

39. Термическая обработка цементируемой стали.
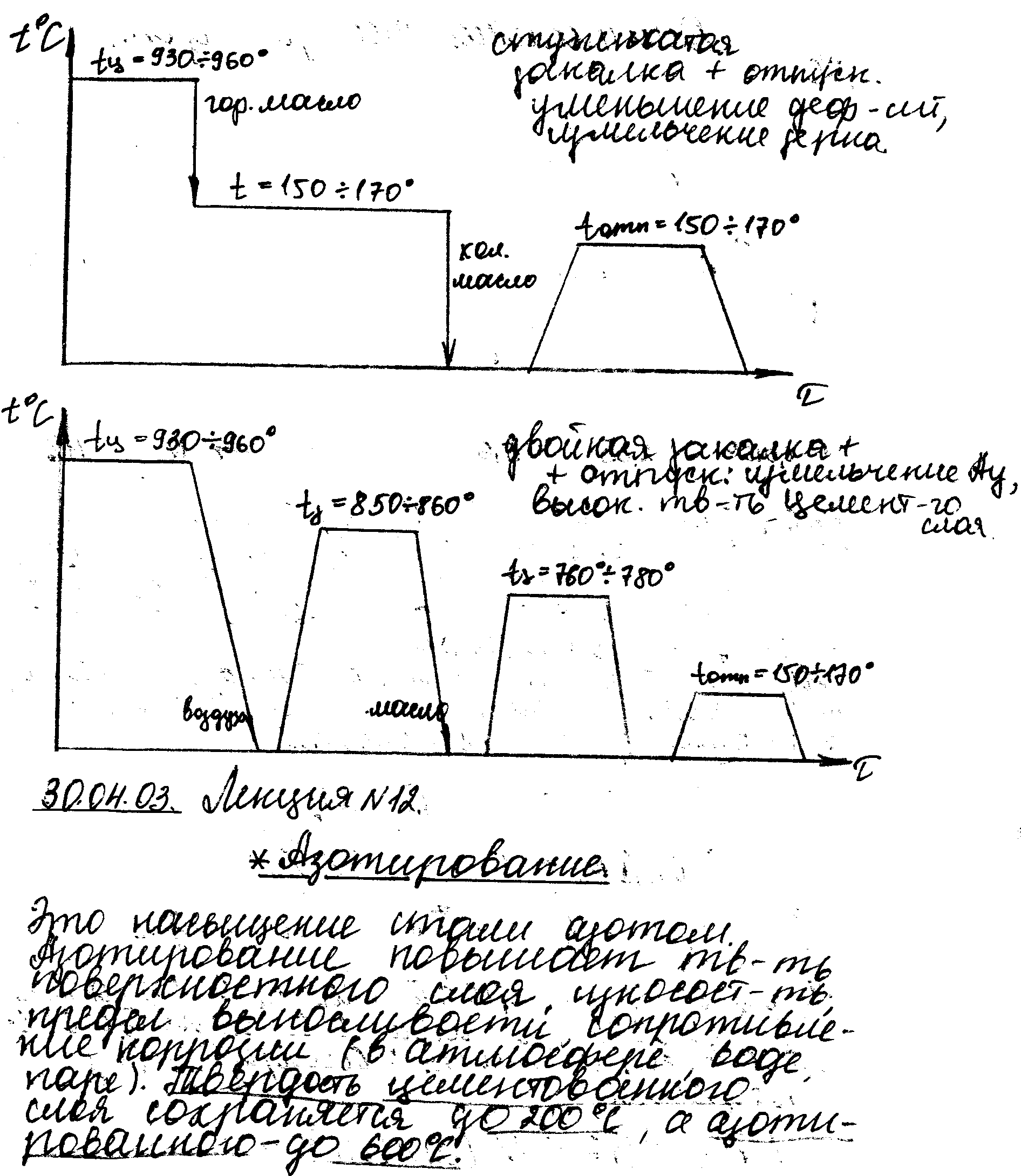
1 – крупномелкоигольчатый мартенсит грубокристаллическая структура сердцевины.
