

8. Задания и порядок выполнения
РАСЧЕТНО-ГРАФИЧЕСКОЙ РАБОТЫ ПО РАСЧЕТУ РЕЖИМОВ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Расчетно-графическая работа предусматривает следующие этапы ее выполнения:
изучение задания; вычерчивание эскиза обработки, с указанием материала заготовки; ее геометрических размеров до и после обработки; требуемой шероховатости поверхностей после обработки;
выбор и обоснование марки инструментального материала;
выбор типа конструкции инструмента и его размеров;
выбор геометрических параметров режущей части инструмента;
определение режима резания и машинного времени табличным методом;
определение режима резания и машинного времени аналитическим методом;
определение режима резания с помощью ЭВМ;
оформление работы.
Выполнение работы по назначению режима резания следует начинать с тщательного изучения содержания задания.
Принимая то или иное значение из нормативов, приводя формулы или графики, студент обязан обосновать свое решение и обязательно сослаться на источник, указав номер карты или таблицы.
Паспортные данные металлорежущих станков (модель станка и его техническая характеристика) приведены в прил. 7.
Пример оформления титульного листа работы приведен в прил. 11.
8.1. Варианты и исходные данные на операции
механической обработки
1. Определить режим резания при точении согласно рис. 8.1 (а– –е) и табл. 8.1.
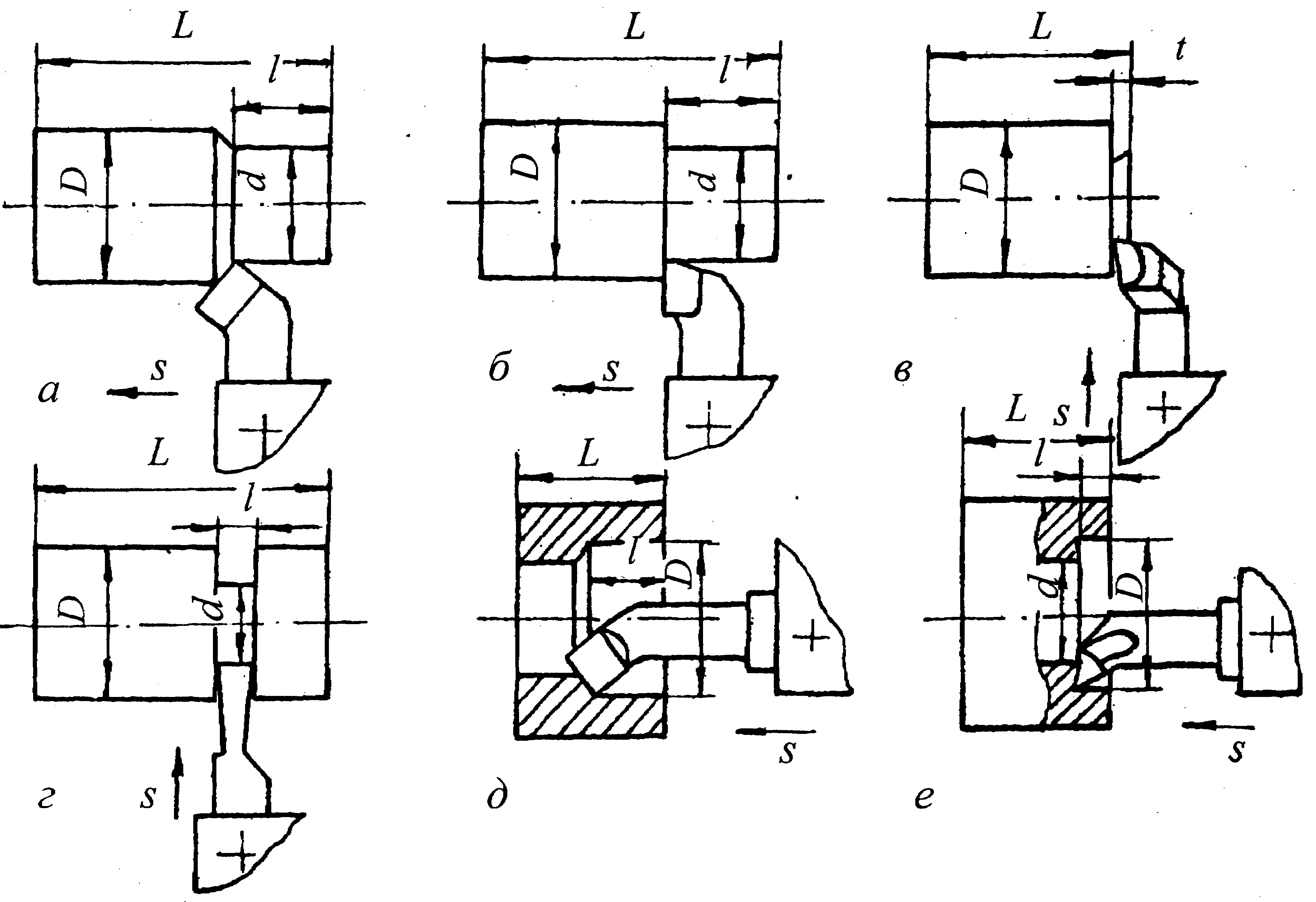
