

Расчет коэффициента использования материала
Коэффициент использования материала Ки.м. определяется по формуле 7
![]() (7), ([5],стр.248)
(7), ([5],стр.248)
Где:
М![]() – масса готовой детали (рис.6); рассчитано
при помощи программы Компас 3D
V9;
– масса готовой детали (рис.6); рассчитано
при помощи программы Компас 3D
V9;
М![]() – масса заготовки (рис.7) (рассчитано
при помощи программы Компас 3D
V9)
– масса заготовки (рис.7) (рассчитано
при помощи программы Компас 3D
V9)
Дипломный проект разработан с помощью системы проектирования Компас-3D V9, которая позволяет автоматически рассчитать массу заготовки и детали электронной математической модели с точностью от 6 до 9 знака после запятой.
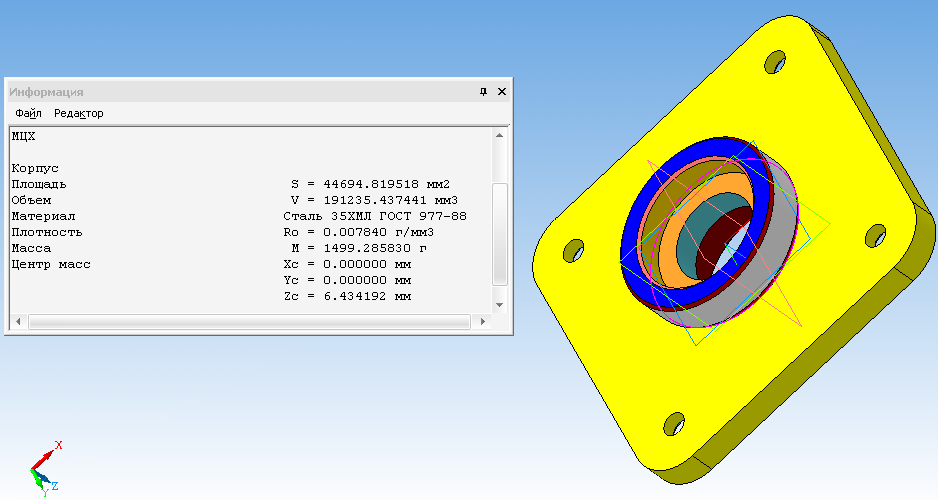
Рис. 6. Модель детали «Корпус» (после механической обработки)
Расчет коэффициента использования материала при использовании заготовки, полученной методом литья по выплавляемым моделям.

Рис.7. Модель заготовки, полученной методом литья по выплавляемым моделям
М – 1,5 кг.
М – 1,8 кг. (метод литья по выплавляемым моделям)
![]()
Способ – литьё в кокиль.
Расчеты аналогично метода литья по выплавляемым моделям.
Точность отливки 10-3-10-7 ГОСТ 26645-85 где,
10- класс точности размеров;
3 - степень коробления;
10 - степень точности поверхности
7 - класс точности масс;
5 - ряд припуска на механическую обработку;
Плоскости. Для обрабатываемой поверхности детали.
См. рис. 3
См. формулу 3
Таблица 7 Расчет припусков на обработку при литье в кокиль
LД |
Шероховатость поверхности, (по чертежу детали), Rа |
ТО |
Z |
0,5∙ТО |
LО= (LД + Z) ±0,5∙ТО |
Размер на чертеже отливки |
40 |
6,3 |
2,2 |
1,9 |
1,1 |
(40+1,9+1,9)±0,5∙2,2=43,8±1,1 |
43,8±1,1 |
20 |
6,3 |
2 |
1,7 |
1 |
(20-1,7+1,9)±0,5∙2=20,2±1 |
20,2±1 |
10 |
6,3 |
1,6 |
1,6 |
0,8 |
(10+1,9-1,6)±0,5∙1,6=10,3±0,8 |
10,3±0,8 |
15 |
6,3 |
1,8 |
1,6 |
0,9 |
(15+1,9-1,6)±0,5∙1,8=15,2±0,9 |
15,3±0,9 |
15 |
6,3 |
1,8 |
1,6 |
0,9 |
(15+1,9-1,6)±0,5∙1,8=15,2±0,9 |
15,3±0,9 |
Для не обрабатываемой поверхности детали
См. рис. 4
См. формулу 4
Таблица 8 Размеры необрабатываемых поверхностей
LД |
ТО |
0,5 ТО |
LО= LД ± 0,5 ∙ ТО |
Размер на чертеже отливки |
120 |
3,2 |
1,6 |
120± 0,5 · 3,2 |
120± 1,6 |
Валы, отверстия. Для обрабатываемой поверхности детали
См. рис.5
Отверстия (охватывающая поверхность)
См. формулу 5
Таблица 9 Размеры отверстий
DД |
Шероховатость поверхности, (по чертежу детали), Rа |
ТО |
Z |
0,5∙ТО |
DО = (DД - 2∙Z) ± 0,5 ТО
|
Размер на чертеже отливки |
30H11 |
3,2 |
2,2 |
2,5 |
1,1 |
(30-2,5∙2)±0,5∙2,2=25±1,1 |
25±1,1 |
44H9 |
1,6 |
2,4 |
3,2 |
1,2 |
(44-3,2∙2) ±0,5∙2,4=37,6±1,2 |
37,6±1,2 |
50 |
6,3 |
2,4 |
2 |
1,2 |
(50-2∙2) ±0,5∙2,4=46±1,2 |
46±1,2 |
Валы (охватываемые поверхности)
См. формулу 6
Таблица 10 Размеры охватываемых поверхностей
DД |
Шероховатость поверхности, (по чертежу детали), Rа |
ТО |
Z |
0,5∙ТО |
DО = (DД - 2∙Z) ± 0,5 ТО
|
Размер на чертеже отливки |
80 |
6,3 |
2,8 |
2,2 |
1,4 |
(80+2,2∙2)±0,5∙2,8=84,4±1,4 |
84,4±1,4 |
60H11 |
3,2 |
2,4 |
2,8 |
1,2 |
(60+2,8∙2) 0,5∙2,4=65,6±1,2 |
65,6±1,2 |