

В малярно-изоляционных цехах судостроительных заводов
Лакокрасочные материалы содержат плёнкообразующую основу и растворители. В них входят также окислы металлов, глина, сажа и тальк. Наиболее опасны растворители: толуол, ксилол, ацетон, бутиловый и этиловый спирты, уайт-спирит, циклогексан и другие, содержание которых в лакокрасочных материалах может доходить до 80 %.
Растворители при высыхании краски попадают в окружающее пространство, причем пары растворителя выделяются в воздух не только в момент нанесения покрытия, но и в процессе его высыхания.
Количество паров растворителей определяют по формуле:
![]() ,
,
где
![]() -
содержание летучих компонентов в
лакокрасочном материале,
%;
-
содержание летучих компонентов в
лакокрасочном материале,
%;
![]() -
расход лакокрасочного материала в час,
кг/ч;
-
расход лакокрасочного материала в час,
кг/ч;
![]() -
функция коэффициента
-
функция коэффициента
![]() и
времени высыхания
и
времени высыхания
![]() ,
для определения
ее значения пользуются графиком (рис.
14).
,
для определения
ее значения пользуются графиком (рис.
14).
П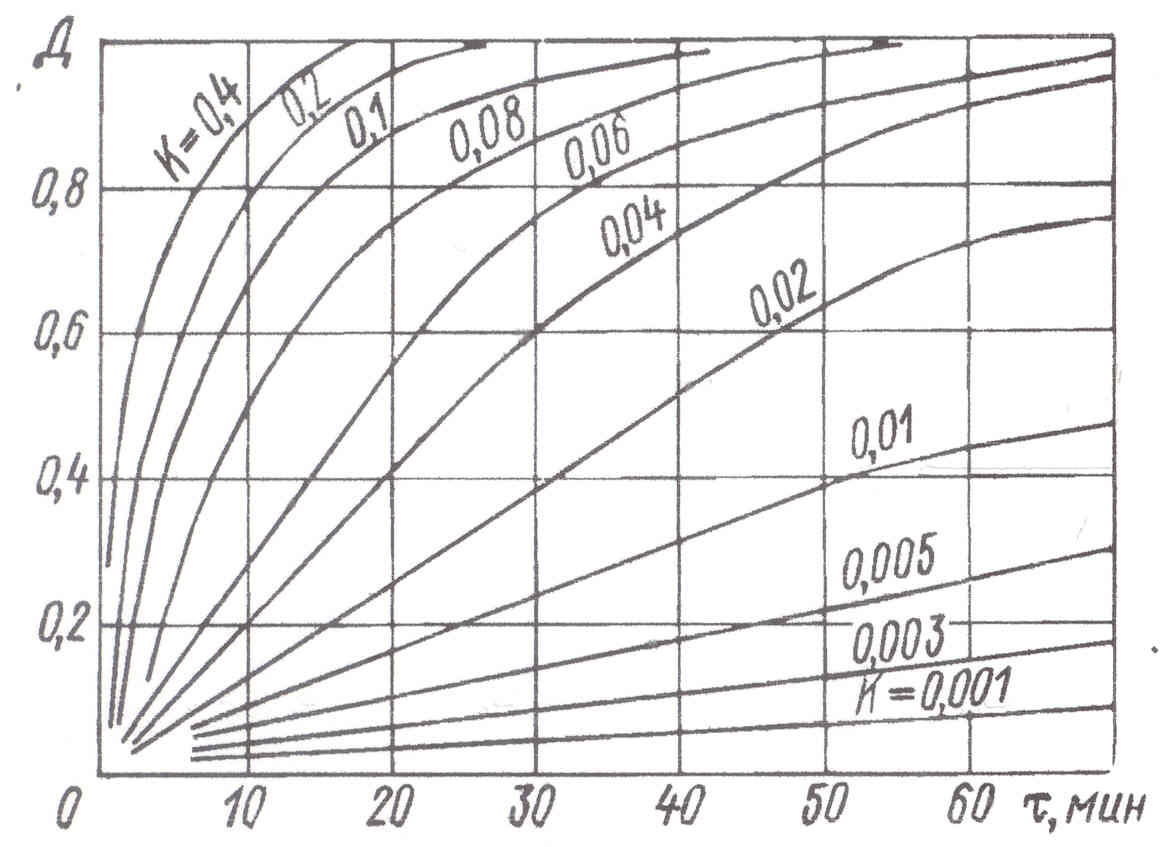 ри
температуре воздуха 20°С коэффициент
может
быть определен
и по эмпирической формуле:
ри
температуре воздуха 20°С коэффициент
может
быть определен
и по эмпирической формуле:
![]() ,
,
где
![]() - продолжительность
высыхания лакокрасочного материала,
мин.
