

8.2 Оптимизация поперечного точения.
При поперечном точении (операция 015) оптимизацию частот вращения шпинделя станка при фактической скорости резания Vф, стремящейся к наилучшей Vн, сводят к установлению тех диаметров торцевой поверхности 2, в которых управляющая программа корректирует частоты вращения заготовки.
Эти коррективы по диаметрам и интервалам переключаемых частот вращения связаны со знаменателем геометрической прогрессии частот вращения следующей зависимостью:
∆V = Vн( – 1)/,
где ∆V – наибольшее отклонение действительной (фактической) скорости резания от наилучшей, принятой в технологическом переходе.
Из формулы следует, что чем меньше значение , тем меньше отклонение действительной (фактической) скорости резания от наилучшей при изменении диаметра обрабатываемой поверхности.
Графическое решение (рис ) равенства построено для принятой в операционной технологической карте значений скорости резания и = 1.25 для токарного станка с ЧПУ 1К20Ф3С5. Оно наглядно показывает, что при наибольшей допустимой частоте вращения шпинделя по паспорту станка n=12.5 - 2500 об/мин управляющая программа дает 24 команды на изменение частоты вращения заготовки.
Расчетные значения диаметров, соответствующие переключаемым частотам вращения шпинделя, при: V =146 м/мин имеют следующие значения (табл.№3 ):
Диаметр переключения, мм |
150 |
116,2 |
93,2 |
73,8 |
58,1 |
46,5 |
37,2 |
29,1 |
21,5 |
18,6 |
Частота вращения шпинделя, об/мин |
315 |
400 |
500 |
630 |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
Диаметр переключения, мм |
1500 |
1162 |
932 |
738 |
581 |
465 |
372 |
291 |
215 |
186 |
Частота вращения шпинделя, об/мин |
31,5 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
Эти расчетные соотношения диаметров и частот вращения заготовок при постоянной скорости резания V =146 м/мин устанавливали по известным зависимостям:
di·ni 1000V 1000V
V = ──── или di = ─── и n = ──── (*)
1000 n d
В формуле (*) значения частот вращения принимали по паспортным данным станка.
Методика построения номограммы сводится к следующему:
1) в соответствии с заданным знаменателем ряда геометрической прогрессии частот вращения шпинделя для выбранного станка записывают стандартные значения этого ряда в интервале от наименьшей до наибольшей частоты вращения;
2) вычерчивают в масштабе торцовую поверхность заготовки, обрабатываемую поперечным точением;
3) определяют расчетом по формуле (*) для наибольшего диаметра торцовой поверхности минимальное значение частоты вращения шпинделя nmin и округляют его до меньшего ближайшего значения из ряда частот вращения шпинделя станка;
4) вычисляют по формуле (*) наименьшее значения диаметра торцовой поверхности, соответствующее максимальной частоте вращения шпинделя nmax по паспортным данным станка;
5) рассчитывают по формуле (*) действительные размеры диаметров di торцовой поверхности, в которых программа будет выдавать команды на переключение частот вращения шпинделя в интервале от nmin до nmax;
6) отмечают полученные в п.п.4 и 5 значения диаметров на диаметра торцовой поверхности, соответствующие этим значениям, проводят линии, параллельные оси вращения заготовки;
7) наносят в осях координат d-V ординату Vн = const и через полученные точки пересечения линий n = const и V =const строят графический алгоритм, по которому последовательно переключаются частоты вращения шпиндля;
8) фиксируют на соответствующих линиях di и ni численные значения этих величин.