Рис. 8.1. Эскизы обработки
2. Определить режим резания при сверлении согласно рис. 8.2 (а–в) и табл. 8.2.
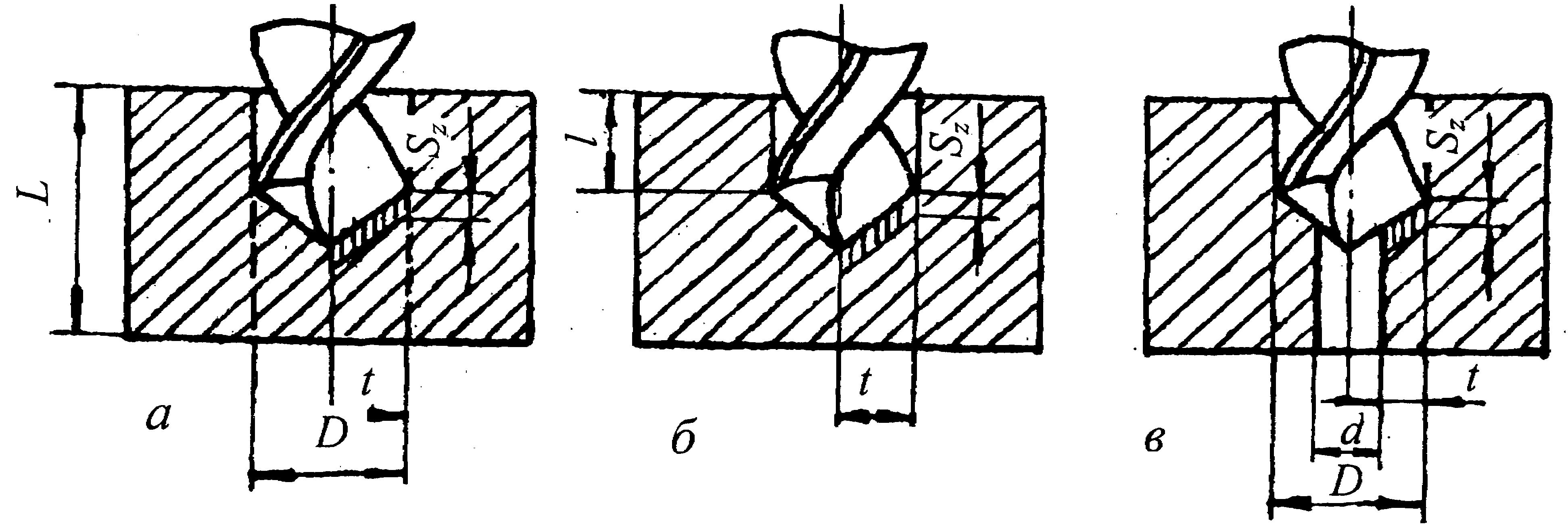
Рис. 8.2. Эскизы обработки
Т аблица
8.1
аблица
8.1
Варианты заданий и исходные данные на токарную операцию
№ вар. |
Обрабатываемый материал |
Размеры заготовки |
Шероховат. обработ. поверхности |
Вид обр. |
Модель станка |
Крепление заготовки на станке |
||||||
Марка |
σв, МПа |
δ, % |
D, мм |
d (t), мм |
L, мм |
l, мм |
Ra, мкм |
Rz, мкм |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
Сталь 5 |
630 |
19 |
70 |
65 |
250 |
200 |
1,25 |
6,3 |
а |
16К20 |
Патрон-центр |
|
|
Сталь 10 |
340 |
24 |
50 |
4 |
150 |
- |
6,3 |
25 |
б |
16К20Т1 |
Патрон |
|
|
Сталь 20 |
460 |
18 |
125 |
120 |
100 |
5 |
3,2 |
12,5 |
в |
16Б16Т1 |
Патрон |
|
|
Сталь 35 |
520 |
17 |
50 |
40 |
60 |
20 |
3,2 |
12,5 |
г |
16К25 |
Патрон |
|
|
Сталь 45 |
650 |
17 |
45 |
40 |
70 |
5 |
1,6 |
8 |
д |
16К20Т1 |
Патрон |
|
|
Сталь 45Г |
620 |
13 |
30 |
25 |
50 |
10 |
1,25 |
6,3 |
е |
16Б16Т1 |
Патрон |
|
|
Сталь 40Х |
620 |
12 |
100 |
90 |
400 |
200 |
3,2 |
12,5 |
б |
16К20 |
Патрон-центр |
|
|
Сталь 40ХН |
750 |
12 |
200 |
3 |
100 |
- |
2,5 |
10 |
в |
16К20Т1 |
Патрон |
|
|
Сталь 30ХГТ |
880 |
12 |
150 |
145 |
200 |
5 |
3,2 |
12,5 |
г |
16К20Т1 |
Патрон-центр |
|
|
Сталь 12ХН3А |
590 |
12 |
150 |
140 |
250 |
100 |
6,3 |
25 |
е |
16К20 |
