

7.3. К расчету режимов резания при точении
Аналогично выполняются расчеты режимов резания при точении (рис. 7.19–7.24, табл. 7.3, П. 1.2–1.4, П. 3.1–3.7).
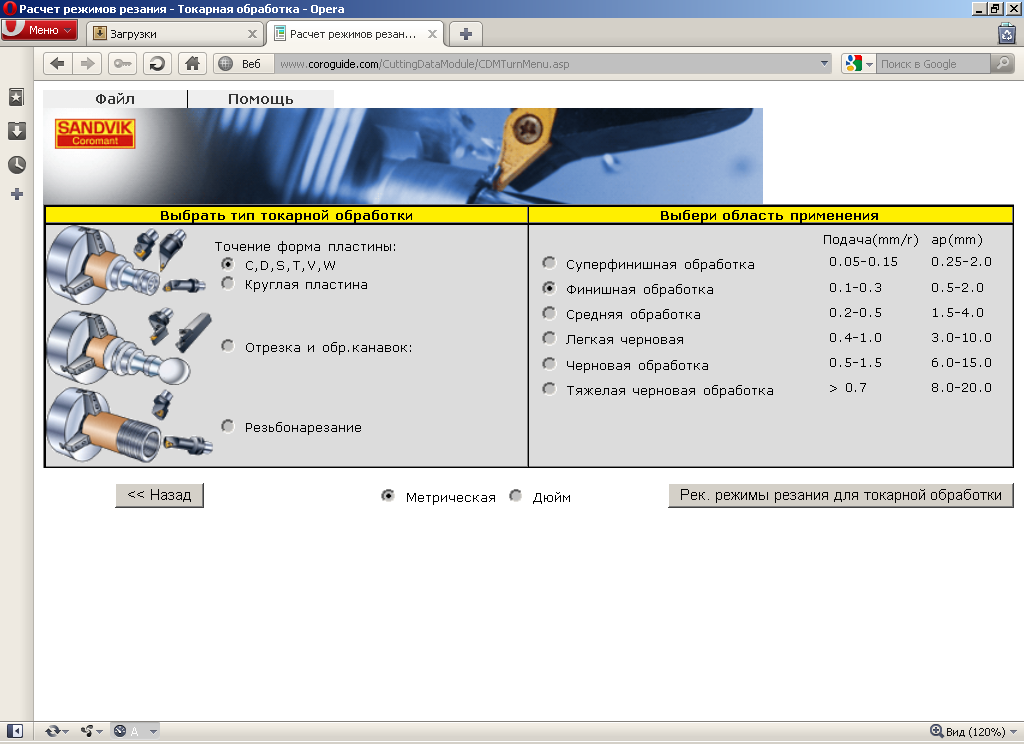
Рис. 7.19. Выбор вида операции и типа резца
Обозначение геометрических параметров режущей части инструмента, подача и глубина резания представлены на рис. 7.1–7.4.
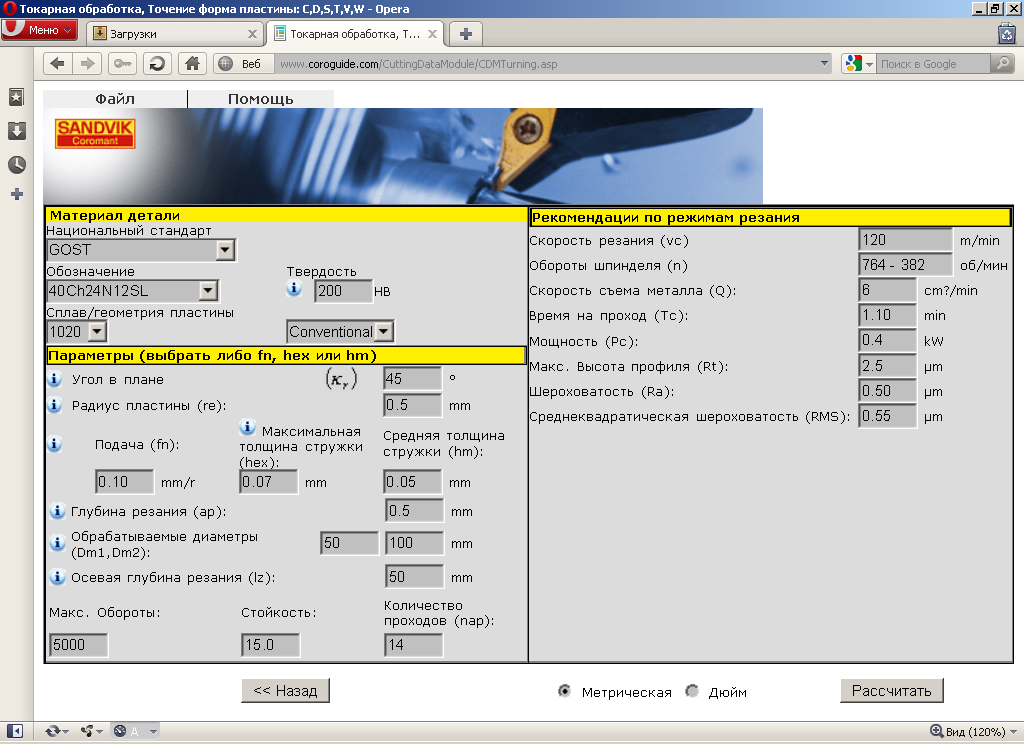
Рис. 7.20. Расчетные параметры резания
|
|
Рис. 7.21. Угол в плане кr ( ) |
Рис. 7.22. Радиус при вершине rе (r) |
|
|
Рис. 7.23. Подача fn (S) |
Рис. 7.24. Глубина резания аp (t) |
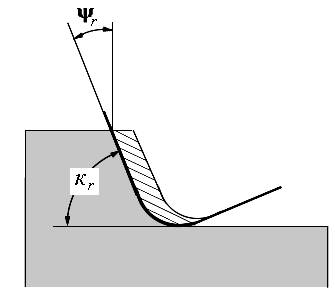
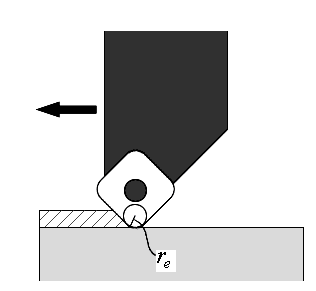
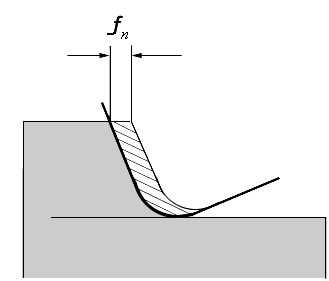
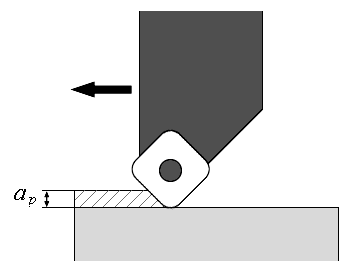
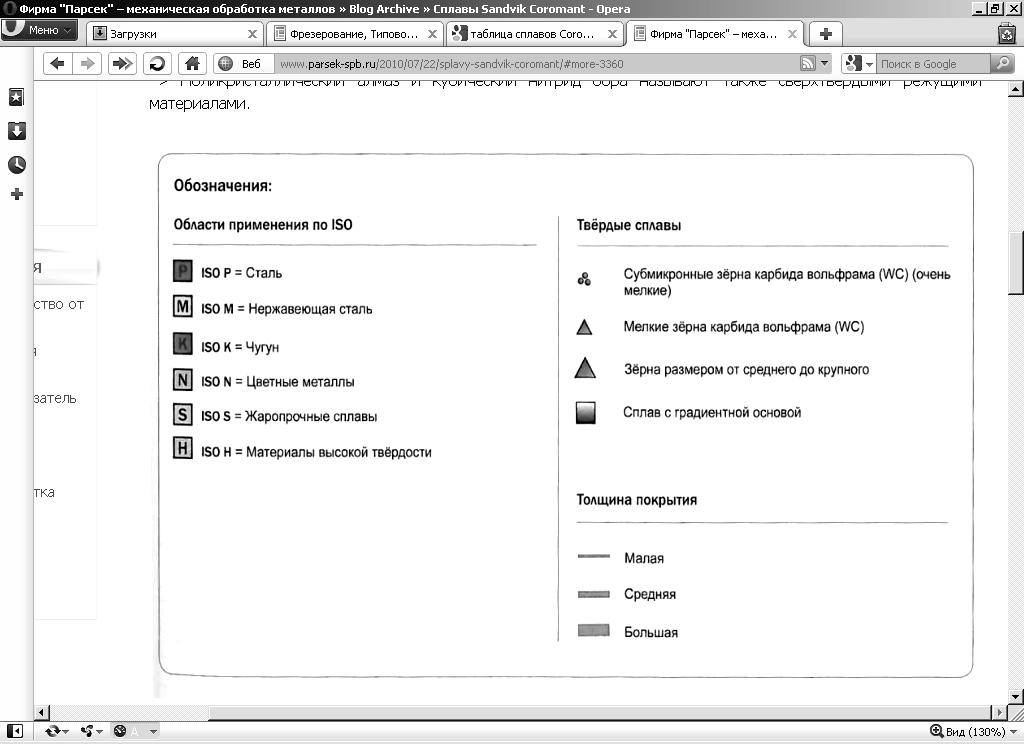
Рис. 7.25. Обозначения области применения и характеристики твердых сплавов
Таблица 7.3
Инструментальные материалы для точения
Марка сплава |
Область применения в lSO |
Режущий материал |
Структура твердого сплава |
Состав покрытия |
Толщина покрытия |
||||||
P |
M |
K |
N |
S |
H |
||||||
GC1005 |
- |
M15 |
- |
N10 |
S15 |
- |
HC |
|
PVD |
(Ti,Al)N+TiN |
|
GC1025 |
Р25 |
M15 |
- |
|
S15 |
- |
HC |
|
PVD |
(Ti,Al)N+TiN |
|
GC1105 |
|
M15 |
- |
|
S15 |
- |
HC |
|
PVD |
(Ti,Al)N |
|
GC1115 |
|
M15 |
- |
N15 |
S20 |
- |
HC |
|
PVD |
Оксид |
|
GC1125 |
Р25 |
M25 |
- |
N25 |
S25 |
- |
HC |
|
PVD |
Оксид |
|
GC1515 |
Р25 |
M20 |
K25 |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC2015 |
Р25 |
M15 |
- |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC2025 |
Р35 |
M25 |