температура отпуска(150-170С)
С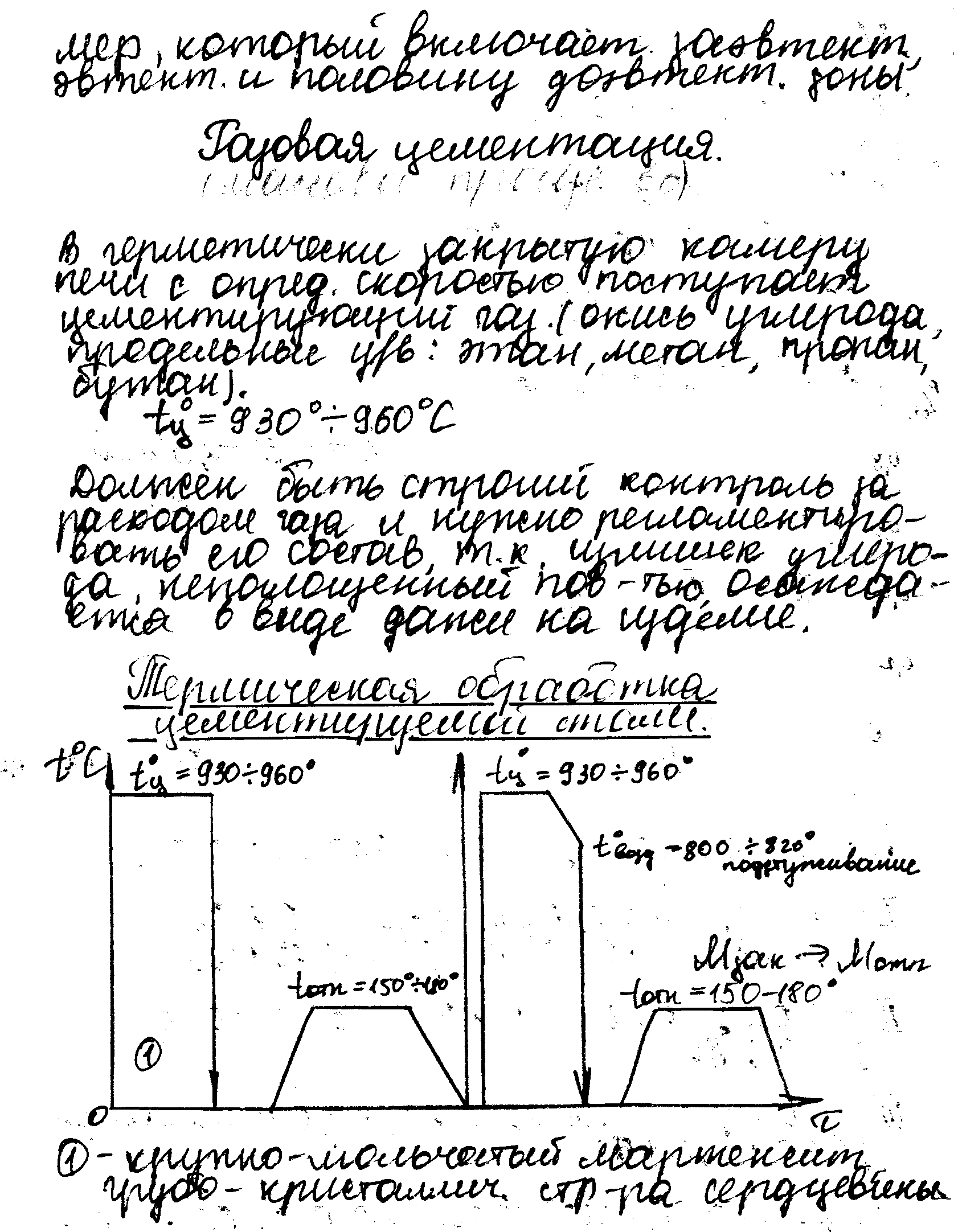 тупеньчатая
закалка(150С
сначала в гор. масле, потом в холодном)
+ отпуск(150-170С) уменьшение деформаций,
измельчение зерна
тупеньчатая
закалка(150С
сначала в гор. масле, потом в холодном)
+ отпуск(150-170С) уменьшение деформаций,
измельчение зерна
двойная закалка(масло 850-860С, 760-780С) +отпуск(150-170С) – измельчение аустенита, высокая твёрдость цементируемого слоя.
