

23. Размеры. Виды размеров по едсп.
Размер – числовое значение величины параметра (диаметр, длина и т.д.) в выбранных единицах измерения.
Размеры подразделяют на номинальные, действительные и предельные.
Номинальный
размер –
это размер, который служит началом
отсчета отклонений и относительно
которого определяются предельные
размеры. Номинальный размер отверстия
обозначают латинской прописной буквой ![]() ,
вала – латинской строчной буквой
,
вала – латинской строчной буквой ![]() .
.
Номинальный размер получают в результате расчетов (на прочность, жёсткость и т.п.) или выбирают из конструктивных и технологических соображений. При этом расчетное значение размера должно округляться до ближайшего нормального линейного размера по ГОСТ 6636-69.
Применение стандартных номинальных размеров дает большой экономический эффект, так как создает основу при сокращении типоразмеров изделий и деталей, а также технологической оснастки, в первую очередь режущих инструментов, калибров и т.п.
Действительный размер – размер элемента, установленный измерением.
Предельные размеры – два предельно допустимых размера, в пределах которых должен находиться действительный размер детали. Из этих определений следует, что для изготовления детали ее размер должен задаваться двумя предельно допустимыми значениями: наибольшим и наименьшим.
Отклонением размера называется алгебраическая разность между размером (действительный, предельный) и соответствующим номинальным размерами.
24. Основные отклонения
В ЕСДП расположение поля допуска относительно нулевой линии характеризуется основным отклонением.
 Основное
отклонение –
одно из двух предельных отклонений
(верхнее или нижнее), ближайшее к нулевой
линии. Основные отклонения обозначаются
одной или двумя буквами латинского
алфавита, прописными для отверстий
(А,В,С, СD.D … ZC) и строчными для
валов (а,в,с,сd … zc). В ЕСДП введены
понятия основного вала и основного
отверстия. Основный
вал –
вал, верхнее отклонение которого равно
нулю, т.е. es =
0.
Основное
отверстие
– отверстие,
нижнее отклонение которого равно нулю,
т.е. EI =
0. Основной вал обозначается буквой h,
а основное отверстие – Н.
Основное
отклонение –
одно из двух предельных отклонений
(верхнее или нижнее), ближайшее к нулевой
линии. Основные отклонения обозначаются
одной или двумя буквами латинского
алфавита, прописными для отверстий
(А,В,С, СD.D … ZC) и строчными для
валов (а,в,с,сd … zc). В ЕСДП введены
понятия основного вала и основного
отверстия. Основный
вал –
вал, верхнее отклонение которого равно
нулю, т.е. es =
0.
Основное
отверстие
– отверстие,
нижнее отклонение которого равно нулю,
т.е. EI =
0. Основной вал обозначается буквой h,
а основное отверстие – Н.
Буквами Js, js, обозначается симметричное расположение поля допуска размера относительно нулевой линии. В этом случае числовые значения верхнего и нижнего отклонений одинаковы и определяются в зависимости от допуска (квалитета).
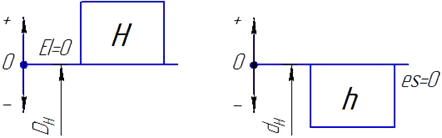
При одном и том же буквенном обозначении числовое значение основного отклонения изменяется в зависимости от номинального размера. а б
Рис. 7. Расположение полей допусков основного отверстия (Н) и основного вала (h).
Основные отклонения отверстий, как правило, равны по числовому значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой, следовательно:
для отверстий с отклонениями А … Н EI = –es;
для отверстий с отклонениями J … ZC ES = –ei.