Патрон |
|
|
Сталь 30ХГСА |
780 |
14 |
120 |
110 |
100 |
30 |
2,5 |
10 |
б |
16К25 |
Патрон |
|
|
Сталь 12Х13 |
620 |
16 |
200 |
195 |
500 |
250 |
20 |
80 |
а |
16К20Т1 |
Патрон-центр |
|
|
Сталь 20Х13 |
730 |
16 |
100 |
95 |
300 |
50 |
12,5 |
50 |
в |
16Б16Т1 |
Патрон-центр |
|
|
Сталь 14Х17Н2 |
1100 |
10 |
55 |
0 |
200 |
4 |
6,3 |
25 |
б |
16Б16Т1 |
Патрон-центр |
|
|
Сталь 40Х13 |
735 |
14 |
100 |
95 |
100 |
100 |
5 |
20 |
д |
16К20 |
Патрон |
|
|
Сталь 12Х18Н9Т |
600 |
35 |
450 |
440 |
120 |
50 |
3,2 |
12,5 |
б |
16К25 |
Патрон |
|
|
Сталь 12Х18Н10Т |
600 |
35 |
40 |
0 |
100 |
5 |
5 |
20 |
а |
16К20Т1 |
Патрон |
|
|
Сталь 20Х23Н18 |
650 |
30 |
120 |
115 |
65 |
65 |
3,2 |
12,5 |
г |
16К20Т1 |
Патрон |
|
|
Сталь ХВГ |
780 |
- |
40 |
35 |
600 |
400 |
3,2 |
12,5 |
а |
16К20 |
П атрон-центр |
Окончание табл. 8.1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
ХН70МВТЮБ |
1050 |
14 |
75 |
70 |
600 |
500 |
1,25 |
6,3 |
б |
16К20Т1 |
Патрон-центр |
|
|
ХН77ТЮР |
1070 |
14 |
350 |
340 |
75 |
45 |
3,2 |
12,5 |
а |
16К20 |
Патрон |
|
|
ХН70ВМТФЮ |
1080 |
14 |
55 |
40 |
500 |
50 |
1,25 |
6,3 |
в |
16К20Т1 |
В центрах |
|
|
ХН55ВМТФКЮ |
1130 |
12 |
200 |
195 |
80 |
80 |
5 |
20 |
б |
16К20 |
Патрон |
|
|
ХН51ВМТЮКФР |
1100 |
11 |
450 |
430 |
100 |
50 |
1,6 |
8 |
а |
16К25 |
Патрон |
|
|
ЖС6К |
950 |
1,5 |
120 |
110 |
100 |
30 |
2,5 |
10 |
б |
16К25 |
Патрон |
|
|
ЖС6У |