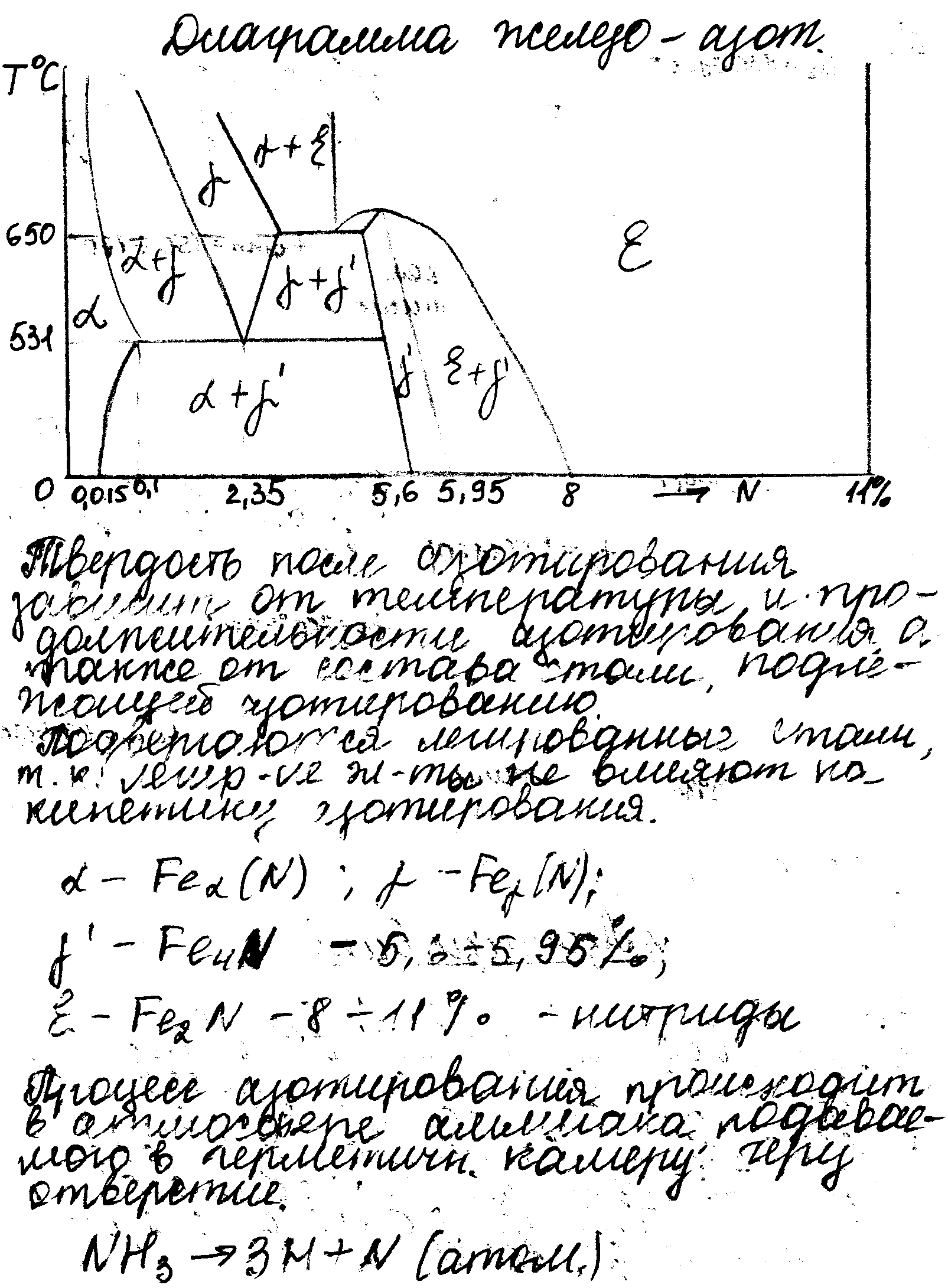
40.Азотирование – это насыщение поверхности стали азотом . Азотированием повышают твердость поверхностного слоя , износостойк. , предел выносливости, сопротивление коррозии в средах: атмосфера, вода, пар. Твердость цементованого слоя сохраняется до 200°, а азотированного до 600-650°.Твёрдость после азотирования зависит от температуры и продолжительности азотирования, а также от состава стали, подлежащей азотированию. Подвергаются легированные стали, так как легированные элементы не влияют на кинетику азотирования.
![]() Процесс
азотирования происходит в атмосфере
аммиака подаваемого в герметичную
камеру через отверстие
Процесс
азотирования происходит в атмосфере
аммиака подаваемого в герметичную
камеру через отверстие
![]() .
