
и
используют знак , например ,
Качество поверхностей деталей машин непосредственно влияет на такие важней
шие эксплуатационные характеристики машин, как прочность, долговечность,
износостойкость, сопротивляемость коррозии, шум в передачах и т.д.
2. Изготовление червячных поверхностей.
3.Методы исследования точности.
Понятие «точность» для любой детали характеризуется:
а)точность размеров (диаметр, длины, ширины);
б) точность формы: которая определяется степенью соответствия реальной поверхности геометрически правильной поверхности;
в) точностью расположения относительно других поверхностей;
г) шероховатостью, т.е. степенью отличия от идеально гладкой поверхности.
Погрешность формы, размеров и расположения поверхностей во многих случаях связаны между собой. Например, при изменении расстояния Н (рис.9.1. необходимо учитывать величину ρ, характеризующую отклонение от параллельности оси отверстия и нижней плоскости корпусной детали.
На точность обработки влияют следующие факторы:
1. Органические погрешности схемы формообразования.
2. Геометрические погрешности станка ненагруженном состоянии.
3.Погрешности режущих инструментов и приспособле-
Ний.
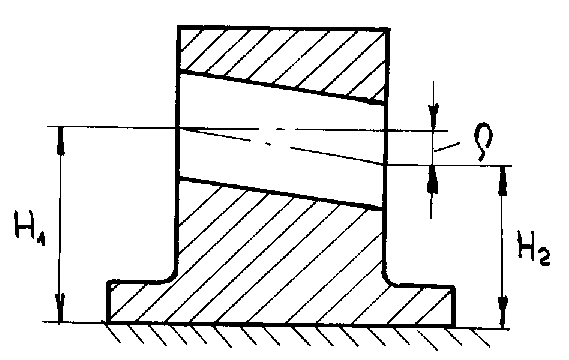 Рис.9.1.
Взаимосвязь погрешностей размеров и
расположения
Рис.9.1.
Взаимосвязь погрешностей размеров и
расположения
поверхностей.
4. Упругие и пластические деформации технологической системы.
5. Тепловые деформации технологической системы.
6. Деформации детали при распределении внутренних напряжений, возникающих в процессе получения исходной заготовки и ее обработки.
7.Размерный износ инструмента.
8.Погрешность измерений в процессе обработки.
9. Погрешность настройки станков.
10. Погрешности базирования и закрепления.