1020 |
7 |
200 |
195 |
500 |
250 |
20 |
80 |
а |
16К20Т1 |
Патрон-центр |
|
|
ВЖЛ-12 |
900 |
5 |
100 |
95 |
300 |
50 |
12,5 |
50 |
б |
16Б16Т1 |
Патрон-центр |
|
|
АНВ-300 |
930 |
2 |
60 |
50 |
400 |
40 |
0,8 |
4 |
а |
16Б16Т1 |
Патрон-центр |
|
|
ВТ3-1 |
1100 |
10 |
300 |
5 |
120 |
- |
2,5 |
10 |
в |
16К20Т1 |
Патрон |
|
|
ВТ-9 |
1140 |
14 |
60 |
50 |
400 |
40 |
0,8 |
4 |
а |
16Б16Т1 |
Патрон-центр |
|
|
ВТ-6 |
1000 |
10 |
175 |
160 |
250 |
5 |
3,2 |
12,5 |
б |
16К20Т1 |
Патрон-центр |
|
|
ВТ22 |
1150 |
16 |
250 |
240 |
150 |
150 |
1,6 |
8 |
г |
16К25 |
Патрон |


Таблица 8.2
Варианты заданий и исходные данные на сверлильную операцию
№ варианта |
D, мм |
d, мм |
L, мм |
l, мм |
Модель станка |
Вид обработки |
|
1, 11, 21 |
10, 15, 20 |
0 |
80 |
80 |
2С132ПМФ2 |
а |
С охлаждением |
2, 12, 22 |
5, 10, 25 |
0 |
100 |
50 |
2Н135 |
б |
|
3, 13, 23 |
15, 10, 20 |
10, 5, 10 |
50 |
30 |
2Н125 |
в |
|
4, 14, 24 |
10, 25, 15 |
0 |
40 |
40 |
2Н135 |
а |
|
5, 15, 25 |
20, 15, 10 |
0 |
60 |
50 |
2С132ПМФ2 |
б |
|
6, 16, 26 |
10, 8, 15 |
5,5 , 5 |
70 |
70 |
2Н125 |
в |
|
7, 17, 27 |
12, 14, 16 |
0 |
100 |
100 |
2Н135 |
а |
|
8, 18, 28 |
8, 10, 12 |
0 |
80 |
25 |
2Н125 |
б |
|
9, 19, 29 |
18,1 6, 10 |
10, 10, 5 |
30 |
30 |
2С132ПМФ2 |
в |
|
10, 20, 30 |
16, 20, 25 |
0 |
100 |
100 |
2Н135 |
а |
|
3. Определить режим резания при фрезеровании согласно рис. 8.3 (а–е) и табл. 8.3.
