

7.2. К расчету режимов резания при сверлении
Аналогично выполняются расчеты режимов резания при сверлении (рис. 7.12–7.18, табл. 7.2, П. 1.2–1.4).
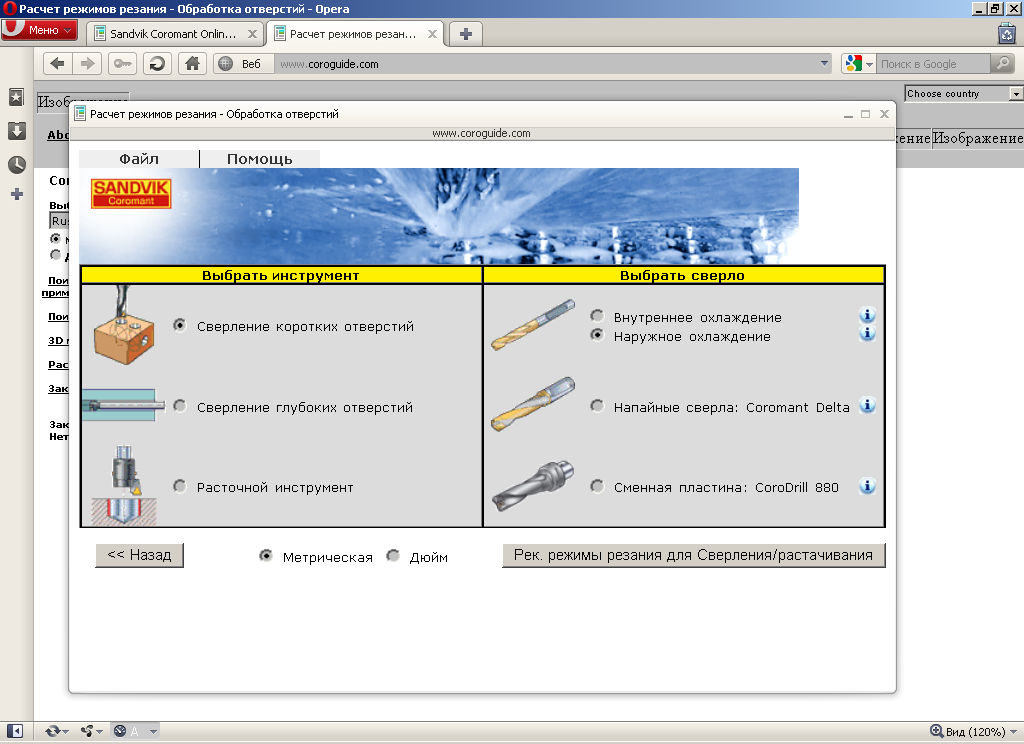
Рис. 7.12. Выбор вида операции и типа сверла
|
|
Рис. 7.13. Сверло с внутренним охлаждением |
Рис. 7.14. Сверло с внешним охлаждением
|
|
|
Рис. 7.15. Сверло с напайкой |
Рис. 7.16. Сверло со сменными пластинами
|
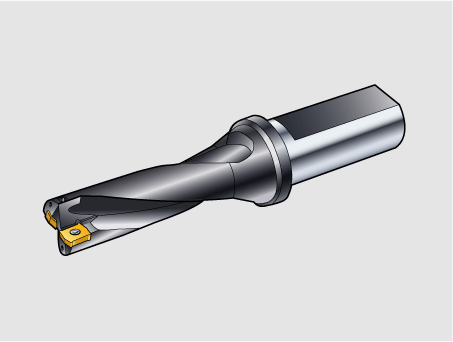
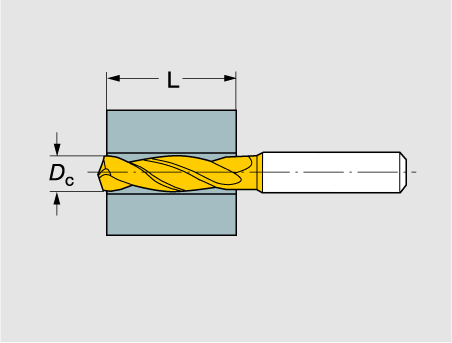
Рис. 7.17. Диаметр сверления DС (D) и глубина отверстия

Рис. 7.18. Расчетные параметры сверления
Таблица 7.2
Инструментальные материалы для сверления
Марка сплава |
Область применения в ISO |
Режущий материал |
Структура твердого сплава |
Состав покрытия |
Толщина покрытия |
|||||||||
P |
M |
K |
N |
S |
H |
|||||||||
Цельные твердосплавные свёрла/свёрла с напаянными твердосплавными пластинами |
||||||||||||||
GC1020 |
P20 |
- |
K20 |
N20 |
S20 |
H20 |
HC |
|
PVD |
Ti(C,N)+TiN |
|
|||
GC1210 |
P10 |
- |
K10 |
- |
- |
- |
HC |
|
PVD |
AlCrN |
|
|||
GC1220 |
P20 |
M20 |
K20 |
N20 |
S30 |
H20 |
HC |
|
PVD |
(Ti,Al)N |
|
|||
К20 |
- |
M30 |
K20 |
N15 |
- |
K15 |
HC |
|
PVD |
TiN |
|
|||
N20D |
- |
- |
- |
N20 |
- |
- |
HC |
|
PVD |
(Ti,Al)N |
|
|||
Р20 |
P20 |
- |
- |
- |
- |
- |
HC. |
|
PVD |
TiN |
|
|||
H10F |
P25 |
- |
K25 |
N20 |
S25 |
- |
HW |
|
- |
- |
|
|||
Свёрла со сменными твердосплавными пластинами |
||||||||||||||
GC1020 |
Р40 |
М35 |
К20 |
N20 |
S35 |
Н20 |
НС |
|
PVD |
TiN |
|
|||
GC1044 |
Р40 |
М35 |
К25 |
N20 |
S35 |
Н20 |
НС |
|
PVD |
(Ti,Al)N |
|
|||
GC1120 |
Р40 |
М35 |
К20 |
N20 |
S35 |
Н20 |
НС |
|
PVD |
Ti(C,N) |
|
|||
GC235 |
Р40 |
М35 |
- |
- |
- |
- |
НС |
|
CVD |
Ti(C,N)+TiN |
|
|||
GC1144 |
- |
М35 |
- |
- |
S35 |
- |
НС |
|
PVD |
Оксид |
|
|||
GC2044 |
- |
М35 |
- |
- |
S35 |
- |
НС |
|
PVD |
Оксид |
|
|||
GC3040 |
Р20 |
М20 |
К20 |
- |
- |
Н15 |
НС |
|
CVD |
MT-Ti(C,N)+Al203 |
|
|||
GC4014 |
Р15 |
|
К15 |
- |
- |
- |
НС |
|
CVD |
MT-Ti(C,N)+ Al203 |
|
|||
GC4024 |
Р25 |
М20 |
К20 |
- |
- |
Н15 |
НС |
|
CVD |
MT-Ti(C,N)+ Al203 |
|
|||
GC4034 |
РЗ0 |
М30 |
К20 |
- |
- |
- |
НС |
|
CVD |
MT-Ti(C,N)+ Al203+TiN |
|
|||
GC4044 |
Р40 |
М35 |
К20 |
N20 |
S35 |
Н20 |
НС |
|
PVD |
(Ti,Al)N |
|
|||
Н13А |
- |
М20 |
К20 |
N20 |
S20 |
- |
HW |
|
- |
- |
- |
|||


