

4 Анализ станков аналогов Вертикально-фрезерный консольный станок с числовым программным управлением модель 6н13ф3
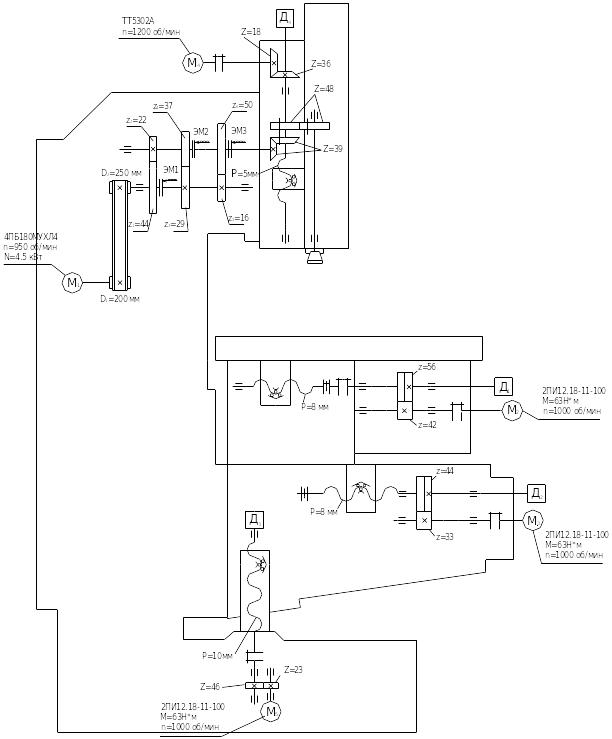
Станок предназначен для обработки плоских или пространственных изделий сложной конфигурации типа штампов, пресс-форм, кулачков и рычагов из легированных сталей, чугуна и цветных металлов в условиях мелкосерийного и единичного производства.
Пространственная обработка достигается сочетанием движения стола станка с обрабатываемой деталью по двум координатам в горизонтальной плоскости и вертикального перемещения пиноли с инструментом.
Обработка ведется концевыми, сферическими и фасонными фрезами.
Станок выполнен на базе модели 6Н13ГЭ2 и отличается пультом числового программного управления и соответствующими изменениями схемы электрооборудования.
Станок оснащен трехкоординатным устройством числового программного управления модели M325 (КОМИ).
Возможна поставка станка с устройством числового программного управления модели «Контур 3П».
Предусмотрена возможность перемещения стола, салазок и пиноли вручную при помощи съемной рукоятки.
В приводах подач стола, салазок и гильзы шпинделя установлены гидравлические усилители момента, управление которыми осуществляется при помощи быстродействующих шаговых электродвигателей с фиксированным углом поворота на каждый импульс.
Беззазорные точные шариковые винтовые передачи и точные безлюфтовые зацепления зубчатых колес при значительной жесткости конструкции станка обеспечивают производительную работу, высокую точность обработки и стабильность точности станка в течение длительного времени. Класс точности станка Н.
Таблица 4.1- Технические характеристики
Размеры рабочей поверхности стола (ширина х длина), мм |
400 х 1600 |
Число скоростей шпинделя |
18 |
Числа оборотов шпинделя в минуту |
31,5 – 1600 |
Тип привода подач |
Электрогидравлический шаговый ЭГ18-14 (двигатель ШД-4) |
Мощность привода подач, кВт |
2,2 |
Пределы рабочих подач по осям координат X’, Y’,Z, мм/мин. |
7,5-800 |
Число подач |
Бесступенчатое регулирование |
Скорость быстрого перемещения по осям координат X’, Y’, Z, мм/мин |
800 |
Наибольшая длина перемещений по осям координат, мм |
|
X’ |
1000 |
Y’ |
320 |
Z |
80 |
Дискретность отсчета по осям координат X’, Y’, Z, мм |
0,025 |
Мощность электродвигателя главного движения, кВт |
7,5 |
Габарит станка (длина х ширина х высота), мм |
2575 х 2180 х 2480 |
Вес станка с электрооборудованием, пультом программного управления и насосной установкой, кг |
4800 |
Вертикально-фрезерный станок ма655фз
Станок (рис 1.1) с крестовым столом и числовым управлением предназначен для обработки деталей сложной конфигурации в условиях единичного и мелкосерийного производства, может быть использован в автоматизированном комплексе с управлением от ЭВМ.
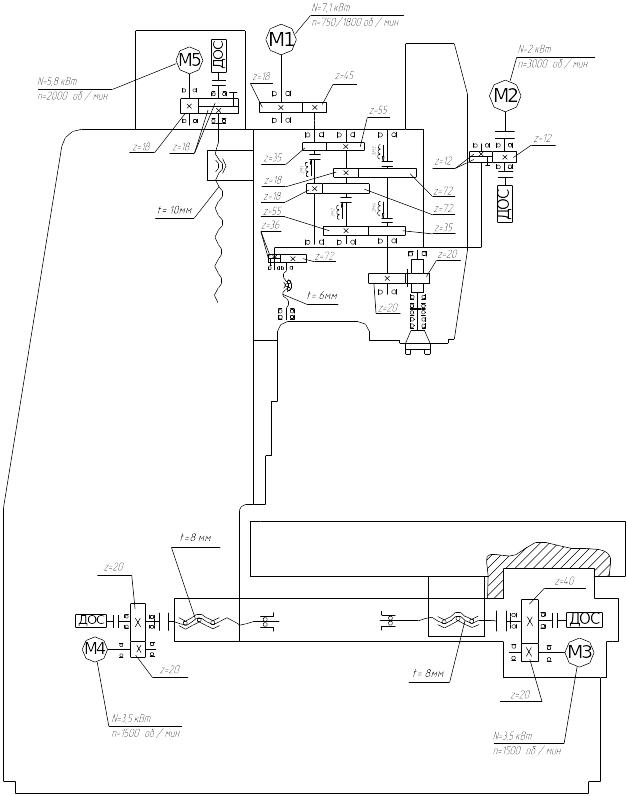
Рисунок – Кинематическая схема вертикально-фрезерного
станка с ЧПУ
Техническая характеристика:
Размер рабочей поверхности стола, мм
длина1250
ширина500
Мощность привода шпинделя, кВт 7,1
Частота вращения шпинделя, мин-1 63-2500
Число частот вращения шпинделя 17
Рабочая подача, мм/мин
стола 12-700
ползуна 12-700
Регулирование подач стола и ползуна бесступенчатое
Скорость быстрых перемещений стола и ползуна мм/мин 1400
Наибольшее перемещение стола, мм:
продольное 1000
поперечное 500
Число управляемых координат:
всего 6
одновременно 3
Система числового управления Фазово-импульсная типа УМС-2Ф
Привод главного движения содержит асинхронный двигатель и ступенчатую коробку скоростей. Посредством пяти подвижных блоков, управляемых селективным механизмом, получают 17 различных частот вращения шпинделя (в станке применена структура привода главного движения с перекрытием ряда частот вращения). Приводы подач и установочных перемещений стола и ползуна выполнены в виде тиристорных следящих электроприводов с использованием двигателей ПГТ-2. Контроль по пути и скорости осуществляется соответственно вращающимися трансформаторами ВТ и тахогенераторами.