

Устойчивость и стабильность технологических процессов
Устойчивостью технологического процесса называют его свойство сохранять точность параметров качества изделий во времени.
Стабильностью технологического процесса называют его свойство сохранять постоянными во времени характеристики и закон распределения погрешностей параметров качества изделий.
Стабильность ТП – показатель более общий по сравнению с устойчивостью. Процесс нельзя считать стабильным, если даже малое отклонение характеристик закона распределения достигается за счет периодической подстройки процесса. Оценка стабильности ТП осуществляется выборочным методом. При этом используются текущие выборки. Они дают мгновенные значения распределений производственных погрешностей.
Мгновенным распределением ft(x) называют распределение значений xi случайной величины x за столь малый промежуток времени t, в течение которого воздействие всех внешних факторов остается неизменным.
Кроме мгновенного существует полное (суммарное) распределение производственных погрешностей.
Полным распределением называют распределение производственных погрешностей параметра качества изделий, изготовленных за некоторый, сравнительно большой промежуток времени t, в течение которого воздействие внешних факторов может изменяться.
В нестабильном ТП полное распределение по числовым характеристикам и по форме закона распределения отличается от мгновенного из-за воздействия различных факторов, меняющихся во времени. На практике стабильность ТП можно оценить с помощью контрольных карт. Наиболее точной оценкой стабильности точностные диаграммы. На точностной диаграмме по оси абсцисс откладывают, как правило, время, по оси ординат – значение параметра качества. В заданном поле координат изображаются зависимости центров групп преобразований среднеквадратических отклонений и полей рассеяния мгновенных распределений погрешностей параметра качества. Предполагается, что за рассматриваемый промежуток времени t вид закона мгновенного распределения не меняется.
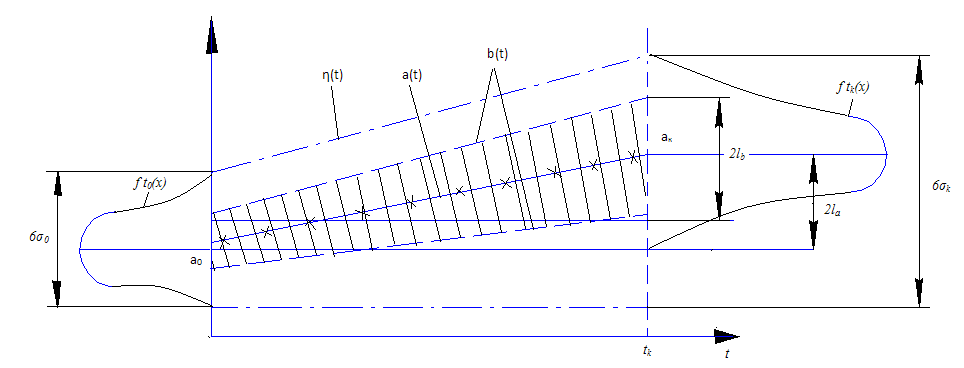
Рис. 31. Точностная диаграмма
a(t) – линия изменения среднего значения параметра качества;
b(t) – линия изменения среднеквадратичного значения;
η(t) – линия изменения полей рассеивания;
ft0(x) – гауссовское мгновенное распределение погрешностей параметров качества, соответствующих начальному значению аргумента;
ftk(x) – гауссовское мгновенное распределение погрешностей параметров качества, соответствующих конечному значению аргумента;
a0, ak – центры группирования погрешностей.
По виду точностной диаграммы и типу закона полного распределения можно судить о состоянии анализируемого ТП и выявить дестабилизирующие факторы. Интенсивности изменения центров группирования функция a(t) и среднеквадратических значений функция b(t) мгновенных распределений погрешностей позволяют количественно оценить стабильность данного процесса.
![]() ;
;
![]()
где la - половина диапазона изменения функции a(t);
lb – половина диапазона изменения функции b(t);
0 – среднее квадратическое значение параметра качества в начальный момент t0.
При стабильном технологическом процессе a=b=0.