- |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC2035 |
|
M35 |
- |
- |
- |
- |
HC |
|
PVD |
(Ti,Al)N+TiN |
|
GC235 |
Р45 |
M40 |
- |
- |
- |
- |
HC |
|
CVD |
Ti(C,N)+TiN |
|
GC3005 |
Р10 |
- |
K10 |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC3205 |
- |
- |
K05 |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC3210 |
- |
- |
K05 |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC3215 |
- |
- |
K05 |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC4205 |
P05 |
- |
K10 |
- |
- |
H15 |
НС |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC4215 |
P15 |
- |
K15 |
- |
- |
H15 |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
GC4225 |
P25 |
M15 |
- |
- |
- |
- |
HC |
|
CVD |
MT-Tl(C,N)+Al203+TiN |
|
GC4235 |
P35 |
M25 |
- |
- |
- |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|
S05F |
- |
- |
- |
- |
S05 |
- |
HC |
|
CVD |
MT-Ti(C,N)+Al203+TiN |
|


О кончание
табл. 7.3
кончание
табл. 7.3
Марка сплава |
Область применения в lSO |
Режущий материал |
Структура твердого сплава |
Состав покрытия |
Толщина покрытия |
||||||
P |
M |
K |
N |
S |
H |
||||||
H10 |
- |
- |
- |
N15 |
- |
- |
HW |
|
- |
- |
- |
Н10А |
- |
- |
- |
- |
S10 |
- |
HW |
|
- |
- |
- |
H10F |
- |
- |
- |
- |
S15 |
- |
HW |
|
- |
- |
- |
H13A |
- |
- |
K20 |
N15 |
S15 |
H20 |
HW |
|
- |
- |
- |
GC1525 |
P15 |
M10 |
|
- |
- |
- |
CT |
- |
PVD |
Ti(C,N) |
|
СТ5015 |
P10 |
- |
К05 |
- |
- |
- |
HT |
- |
- |
- |
- |
СС620 |
- |
- |
K01 |
- |
- |
- |
CA |
- |
- |
- |
- |
СС650 |
- |
- |
K01 |
- |
S05 |
H05 |
CM |
- |
- |
- |
- |
СС6050 |
- |
- |
K01 |
- |
|
H05 |
CM |
- |
PVD |
TiN |
|
СС670 |
