

6.2. Определение режимов выполнения технологических операций.
Выполнение задачи может осуществляться тремя методами:
Справочно-информационный метод
Расчетный метод
Экспериментальный метод
В нашем случае воспользуемся справочно-информативным методом:
Рекомендуемые параметры переработки термопластичных полиуретанов различной твердости:
Наименование показателя |
Твердость по Шору А., ( усл. ед. ) |
||
76-85 |
85-94 |
94-98 |
|
Время разогрева материала в нагревательном цилиндре литьевой машины, е |
300-600 |
300-600 |
300-600 |
Температура литья, С |
160-180 |
180-200 |
190-215 |
Температура формы, °С |
20-40 |
20-40 |
20-60 |
Удельное давление при литье, МПа |
40-60 |
50-90 |
60-120 |
Время выдержки под давлением, с |
20-40 |
10-30 |
10-30 |
Время охлаждения образцов в форме, с |
50-120 |
45-80 |
35-80 |
Частота вращения шнека, мин. |
5-60 |
5-75 |
5-80 |
6.3. Нормирование технологических операций
1.Нормирование времени выполнения технологических операций
Графически структуру ТО «Литье под давлением» можно представить следующим образом:
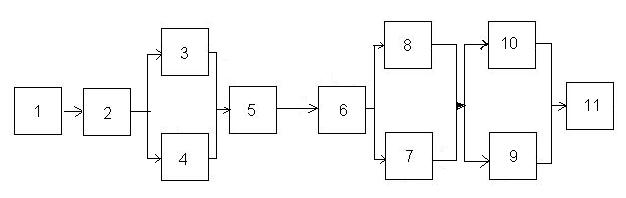
Загрузка ПМ (ВП)
Подготовка необходимой доли расплава (плавление, гомогенизация, уплотнение) (РП)
Смыкание частей пресс-формы (ВП)
Подвод узла впрыска к форме (ВП)
Инжекция расплава ПМ в форму (РП)
Выдержка под давлением (РП)
Охлаждение без давления (РП)
Отвод узла впрыска (ВП)
Раскрытие формы (ВП)
Отделение литника (РП)
Извлечение готового изделия (ВП)
Определение оперативного времени:
tоп=tо+tвсп,
где tо – основное технологическое время, затрачиваемое на изменение предмета труда; tвсп – вспомогательное время, затрачиваемое на действия по обеспечению tо в каждом цикле выполнения ТО.
tо = tрп2+tрп5 + tрп6 + tрп7 + tрп10
tвсп = tвп1 + tвп3 + tвп4 + tвп8 + tвп3 + tвп11
Операции 3 и 4, 7 и 8, 9 и 10 выполняются параллельно, поэтому время наименее протяженной ТО в каждой паре не учитываем.
tо = 10 + 1 + 15 + 15 = 41 сек
tвсп = 30 + 5 + 5 + 20 = 60 сек
tоп = 41 + 60 = 101 сек
Определение штучно-калькуционного времени (Тшк):
Тшк = tоп + tобсл + tотдх + tподг.закл.;
где + tобсл + tотдх + tподг.закл составляет приблизительно 15% от tоп
Тшк = 101+15 = 116 сек
Нормирование расхода ПМ:
Норма расхода материала осуществляется по формуле:
Нр = Кр ∙ Рн,
Кр – безразмерный расходный коэффициент;
Рн – масса отливки
Рн = Ро + Рл,
Ро – масса отлитых изделий,
Рл – масса литниковой системы
Рн = 326,4 + 205,5 = 531,9
Кр = 1,029
Нр = 531,9 ∙ 1,029 = 547,3
6.4. Назначение операторов и разрядов работ
В условиях среднесерийного производства были выбраны операторы имеющие среднюю квалификацию (табл. 6.4)
Таблица 6.4 Определение профессии операторов и разрядов работ.
-
Профессия рабочего
Средний разряд
Основные рабочие:
Литейщик пластмасс
4
Дробильщик
3
Укладчик-упаковщик
2
Вспомогательные рабочие:
Наладчик литьевых машин
4
Контроллер
4
Транспортировщик
2
Кладовщик
Без разряда
∑ср
3,2