

ЗАТОЧКА И ДОВОДКА РЕЗЦОВ
Заточке и доводке подвергают все изготовляемые и затупившиеся резцы (за исключением резцов со сменными одноразовыми пластинами). Заточкой придают резцу окончательную форму и углы, а доводкой повышают остроту режущих кромок и чистоту поверхности граней резца.
На заводах заточку резцов и других режущих инструментов производят на заточных станках специально выделенные для этого рабочие. Так организованная заточка инструментов называется централизованной. Она имеет ряд значительных преимуществ, например, качество заточки резцов, а также их стойкость повышаются, токарный станок не простаивает во время заточки резца, следовательно, производительность работы токаря повышается. Однако в ремонтных мастерских и на многих небольших заводах централизованная заточка инструментов не организована; поэтому каждый токарь таких предприятий должен уметь затачивать резцы.
Абразивную заточку резцов производят на обычном точиле вручную или на заточном станке. Заточка на точиле неудобна, так как на нем нет приспособлений для установки и охлаждения резца; поэтому качество заточки во многом зависит от опытности рабочего.
Резцы из углеродистой и быстрорежущей стали, предварительно затачивают корундовыми кругами средней твердости с зернистостью 36-46, а окончательно - такими же кругами с зернистостью 60-80. Резцы с пластинками твердых сплавов необходимо предварительно затачивать кругами из зеленого карборунда (экстра) с зернистостью 36-46, а окончательно - такими же кругами с зернистостью 60-80.
Абразивные круги обычно вращаются с большой скоростью. Поэтому, прежде чем ставить на станок новый шлифовальный круг, следует всегда проверить обозначенное на его этикетке допустимое число оборотов, а также осмотреть, нет ли в нем трещин. Круги с трещинами ставить на станок нельзя, точно так же не следует сообщать им числа оборотов выше допустимого; в противном случае возможны тяжелые ранения осколками разорвавшегося круга.
Нельзя производить заточку на станке, не имеющем защитного кожуха. Перед заточкой необходимо надеть предохранительные очки. В случае засаливания и неправильного износа шлифовальных кругов их необходимо очистить и править для предварительной заточки - шарошкой. Поверхность шлифовального круга должна быть ровной и чистой.
Шарошка
Затачивают резцы обычно в следующем порядке: сначала затачивают главную заднюю грань, затем вспомогательную заднюю грань, после чего переднюю грань и, наконец, радиус закругления вершины.
Заточку резцов можно производить всухую, но лучше с охлаждением водой, которая должна подводиться равномерно и в обильном количестве к месту соприкосновения резца с кругом. Затачиваемый всухую резец никогда не следует охлаждать прерывистой подачей воды или резким погружением в воду, так как от этого на поверхности резца получаются трещины, в результате чего режущая кромка при работе будет выкрашиваться.
Затачиваемый резец не следует сильно прижимать к шлифовальному кругу, в противном случае резцы из углеродистой стали отпустятся, на поверхности резцов из быстрорежущей стали появятся трещины, а пластинки из твердых сплавов от неравномерного нагревания растрескаются. При заточке резец необходимо все время перемещать вдоль рабочей поверхности круга. Это обеспечивает получение прямолинейной режущей кромки и предохраняет круг от неравномерного износа.
Доводку окончательно заточенных граней производят: резцов из углеродистых и быстрорежущих сталей - мелкоабразивным оселком, смачиваемым машинным маслом или керосином, а резцов с пластинками из твердых сплавов - медным оселком с нанесенным (втиранием) на его поверхности равномерным слоем специальной пасты или, лучше, слоем порошка карбида бора, смешанного с машинным маслом или керосином. Доводку производят только рабочих граней резца, причем не всей их поверхности, а лишь полосок у режущей кромки шириной 2-4 мм. Быстрее и более высококачественно доводку производят на доводочном станке чугунным диском с натертой на его рабочей поверхности пастой или порошком карбида бора, смешанного с машинным маслом. Диск изготовляют из серого чугуна диаметром 200-300 мм; работает он со скоростью резания 1,5-2 м/сек.
Доводка резцов - операция не трудоемкая и не дорогая, но ею достигается значительное уменьшение силы резания, а также повышение стойкости резца и чистоты обработанной поверхности.
Химико-механический способ заточки и доводки резцов (особенно с пластинками из твердых сплавов) обладает следующими преимуществами перед абразивным способом: высокой производительностью при обработке больших площадей, высокой чистотой обработанной поверхности, предотвращением появления трещин на пластинках твердых сплавов и др.
При химико-механической заточке и доводке резцов раствор реактива (например, для пластинок из твердого сплава водный раствор медного купороса) химически воздействует на металл или сплав и образует на его поверхности защитные пленки, которые легко удаляются механическим путем нетвердыми абразивами. Для этого в раствор добавляют зерна электрокорунда, наждака или других абразивных материалов.
Химико-механическая заточка и доводка ведется на специальном станке с ванной, в которой находится шлифовальник из кислотоупорной стали диаметром 250-350 мм и толщиной 40-50 мм, вращающийся со скоростью 1- 1,5 м/сек.
Резцы закрепляют на специальном приспособлении, получающем возвратно-поступательное движение от эксцентрика; прижимаются они к шлифовальнику с удельным давлением в 0,15 кг/см2. Обработку твердых сплавов обычно ведут абразивами с зернистостью 60-80, а для получения обработанной поверхности высокого класса - с зернистостью 200- 325. Температура раствора не должна превышать 15-20°.