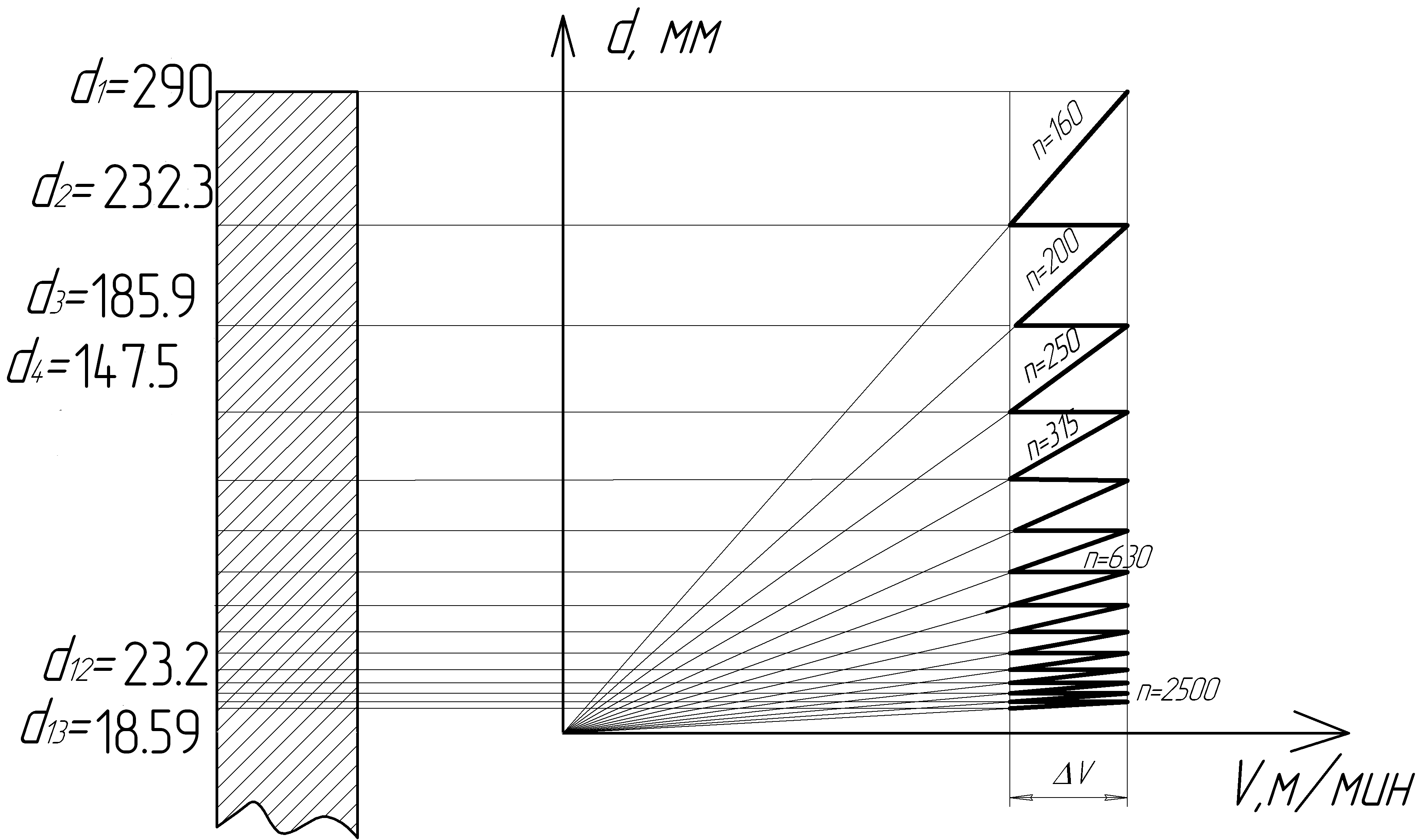
рис.5 Номограмма оптимизации частот вращения заготовки при поперечном точении
(dmax = 290 мм; V = 146 м/мин; = 1.25; nmax = 2500 об/мин)
Определим диаметры переключения: d=Vст*1000/*nст
d1 = 146*1000/3.14*160 = 290 мм d8 = 146*1000/3.14*800 = 58 мм
d2 = 146*1000/3.14*200 = 232.3 мм d9 = 146*1000/3.14*1000 = 46.4 мм
d3 = 146*1000/3.14*250 = 185.9 мм d10 = 146*1000/3.14*1250 = 37.1 мм
d4 = 146*1000/3.14*315 = 147.5 мм d11 = 146*1000/3.14*1600 = 29 мм
d5 = 146*1000/3.14*400 = 116.2 мм d12 = 146*1000/3.14*2000 = 23.2 мм
d6 = 146*1000/3.14*500 = 93 мм d13 = 146*1000/3.14*2500 = 18.59 мм
d7 = 146*1000/3.14*630 = 73.7 мм