- продолжительность
высыхания лакокрасочного материала,
мин.
Для
определения значения
![]() при
других условиях
необходимо вводить дополнительные
коэффициенты, зависящие
от метеорологических условий и
характеристики окрашенной
поверхности.
при
других условиях
необходимо вводить дополнительные
коэффициенты, зависящие
от метеорологических условий и
характеристики окрашенной
поверхности.
Рис. 14 График определения скорости испарения растворителя при проведении лакокрасочных работ
В цехах, изготовляющих изделия из стеклопластика,
который содержит стекловолокнистый наполнитель и связующие смолы, применяют различные связующие как на основе полиэфирных ненасыщенных смол типа НПС-609, так и смол типа ПН, содержащих токсичное вещество - стирол. При равных условиях
- смолы НПС-609-21 и НПС-609-26с выделяют 47г стирола на 1кг, а
- смолы ПН-3 выделяют до 310г на 1кг смолы.
Количество летучих компонентов, поступающих в воздух за первый час при формовании и полимеризации полиэфирных связующих, определяется по формуле:
![]() ,
,
где
![]() -
количество летучих веществ в связующем,
%;
-
количество летучих веществ в связующем,
%;
![]() -
температура воздуха в помещении, °С;
-
температура воздуха в помещении, °С;
![]() -
количество связующего, израсходованного
на формование верхнего слоя стеклопластика,
г/ч;
-
количество связующего, израсходованного
на формование верхнего слоя стеклопластика,
г/ч;
- множитель, учитывающий выделение летучих веществ за определенный промежуток времени (определяют по справочнику).
При изготовлении небольших изделий, когда слои накладываются друг на друга через 5—10 мин, на объем вредных выделений влияет не только последний, но и предыдущие слои. Для учета этого применяют коэффициент, зависящий от количества слоев:
- для двухслойной конструкции этот коэффициент равен 1,4;
- для трехслойной - 2,5;
- для десятислойной - 2,65.
При электро- и радиомонтажных работах,
проводимых на судах и предприятиях, используются различные припои, содержащие свинец и олово, пары которых весьма токсичны. Поэтому необходимо учитывать, какие количества этих веществ испаряются в процессе работы.
Ниже приведены количества паров свинца и олова, выделяющиеся при использовании различных припоев.
Марка припоя . . ПОС-30 ПОС-40 ПОС-60
Свинец, мг/ч ... 27 18 16
Олово, мг/ч .... 12 12 11
Для
расчета вентиляции используют
ранее приведенные формулы
(5.1),
(5.2), определяя значения
- коэффициента эффективности
воздухообмена при разбавлении вредных
веществ:
 ,
,
и - коэффициента эффективности воздухообмена при избытке тепла:
 .
.
где
![]() — концентрация вредных веществ в
удаляемом воздухе, мг/м3;
— концентрация вредных веществ в
удаляемом воздухе, мг/м3;
- количество вредных веществ в поступающем в помещение воздухе, мг/м3;
- предельно допустимая концентрация вредных веществ в воздухе рабочей зоны (ПДК), мг/м3;
![]() —
температура
удаляемого воздуха, °С;
—
температура
удаляемого воздуха, °С;
- температура воздуха, поступающего в помещение, °С;
- нормируемое значение температуры воздуха рабочей зоны,°С.