Переход от одной фазы к другой
сопровождается резким изменением
концентрации азота. Для азотирования
применяются среднеуглеродистые и
легированные стали. Образуются нитриды
спец. элементов. Они очень сильно повышают
твердость и износостойкость, поверх
слоя (38ХМЮА, 38ХВФ). Этапы: 1)предв. термич
обработка (закалка 900-950° в воду или масло
+отпуск 600-650°). 2) механическая обработка,
включая шлифование и доводка на заданный
размер. 3) Защита участков, не подвергающ.
азотированию (наносят олово электролит.
методом). 4) азотирование. Для повышения
коррозионной стойкости азотирование
проводят при температуре 600-650С.
.
Переход от одной фазы к другой
сопровождается резким изменением
концентрации азота. Для азотирования
применяются среднеуглеродистые и
легированные стали. Образуются нитриды
спец. элементов. Они очень сильно повышают
твердость и износостойкость, поверх
слоя (38ХМЮА, 38ХВФ). Этапы: 1)предв. термич
обработка (закалка 900-950° в воду или масло
+отпуск 600-650°). 2) механическая обработка,
включая шлифование и доводка на заданный
размер. 3) Защита участков, не подвергающ.
азотированию (наносят олово электролит.
методом). 4) азотирование. Для повышения
коррозионной стойкости азотирование
проводят при температуре 600-650С.
Диаграмма железо-азот:
41.
Закалка ТВЧ. Нагрев
ТВЧ происходит за счет теплового действия
тока, индуцированного в изделие, которое
помещают в переменное магнитное поле.
Переменный ток протекает через индуктор,
создавая вокруг него переменное магнитное
поле. Это поле пронизывает изделие,
находящееся внутри индуктора, и вызывает
в нем индуктивный ток. Самая большая
плотность тока на поверхности изделия.
Глубина проникновения тока увеличивается
с повышением температуры .
При достаточной мощности изделие очень
быстро (2-3 сек) нагревается до температуры
закалки, и если быстро охладить, изделие
на поверхности примет полную закалку.
Чем больше частота тока, тем меньше
глубина проникновения тока. Источниками
питания служат ламповый или магнитный
генератор. Закалку ТВЧ производят в
специальных установках. Способы закалки
ТВЧ: 1.Одновременнын нагрев и охлаждение
всей поверхности изделия (для изделия
небольшого размера). 2.Последовательный
нагрев и охлаждение отдельных участков
(для упрочнения шеек коленвала, кулачков
распредвала, зубьев зубчатых передач).
3.Непрерывно-последовательный нагрев
и охлаждение (для упрочнения длинных
валов и осей). Сталь, прошедшая закалку
ТВЧ сохраняет мелкое действительное
зерно(зерно аустенита не растёт). Для
закалки ТВЧ применяются стали с
содержанием углерода не менее 0.4%. после
закалки поверхность имеет структуру
мартенсита, затем М+Ф, а в сердцевине—исходная
структура(П+Ф). Преимущества
мелкое зерно; термообработка происходит
очень быстро, изделие получается без
окалины, что уменьшает припуск на
дальнейшую обработку.
.
При достаточной мощности изделие очень
быстро (2-3 сек) нагревается до температуры
закалки, и если быстро охладить, изделие
на поверхности примет полную закалку.
Чем больше частота тока, тем меньше
глубина проникновения тока. Источниками
питания служат ламповый или магнитный
генератор. Закалку ТВЧ производят в
специальных установках. Способы закалки
ТВЧ: 1.Одновременнын нагрев и охлаждение
всей поверхности изделия (для изделия
небольшого размера). 2.Последовательный
нагрев и охлаждение отдельных участков
(для упрочнения шеек коленвала, кулачков
распредвала, зубьев зубчатых передач).
3.Непрерывно-последовательный нагрев
и охлаждение (для упрочнения длинных
валов и осей). Сталь, прошедшая закалку
ТВЧ сохраняет мелкое действительное
зерно(зерно аустенита не растёт). Для
закалки ТВЧ применяются стали с
содержанием углерода не менее 0.4%. после
закалки поверхность имеет структуру
мартенсита, затем М+Ф, а в сердцевине—исходная
структура(П+Ф). Преимущества
мелкое зерно; термообработка происходит
очень быстро, изделие получается без
окалины, что уменьшает припуск на
дальнейшую обработку.