9.4. Превращение аустенита в мартенсит
При очень высоких степенях переохлаждения аустенита резко снижается диффузионная подвижность атомов. (В частности, у эвтектоидной стали она близка к нулю при температуре 240С). При таких температурах -железо превращается в -железо, а весь растворенный в -железе углерод не успевает покинуть раствор и перенасыщает -железо. Перенасыщенный раствор углерода в -железе называют мартенситом.
Мартенсит - неравновесная фаза. В равновесии -железо растворяет максимум 0,006% углерода, а мартенсит может содержать углерода столько, сколько его было в исходном аустените. В результате этого решетка -железа теряет кубичность и становится тетрагональной. Из-за этого появляются избыточные внутренние напряжения, и мартенсит оказывается очень твёрдой и хрупкой фазой.
Мартенситное превращение наблюдается при скоростях охлаждения аустенита выше критической (vкр). При таких скоростях охлаждения удаётся обойти зону перлитного превращения 3 и попасть в зону мартенситного превращения 5 (рис. 9.2.).
Мартенситное превращение начинается при температуре МН и заканчивается при температуре МК. Его особенностью является то, что оно идёт только при непрерывном охлаждении. Остановка в охлаждении приводит к стабилизации аустенита, и последующее охлаждение уже не приводит к его распаду. Превращение имеет бездиффузионный, сдвиговый характер. Поэтому кристаллическая решетка мартенсита оказывается строго ориентированной по отношению к решетке исходной фазы - аустенита. Превращение идёт с большой скоростью (≈1000 м/с). Зёрна мартенсита растут до пересечения с границами зёрен аустенита, а последующие его пластины вырастают под углом 60 или 120 к первоначальным.
9.5. Превращения при отпуске закалённых сталей
Структура стали сразу после закалки является неравновесной. Она содержит мартенсит, имеют место избыточные внутренние напряжения и искажения кристаллической решётки. При отпуске структура таких сталей становится более равновесной.
Отпуск проводят при температурах ниже температур фазовых превращений. При нагреве закалённой стали до температуры порядка 200С избыточный углерод частично выходит из мартенсита и образуются необособленные карбиды. В результате тетрагональность его решётки уменьшается и получается мартенсит отпуска. Он менее твёрдый, но более пластичный. При температуре нагрева стали 400С избыточный углерод полностью покидает мартенсит и образует цементит. В результате формируется структура троостита отпуска. При нагреве стали до 600С происходит объединение карбидов и формируется структура сорбита отпуска. Сорбит и троостит отпуска отличаются зернистым строением. В отличие от пластинчатой формы такая структура обеспечивает сталям более высокую вязкость и пластичность.
10. Технология термической обработки стали
10.1. Отжиг и нормализация стали
Отжиг состоит в нагреве стали до определённых температур с последующей выдержкой и медленным её охлаждением в печи. В результате отжига сталь приобретает равновесную структуру, свободную от остаточных напряжений.
Различают отжиг первого и второго рода. Отжиг первого рода не связан с фазовыми превращениями в сталях. В зависимости от назначения отжиг первого рода может быть либо диффузионным, либо рекристаллизационным, либо отжигом для снятия внутренних напряжений.
Диффузионный отжиг применяют для устранения неоднородности слитков стали по химическому составу. С этой целью образец нагревают до температур порядка 1000°С и выдерживают при данной температуре до тех пор, пока диффузионные процессы в образце не приведут к выравниваю химического состава слитка (т.е. к устранению ликвации).
Рекристаллизационный отжиг производят с целью устранения наклёпа в деформированных сталях. Как известно, в ходе холодной пластической деформации сталей развивается наклёп. Зёрна материала вытягиваются в направлении деформации, твёрдость и прочность стали возрастает, а её пластичность снижается. При нагреве деформированных сталей до температур рекристаллизации наблюдается процесс образования новых округлых зёрен взамен старых вытянутых зёрен. В ходе рекристаллизации твёрдость и прочность сталей уменьшается, а пластичность возрастает, приобретая значения, близкие к тем, которые были до деформации. Температуры, при которых наблюдается рекристаллизация сталей, превышают 400°С.
Отжиг для снятия внутренних напряжений применяется с целью устранения в сталях механических напряжений, возникших в результате обработки давлением, резанием, плавлением и так далее. Нагрев в данном случае осуществляется до относительно невысоких температур, не превышающих температур фазовых превращений. По термический режиму данный отжиг похож на отпуск, но имеет иное назначение.
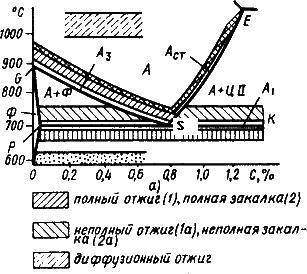
Отжиг второго рода, напротив связан с фазовыми превращениями в стали, поэтому его называют фазовой перекристаллизацией. Он может быть полным и неполным. Полный отжиг заключается в нагреве стали до температур на 30-50°С выше линии GSE, неполный заключается в нагреве стали до температур на 30-50°С выше линии PSK. После медленного охлаждения с печью сталь при полном отжиге превращается в мелкозернистую смесь Ф+Ц. Полному отжигу обычно подвергается доэвтектоидные стали для измельчения зерна и улучшения пластических свойств металла. Полный отжиг доэвтектоидной стали приводит к улучшению их обрабатываемости, и поэтому является подготовительной операцией. Неполному отжигу подвергают инструментальные заэвтектоидные стали. В ходе такого отжига исчезает сетка вторичного цементита (ЦII ), цементит приобретает округлую зернистую форму, что благоприятно отражается на механических свойствах сталей, а именно, повышается удельная вязкость. Такую операцию называют сфероидизирующим отжигом. Если после нагрева и выдержки охлаждение производится не вместе с печью, такую операцию называют нормализацией. В результате, в стали исчезают внутренние напряжения. Нормализация более дешёвая операция, чем отжиг, в то же время между отжигом и нормализацией, для доэвтектоидной стали, практически нет различий. Различия в структуре и свойствах и свойствах начинают проявляться только с увеличением содержания углерода, поэтому для низкоуглеродистых сталей вместо отжига проводить лучше нормализацию.
Нормализация обычно первичная операция, основное назначение – устранить последствия предыдущих технических операций и подготовить сталь к резанию, обработке давлением, а также к окончательным операциям термообработки (закалке, отжигу).