- |
- |
|
- |
S15 |
H10 |
CM |
- |
- |
- |
- |
СС6090 |
- |
- |
K10 |
- |
- |
- |
CN |
- |
- |
- |
- |
СС6190 |
- |
- |
K10 |
- |
- |
- |
CN |
- |
- |
- |
- |
СС6060 |
- |
- |
|
- |
S10 |
- |
CN |
- |
- |
- |
- |
СС6065 |
- |
- |
|
- |
S15 |
- |
CN |
- |
- |
- |
- |
GC1690 |
- |
- |
K10 |
- |
- |
- |
CC |
- |
CVD |
Al203+TiN |
|
СВ7015 |
- |
- |
|
- |
- |
H15 |
BN |
- |
PVD |
TiN |
|
СВ7025 |
- |
- |
|
- |
- |
H20 |
BN |
- |
|
|
|
СВ7050/СВ50 |
- |
- |
K05 |
- |
- |
H05 |
BN |
- |
PVD |
TiN |
|
СВ20 |
- |
- |
- |
- |
- |
H01 |
BN |
- |
- |
- |
- |
CD10 |
- |
- |
- |
N05 |
- |
- |
DP |
- |
- |
- |
- |
GC1810 |
- |
- |
- |
N10 |
- |
- |
HC |
|
CVD |
Алмаз |
|
Таблица 7.4
Инструментальные материалы для отрезки, обработки канавок и нарезания резьбы
Марка сплава |
Область применения в lSO |
Режущий материал |
Структура твердого сплава |
Состав покрытия |
Толщина покрытия |
|||||||||||
P |
M |
K |
N |
S |
H |
|||||||||||
Отрезка и обработка канавок (пластины CoroCut): |
||||||||||||||||
GC1005 |
- |
М10 |
- |
N10 |
S15 |
- |
НС |
|
PVD |
(Ti,Al)N+TiN |
|
|||||
GC1025 |
Р25 |
М25 |
К30 |
N25 |
S25 |
- |
НС |
|
PVD |
(Ti,Al)N+TiN |
|
|||||
GC1105 |
- |
М15 |
- |
|
S15 |
- |
НС |
|
PVD |
(Ti,Al)N |
|
|||||
GC1125 |
Р30 |
М25 |
К30 |
N25 |
S25 |
- |
НС |
|
PVD |
(Ti,Al)N |
|
|||||
GC1145 |
Р45 |
М40 |
- |
- |
S40 |
- |
НС |
|
PVD |
Оксид |
|
|||||
GC2135 |
Р35 |
М30 |
- |
- |
S30 |
- |
НС |
|
CVD |
MT-Ti(C,N)+Al2O3+TiN |
|
|||||
GC2145 |
Р45 |
М40 |
- |
- |
S40 |
- |
НС |
|
PVD |
(Ti,Al)N |
|
|||||
GC235 |
Р45 |
М35 |
- |
- |
S30 |
- |
НС |
|
CVD |
Ti(C,N)+TiN |
|
|||||
GC3020 |
