

Контрольні запитання
Які джерела енергії рахують традиційними, а які альтернативними?
яку сировину використовують теплові електростанції? надати характеристику різних видів палива.
Які забруднюючі речовини викидаються ТЕС в навколишнє середовище?
В чому недоліки процесу вироблення енергії на малих ТЕЦ і котельнях?
Які способи боротьби із забрудненням ТЕС застосовують при виготовлені палива?
як можна зменшити викиди забруднень ТЕС в процесі спалення палива?
Які способи застосовують для очищення димових газів і стічних вод ТЄС?
недоліки і переваги АЕС.
В чому різниця у виробленні електроенергії на ТЕС і АЕС?
забруднюючі фактори АЕС і заходи боротьби з ними.
Які екологічні аспекти мають гідроелектростанції?
Охарактеризуйте альтернативні джерела енергії?
Які геліосистеми застосовують на практиці? Надати їх характеристику.
які сонячні устаткування вам відомі? В чому принцип їх дії?
Вкажіть недоліки СЕС.
Умови застосування, будова і вплив на довкілля ВЕС.
Як класифікуються термальні води? Будова ГТЕС. Який вплив на довкілля здійснюють ГТЕС?
Яке паливо використовують БЕС?
6. Машинобудування
Виготовлення машин складається з декількох самостійних процесів, з яких основними є: ливарне виробництво, обробка деталей і складальне виробництво
6.1. Ливарне виробництво
Сутність ливарного виробництва полягає в отриманні литих металевих виробів (виливків) шляхом заливу розплавленого металу або сплаву у ливарні форми. На відміну від звичайного металургійного процесу, де сировиною для виготовлення виробів є руда або первинний матеріал плавлення (чавун), в машинобудуванні виливки виготовляють із попереднє виготовлених металевих заготовок (чушок) або відповідного металобрухту.
Ливарне виробництво, з одного боку, має ряд переваг в отриманні заготовок або готових виробів порівняно з іншими способами. Деякі способи лиття дозволяють отримати виливки з високою чистотою поверхні та точністю розмірів, що виключає їх наступну механічну обробку.
В кожній галузі машинобудування та приладобудування використовують до 50...80% виливних деталей.
6.1.1. Історична довідка
Племена, що населяли територію України майже 4…3 тис. років до н. е. виготовляли металеві вироби. Розвиток бронзоливарної справи припадає на 2…1 тисячоліття до н. е.
В 3...1 столітті до н. е. в Північному Причорномор’ї виникає найбільший у Східній Євразії центр бронзоливарного виробництва.
В 6...9 столітті н. е. східні слов’яни досягли високого рівня ливарного ремесла. В період Київської Русі, незважаючи на несприятливі умови, ливарство отримало широке розповсюдження і нову техніку. У самостійну галузь ливарне виробництво відокремилось у 18...19 століттях. Після революції в першу п’ятирічку будують нові ливарні цехи і заводи-гіганти, здійснюється механізація і автоматизація виробництва. В 1990 році в Україні нараховувалось 1350 ливарних цехів і дільниць. В 90-і роки ХХ сторіччя виробництво литва в Україні скоротилось на 21,6%, але до 2015 р. це виробництво повинно відновитися.
6.1.2. Способи виготовлення виливків
Першим етапом виготовлення виливок є створення моделі майбутньої деталі. Для цього використовують деревину: бук, березу, клен, сосну, ялицю і інші, а також метал, пластмаси, парафін, стеарин тощо. Перевага дерев’яних моделей – низька ціна, простота виготовлення, невелика маса при великих розмірах. Але вони мають деякі суттєві недоліки: зміна розмірів при зміні вологості, недовговічність. Металеві моделі мають більшу довготривалість, високу точність та чисту робочу поверхність.
Пластмаси використовують в якості випалювальних моделей, парафін і стеарин – для витопних моделей.
Модель, яку треба відлити, розміщується в опоки, куди подається формувальна суміш, яка поступово твердне, перетворюючись у форму. Звичайна форма складається з двох половинок. Після виймання моделі із форми всередину порожнини, що утворюється внаслідок складання половинок, заливається рідинний метал або стоп декількох металів.