25. Предельные отклонения размеров с неуказанными допусками. Требования на отклонения размеров с неуказанными допусками регламентируются ГОСТ 30893.1 — 2002 «Общие допуски. Предельные отклонения линейных и угловых размеров» введенным взамен ГОСТ 25670-83. Стандарт вводит понятие общий допуск. Общий допуск размера — это предельные отклонения (допуски) линейных или угловых размеров, указываемые на чертеже или в других технических документах общей записью и применяемые в тех случаях, когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров. Общие допуски применяют для следующих размеров с неуказанными индивидуально предельными отклонениями:
- линейных размеров (например, наружных, внутренних, радиусов, расстояний, размеров уступов, размеров притупленных кромок, наружных радиусов закруглений и размеров фасок);
- угловых размеров, включая угловые размеры, обычно не указываемые, т. е. прямые углы (90°), если нет ссылки на ГОСТ 30893.2, или углы правильных многоугольников;
- линейных и угловых размеров, получаемых при обработке в сборе.
Числовые значения предельных отклонений для размеров от 1 до 10000 мм приведены в таблицах стандарта в зависимости от класса точности. В стандарте предусмотрены следующие классы точности: точный — f, средний — m, грубый — c, очень грубый — v. Кроме симметричных предельных отклонений, установленных в основной части стандарта, в дополнение к ИСО 2768-1 допускается применение односторонних предельных отклонений для размеров отверстий и валов по квалитетам ГОСТ 25349 и ГОСТ 25348 — вариант 1, или классам точности: точный — t1, средний — t2, грубый — t3, очень грубый — t4.
При этом на элементы деталей условно именуемые валами и отверстиями предельные отклонения назначаются также как и на основные отверстия и валы (H — для отверстий, h — для валов), а на элементы деталей не относящиеся к отверстиям и валам — симметрично ±IT/2. Квалитету 12 соответствует точный класс, 14 квалитету соответствует средний класс, 16 квалитету — грубый и 17 квалитету — очень грубый.
Неуказанные предельные отклонения углов, радиусов закруглений и фасок отдельно в тексте не указываются, их значения должны соответствовать установленным стандартом и соответствующим назначенным квалитетам или классам точности для предельных отклонений линейных размеров.
26. Посадка. Система посадок ЕСДП. Соединение и сопряжение деталей посадки - это характер соединений или сопряжений деталей определяемый значениями получающихся в ней зазора и натяга. Система посадок в системе отверстия – эта посадка в котором требуемые зазоры и натяги получают сочетанием различных полей допусков валов с основным отверстием. Посадки в системе вала – посадки в котором требуемые зазоры и натяги образ. Сочетанием различных полей допусков отверстия с полем допуска основного вала h. Системы вала и отверстия формально равноправны, однако система отверстия является предпочтительной. Различные валы в системе отверстия могут обрабатываться резцом. Тогда как для получения отверстия применяется большое количество инструментов. Бывают посадки вне системы.
27. Посадка. Типы посадок по ЕСДП. Соединение и сопряжение деталей посадки - это характер соединений или сопряжений деталей определяемый значениями получающихся в ней зазора и натяга. В зависимости от возможности относительно перемещения сопрягаемых деталей разделяют посадки: с зазором – зазор – это разность между размерами отверстий или вала до сборки. Если размер отверстия больше размера вала, посадки с натягом. Натяг – это размер вала больше размера отверстия. Зазор – S , натяг- N.
28.
Посадки гладких соединений с зазором.
Посадки
с зазором харак - ся наличием Smax
наибольшего , Smin – наименьшего зазора.
Smax будет иметь место, если сопрягать
наибольший предельный размер отверстия
с наименьшим предельным размером вала.
Smin при сопряжении наименьшего предельного
размера отверстия с наибольшим предельным
размером вала. Посадки с зазором
предназначены для подвижных и неподвижных
соединений деталей. Зазор в подвижных
соединениях служит для обеспечения
свободного относительного перемещения.
Бывают посадки скольжения использованные
для неподвижных
 соединений
при высоких требованиях точности
центрирования. Бывают посадки движения
– посадки низкой точности. Посадки
ходовые – распространены для перемещения
с малым зазором, посадки легко ходовые
используются при больших длинах
соединений для компенсации прогиба
деталей.
соединений
при высоких требованиях точности
центрирования. Бывают посадки движения
– посадки низкой точности. Посадки
ходовые – распространены для перемещения
с малым зазором, посадки легко ходовые
используются при больших длинах
соединений для компенсации прогиба
деталей.