Р15 |
- |
К15 |
- |
- |
- |
НС |
|
CVD |
MT-Ti(C,N)-Al2O3 |
|
|||||
GC3115 |
Р15 |
- |
К15 |
- |
- |
- |
НС |
|
CVD |
MT-Ti(C,N)-Al2O3 |
|
|||||
GC4125 |
Р30 |
М25 |
К30 |
- |
S25 |
- |
НС |
|
PVD |
(Ti,Al)N |
|
|||||
GC4225 |
Р20 |
- |
К25 |
- |
|
- |
НС |
|
CVD |
MT-Ti(C,N)+Al2O3+TiN |
|
|||||
S05F |
- |
- |
- |
- |
S10 |
- |
НС |
|
CVD |
MT-Ti(C,N)+Al2O3+TiN |
|
|||||
СТ525 |
Р10 |
M10 |
- |
- |
|
- |
HT |
|
- |
- |
- |
|||||
Н13А |
- |
M15 |
K20 |
N20 |
S15 |
- |
HW |
|
- |
- |
- |
|||||
Н10 |
- |
- |
- |
N10 |
S30 |
- |
HW |
|
- |
- |
- |
|||||
СВ7015 |
- |
- |
- |
- |
- |
H15 |
BN |
- |
PVD |
TiN |
|
|||||
СВ20 |
- |
- |
- |
- |
- |
- |
BN |
- |
- |
- |
- |
|||||
СС670 |
- |
- |
- |
- |
- |
- |
CM |
- |
- |
- |
- |
|||||

О кончание
табл. 7.4
кончание
табл. 7.4
Марка сплава |
Область применения в lSO |
Режущий материал |
Структура твердого сплава |
Состав покрытия |
Толщина покрытия |
||||||||
P |
M |
K |
N |
S |
H |
||||||||
CD10 |
- |
- |
- |
N01 |
- |
- |
DP |
- |
- |
- |
- |
||
CD1810 |
- |
- |
- |
N10 |
- |
- |
HC |
|
CVD |
Алмаз |
|
||
GC1020 |
Р20 |
М20 |
К15 |
N25 |
S20 |
Н20 |
НС |
|
PVD |
TiN |
|
||
GC1125 |
Р20 |
М20 |
К15 |
- |
S20 |
Н20 |
НС |
|
PVD |
(Ti,Al)N |
|
||
GC4125 |
Р20 |
М20 |
К15 |
- |
S20 |
Н20 |
НС |
|
PVD |
(Ti,Al)N |
|
||
Н13А |
- |
М25 |
К20 |
N25 |
S25 |
- |
HW |
|
- |
- |
- |
||
CВ20 |
- |
- |
- |
- |
- |
Н10 |
BN |
- |
- |
- |
- |
||

В табл. 7.1–7.4 дан обзор ассортимента сплавов Sandvik Coromant. В них представлена информация об областях применения и свойствах инструментальных материалов, упрощающая выбор необходимого сплава.