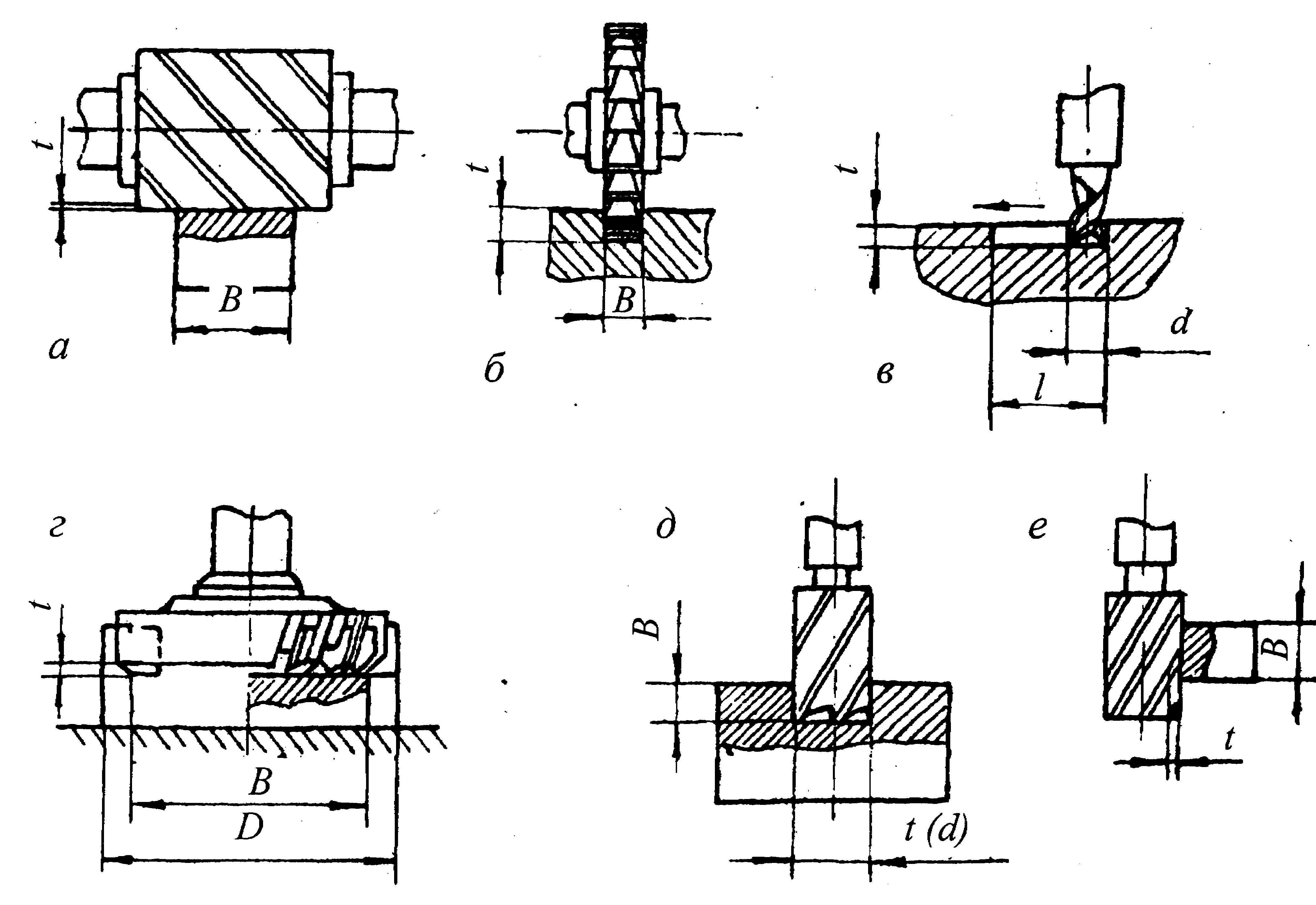
Рис. 8.3. Эскизы обработки
Таблица 8.3
Варианты заданий и исходные данные на фрезерную операцию
-
№
варианта
В, мм
l, мм
t, мм
d, мм
Модель станка
Вид
обработки
1, 11, 21
40, 50, 60
50, 100, 80
1, 2, 3
-
6Р82Г
а
2, 12, 22
5, 6, 8
100,150, 40
5, 10, 15
-
6Р82Г
б
3, 13, 23
-
25, 60, 75
3, 4, 5
5, 7, 12
6Р13
в
4, 14, 24
50, 100, 150
100, 150, 50
2, 1, 2
-
6Р13Ф01
г
5, 15, 25
5, 10, 15
40, 60, 80
6, 8, 10
6, 8, 10
6Р12
д
6, 16, 26
25, 30, 40
50, 75, 100
1, 2, 1
-
6Р12
е
7, 17, 27
80, 70, 50
100, 120, 150
2, 4, 5
-
6Р82Г
а
8, 18, 28
100, 50, 70
50, 75, 100
3, 2, 4
-
6Р13РФ3
г
9, 19, 29
-
40, 60, 80
4, 4, 5
6, 8, 10
6Р13
в
10, 20, 30
10, 12, 14
50, 100, 75
15, 5, 10
-
6Р82Г
б
4. Варианты заданий на проектирование протяжки и назначение режима резания при протягивании согласно рис. 8.4, 8.5 и табл. 8.4– –8.6.

