

Вопрос №4. Изготовление отливок в разовые песчаные формы. Свойства литейной формы. Составы формовочной и стержневой смесей.
Литье в песчаные формы в настоящее время является универсальным и самым распространенным способом изготовления отливок. Этим способом изготовляют разнообразные по сложности отливки любых массы и размеров из сталей, чугунов и сплавов цветных металлов.
Сущность литья в песчаные формы заключается в изготовлении отливок свободной заливкой расплавленного металла в разовую разъемную и толстостенную литейную форму, изготовленную из формовочной смеси по многократно используемым модельным комплектам (деревянным или металлическим), с последующим затвердеванием залитого металла, охлаждением отливки в форме, извлечением ее из формы с последующей отделкой.
Отличительными особенностями способа являются малые теплопроводность, теплоемкость и плотность песчаной формы, что позволяет получать отливки с малой толщиной стенки (2,5 ... 5 мм); невысокая интенсивность охлаждения расплава в форме приводит к снижению скорости затвердевания отливки, укрупнению структуры и появлению в массивных узлах усадочных раковин и пористости; сравнительно низкая огнеупорность материала способствует развитию на поверхности контакта форма - отливка физико-химических процессов, которые могут приводить к появлению пригара в поверхностном слое отливки.
Для изготовления отливок используют сырые, сухие и подсушенные песчаные формы; химически твердеющие формы изготовленные из специальных самотвердеющих смесей; формы, изготовленные
по газифицируемым моделям; формы, изготовленные из песчано-смоляных смесей по металлической нагреваемой оснастке и др.
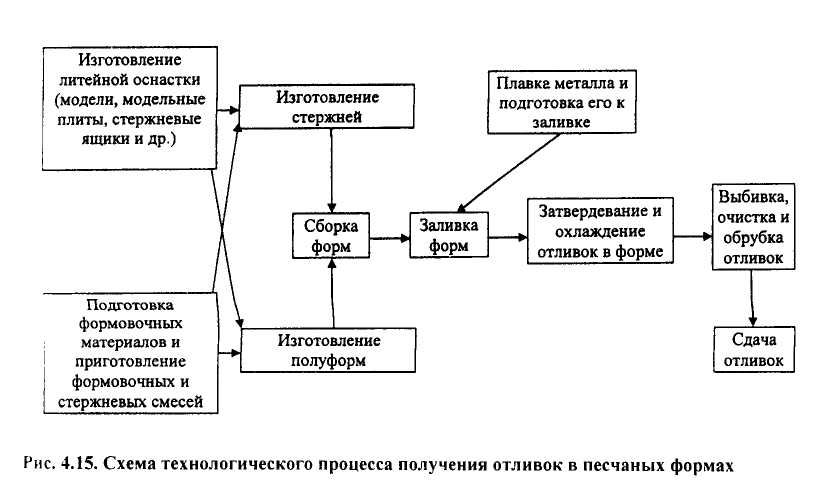
Технологический процесс изготовления отливок состоит из ряда основных и вспомогательных операций, выполняемых в определенной последовательности. Для изготовления литейных форм используются модельный комплект, формовочные и стержневые смеси и другие материалы и оборудование.
Формовочные и стержневые смеси.
Формовочные материалы - это совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей. В качестве исходных материалов используют формовочные кварцевые пески и литейные формовочные глины. Глины обладают связующей способностью и термической устойчивостью, что позволяет получать отливки без пригара. Если глина не
обеспечивает необходимых свойств смесей, применяют различные связующие материалы. Кроме того, используют противопригарные добавки (каменноугольную пыль, графит), защитные присадочные
материалы (борную кислоту, серный порошок) и др.
Формовочная смесь - это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм.
Формовочные смеси должны иметь высокую огнеупорность, достаточные прочность и газопроницаемость, пластичность, податливость и т.д.
Огнеупорность - способность смеси и формы сопротивляться размягчению или расплавлению под воздействием температуры расплавленного металла. Чем крупнее песок, тем меньше в нем примесей и пыли, и чем больше кремнезема, тем огнеупорнее смесь. При низкой огнеупорности на поверхности отливки образуется пригар - прочное соединение формовочной или стержневой смеси с поверхностью отливки.
Прочность - способность материала формы не разрушаться при извлечении модели из формы, при транспортировании и заливке форм. Прочность формовочной смеси повышается с увеличением содержания глины, с уменьшением размеров зерен песка, плотности.
Газопроницаемость - способность смеси пропускать через себя газы. Газопроницаемость тем выше, чем больше песка в формовочной смеси и чем он крупнее, а также чем меньше содержание
глины в формовочной смеси.
Пластичность - способность деформироваться без разрушения и точно воспроизводить отпечаток модели. Пластичность смеси увеличивается с повышением
в ней до определенного предела связующих материалов и воды, а также песка с мелкими зернами.
Податливость - способность формы или стержня сжиматься при усадке отливки.
Формовочные смеси, используемые при производстве стальных отливок, должны обладать высокой прочностью и термомеханической устойчивостью, так как температура заливки стали значительно выше температур заливки чугуна и цветных сплавов. Поэтому формовочные смеси для мелких и средних по массе стальных отливок приготовляют из кварцевых песков с малым содержанием глины, а в качестве связующего используют огнеупорную глину (бентонит).
Формы для чугунных отливок получают из формовочной смеси, приготовляемой из глинистых песков. Для мелких отливок при машинной формовке применяют единые формовочные смеси, по составу и свойствам близкие к облицовочным. В качестве противопригарной добавки в смесь вводят каменноугольный порошок. Крупные формы для чугунных отливок изготовляют из облицовочной и наполнительной смесей.
Формовочные смеси для отливок из цветных сплавов в первую очередь должны обеспечивать малую шероховатость поверхности отливок. Огнеупорность смесей имеет второстепенное значение из-за низких температур заливки форм.
Стержневая смесь - это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных стержней. Стержни при заливке расплавленного металла испытывают значительные тепловые и механические воздействия по сравнению с формой, поэтому стержневые смеси должны отличаться более высокими огнеупорностью, газопроницаемостью, податливостью, малой газотворной способностью, легко выбиваться из отливок и т.д.
Стержневые смеси в зависимости от способа изготовления стержней разделяют на смеси: с отверждением стержней тепловой сушкой; с отверждением в нагреваемой оснастке; жидкостекольные, отверждаемые углекислым газом; холоднотвердеющие на синтетических смолах.