Буквенное обозначение инструментальных материалов:
Твёрдые сплавы:
HW – твёрдые сплавы без покрытия, содержащие в основном карбиды вольфрама (WC). НТ – безвольфрамовые твёрдые сплавы без покрытия (керметы), содержащие в основном карбиды (TIC) или нитриды (TIN) титана или и те, и другие вместе. НС – вышеперечисленные твёрдые сплавы, но с покрытием.
Керамика:
СА – оксидная керамика, содержащая главным образом оксид алюминия (А1203).
СМ – смешанная керамика, содержащая главным образом оксид алюминия (А1203), а также и другие компоненты.
CN – нитридная керамика, содержащая главным образом нитрид кремния (Si3N4).
СС – вышеперечисленные керамические материалы, но с покрытием.
Алмаз:
DP – поликристаллический алмаз.
Нитрид бора:
BN – кубический нитрид бора. Поликристаллический алмаз и кубический нитрид бора называют также сверхтвёрдыми режущими материалами.
Таблица 7.5
Соответствие параметров твердости обрабатываемого материала
-
HB
N/mmІ
HV
HRC
C
1
2
3
4
5
200
700
200
-
28
210
740
210
-
29
220
770
220
-
30
230
810
230
19,2
31
240
840
240
21,2
33
250
880
250
23
34
Продолжение табл. 7.5
-
1
2
3
4
5
260
910
260
24,7
35
270
950
270
26,1
36
280
980
280
27,6
37
290
1020
290
29
39
300
1050
300
30,3
40
310
1090
310
31,5
41
320
1120
320
32,9
42
330
1150
330
33,8
43
340
1190
340
34,9
44
350
1230
350
36
45
359
1260
360
37
46
368
1300
370
38
47
373
1330
380
38,9
48
385
1370
390
39,8
49
393
1400
400
40,7
50
400
1440
410
41,5
51
407
1470
420
42,3
52
416
1510
430
43,2
53
423
1540
440
44
54
429
1580
450
44,8
55
435
1610
460
45,5
56
441
1650
470
46,3
57
450
1680
480
47
58
457
1720
490
47,7
59
465
1750
500
48,3
60
474
1790
510
49
61
482
1820
520
49,6
62
489
1860
530
50,3
63
496
1890
540
50,9
64
503
1930
550
51,5
65
511
1960
560
52,1
66
520
2000
570
52,7
67
527
2030
580
53,3
68
533
2070
590
53,8
69
533
2100
600
54,4
70
543
2140
610
54,9
71
549
2170
620
55,4
72
555
2210
630
55,9
73
561
2240
640
56,4
74
568
2280
650
56,9
75
Окончание табл. 7.5
-
1
2
3
4
5
574
2310
660
57,4
75
581
2350
670
57,9
76
588
2380
680
58,7
77
595
2410
690
58,9
78
602
2450
700
59,3
79
609
2480
710
59,8
80
616
2520
720
60,2
81
622
2550
730
60,7
82
627
2590
740
61,1
83
633
2630
750
61,5
83
639
2660
760
61,9
84
644
2700
770
62,3
85
650
2730
780
62,7
86
656
2770
790
63,1
86
661
800
800
63,5
87
666
2840
810
63,9
87
670
2870
820
64,3
88
677
2910
830
64,6
89
682
2940
840
65
89