Форми для отримання виливок можуть виготовлятись з різних матеріалів: суміші піску з глиною, графіту, металу, суміші маршаліту та етилсилікату, суміші кварцового піску і термореактивних фенольних смол, кераміки та металокераміки, шамоту та з гіпсу з додаванням металевого порошку. Для виключення пригоряння на внутрішню частину форми наносять кам’яновугільний пил, тальк і графіт; для надання кольору виливку – такі барвники, як маршаліт, магнезит і цирконій.
Лиття у піщано-глиняні форми – найбільш універсальний та розповсюджений спосіб виготовлення заготівок. Він використовується в одинарному, серійному і масовому виробництві. Цим способом звичайно виготовляють великі та середньогабаритні заготівки простої та складної форми в одинарному та дрібносерійному виробництві.
Лиття може здійснюватись під високим або низьким тисками, а також вакуумним способом. Технологічні процеси лиття під тиском дозволяють усувати дефекти лиття та отримання високоміцних заготівок. Крім цього, прискорюється процес лиття і його механізацію.
Лиття заготівок під високим тиском здійснюють у спеціальних металевих формах, що мають задану герметичність порожнин. Лиття під низьким тиском може використовуватись як в металевих, так і в земляних (піщано-глиняних) формах. Для створення тиску застосовують компресори або поршневі насоси, які за допомогою рідинних або повітряних трубопроводів здійснюють тиск на поверхню розчиненого металу в плавильному пристрої (піч, тигель), внаслідок чого метал або стоп заповнює форму (рис. 28).
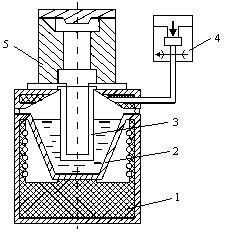
Рис. 28. Схема установки для лиття під низьким тиском:
1 – тігельна пічка; 2 – тігель; 3 – металопровід;
4 – прилад для регулювання тиску газу; 5 – форма для лиття
Лиття вакуумним способом полягає в тому, що метал заповнює форму для лиття завдяки розрідженню, яке створюється в ній вакуумним насосом.
Форми з графіту виготовляють для отримання заготівок з жароміцних чавунів, сталей, молібденових, вольфрамових, кобальтових стопів з високою температурною плавлення.
Металеві форми (кокілі) найчастіше застосовують для багаторазового використання при виготовленні нескладних за конструкцією виливок з чавуну, сталі, кольорових металів. Основні переваги цього способу виготовлення виливків: можливість багатократного використання ливарної форми; висока точність форми і розмірів, якісна поверхня отриманих заготівок, висока продуктивність і добрі умови праці, відсутність необхідності в модельному опочному спорядженні та формувальних сумішах. До недоліків цього способу виготовлення виливок належить: висока вартість спорядження, неможливість виготовлення тонкостінних виливків через підвищену швидкість їх охолодження та виливків зі значною масою.
Керамічні та металокерамічні форми застосовують для виготовлення заготівок ковальського, пресового та різального інструменту, лопатей турбін, арматури високого тиску з легованих сталей, стопів нікелю та титану масою від 0,2 до 10000 кГ.
Останнім часом все частіше застосовують одноразові форми, що тверднуть у спорядженні (на моделі, у формі). Спільним для них є використання синтетичних зв’язувальних матеріалів, які за відповідних умов безповоротно тверднуть. Виливки, отримані в цих формах, відзначаються великою точністю розмірів, якістю поверхонь, малими припусками на обробку різанням. Технологічні процеси легко механізуються та автоматизуються. Недоліками цього способу є токсичність зв’язувальних матеріалів.
Існують також багато інших способів лиття: відцентрове, штампуванням виливків з рідкого металу, лиття в форми з виплавними і випалювальними моделями, виготовлення виливків електрошлаковим переплавом, лиття витискуванням і наморожуванням, безперервне і напівбезперервне лиття. Кожний спосіб лиття вибирається в залежності від видів виготовлених заготівок, металу або сплавів, техніко-економічних розрахунків.