Рис. 8.4. Эскиз детали

Рис. 8.5. Эскиз детали
Таблица 8.4
Материал изделия, обрабатываемого протяжками
-
№
варианта
Материал
в, МН/м2
, %
1
Сталь 30XГТА
735
24
2
Сплав Д16Т
461
17
3
Сталь 12ХНЗА
628
22
4
Сталь Х13
530
31
5
Сталь 18ХНВА
1196
13
6
Сталь Х12М
716
13
7
Латунь ЛТ90
265
35
8
Сталь 20
441
30
9
Чугун серый
HB 160
1
10
Латунь Л63
353
-
Таблица 8.5
Варианты заданий и исходные данные на протяжную операцию
-
№
варианта
D, мм
d, мм
L, мм
Модель станка
1
2
3
4
5
1
90
50Р9
70
7530М
2
80
42Н9
60
7530
3
70
35Н8
55
7520
4
65
30М7
50
7520
5
60
27Н8
45
7520
6
50
24К7
40
7510
7
40
18Р7
35
7510
8
35
16С7
30
7505
9
30
14Н9
30
7505
10
25
12Н7
25
7505
11
80
48Н9
70
7540
12
100
42М7
35
7530М
13
100
70Н11
70
7540
14
80
55Н7
100
7530М
15
90
60Н8
120
7540
16
80
50Р9
50
7530
17
55
40Н8
60
7520
18
35
22Р7
35
7505
Окончание табл. 8.5
-
1
2
3
4
5
19
50
32Н9
60
7510
20
30
20Н7
30
7505
Таблица 8.6
Варианты заданий и исходные данные на протяжную операцию
-
№ вар.
d, мм
D, мм
b, мм
L, мм
t1+0,1, мм
r, мм
Модель станка
1
18Н7
30
5D10
25
1,9
0,2
7505
2
20Н9
40
6Р9
30
2,6
0,3
7505
3
26Н9
45
8Р9
35
3,1
0,3
7510
4
З0Н7
50
8D10
45
2,6
0,3
7510
5
35Н7
52
10Р9
50
3,6
0,3
7510
6
40Н9
60
12D10
65
3,6
0,3
7520
7
42Н7
65
12Р9
70
2,9
0,3
7510
8
50Н7
70
16D10
75
5,l
0,5
7530
9
56Н8
80
18P9
80
5,6
0,5
7510
10
60H8
90
18D10
85
4,0
0,5
7510
11
8Н7
20
2Р9
10
0,9
0,2
7505
12
10Н9
25
3D10
15
1,5
0,3
7505
13
13Н7
30
3Р9
20
1,6
0,4
7505
14
16Н9
35
4Р9
25
1,7
0,5
7510
15
22Н7
40
6Р9
30
2,1
0,5
7520
16
27Н9
45
6D10
35
2,4
0,8
7520
17
32Н7
50
8Р9
40
2,8
0,8
7520
18
70Н9
100
16D10
50
5,0
1,5
7530
19
80Н7
120
18Р9
80
5,5
1,5
7520
20
100Н9
150
24D10
80
7
2,0
7520
Обоснование схемы резания при протягивании и расчет протяжки производить согласно методическим указаниям учебного пособия [4] и прил. 8.