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАВИВАНИЯ И ЛОМАНИЯ СТРУЖКИ
При скоростном точении стали стружка сходит по передней грани резца в виде слегка изогнутой с зазубринами и сильно раскаленной ленты. Ее образуется много; она загромождает станок, наматывается на изделие и скопляется на резце. Вследствие этого режущая кромка резца выкрашивается, а обработанная поверхность изделия портится. Кроме того, такая стружка может нанести серьезные ранения токарю. Поэтому отвод стружки от места ее образования и уменьшение занимаемого ею объема являются необходимейшими условиями нормальной и безопасной работы при скоростном точении.
Отвод стружки от резца и изделия сравнительно легко достигается уменьшением ее объема путем завивания, ломания и дробления. Это осуществляется различными способами. Одним из них является изменение формы и размера сечения стружки. Установлено, что изгибание стружки в плоскости большего ее сечения, а также увеличение размеров ее сечения ведет к более крутому завиванию стружки, отчего она ломается и дробится. Учитывая это, стремятся изменить форму и размер сечения стружки. Достигают этого изменением глубины резания и подачи, увеличением главного угла в плане или применением резца с углом наклона режущей кромки 10-15° при главном угле в плане 60-75°. Но все это при обработке, например, стали с повышенной твердостью дает возможность получить хорошее дробление стружки лишь при черновой обработке. При чистовой обработке такой стали дробление стружки незначительно.
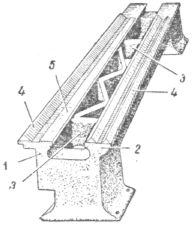
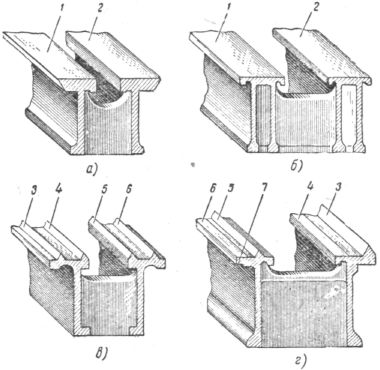
Более эффективно стружка ломается и дробится при точении резцами с небольшим порожком на их передней грани (рис. а) или с неглубокой радиусной канавкой (рис. б). Размеры порожка и канавки берут в зависимости от глубины резания и подачи резца. Размер порожка делают по высоте в пределах 0,5-0,6 мм, а по ширине в пределах 1,5-5 мм. Радиус канавки делают размером 4-5 мм, а ширину-2-2,5 мм. При недостаточных размерах порожка резец сравнительно быстро нагревается и стойкость его снижается, при слишком же больших его размерах стружка сходит с резца в виде крутоподнимаю-щейся, но слабо завитой и потому весьма опасной для токаря спиральной ленты. Заточка порожка является сложным и трудным делом, поэтому выполнять ее необходимо в централизованном порядке. Получение радиусной канавки заточкой абразивными кругами не допускается, ее делают лишь электроискровыми или анодно-механическим способами.
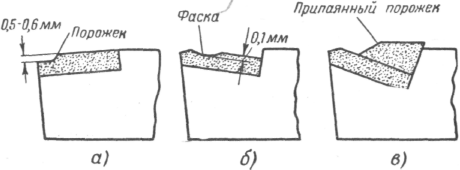
Помимо указанных способов, применяются напайные и накладные стружколоматели. Напайные стружколоматели получаются напайкой на твердосплавной пластинке резца специального порожка (рис. в) из твердой стали 9Х или 40Х или из твердого сплава ВК8. Недостатком такого стружколомателя является его неуниверсальность, а также то, что вследствие износа резца размеры порожка меняются.
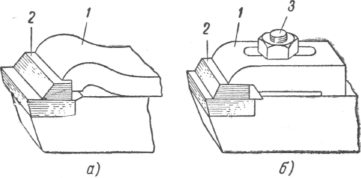
Накладные стружколоматели представляют собой изогнутую пластинку 1 из рессорной стали, к концу которой напаивают пластинку 2 твердого сплава. Такой стружколоматель накладывают на резец сверху и закрепляют вместе с ним в резцедержателе (рис. а) или крепят специальным болтом (рис. б). Положение стружколомателя относительно режущей кромки резца изменяют и таким образом приспосабливают его для лучшего ломания стружки при обработке различных материалов и при разных режимах резания. Накладной стружколоматель работает надежно при плотном прилегании его рабочего конца к передней грани резца; малейшая щель между стружколомателем и резцом забивается, ломание стружки может внезапно прекратиться и, завиваясь, она неожиданно может нанести ранение токарю.
Устройство токарных
ПРИВОДЫ ТОКАРНЫХ СТАНКОВ
Приводом станка называются механизмы, передающие ему движение от двигателя. Различаются приводы индивидуальной и групповой (трансмиссионный). В первом случае двигатель приводит в работу только один станок, а во втором - группу станков через трансмиссию. Для привода применяются электрические или другие двигатели.
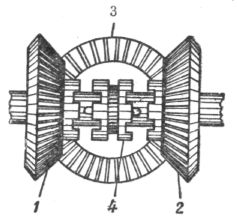
Индивидуальный привод от электродвигателя
Приводы современных станков являются индивидуальными с электродвигателями. Электродвигатель в таких станках устанавливается на задней стенке станины или внутри левой тумбы станка. Наиболее удобно размещение электродвигателя в тумбе станка, потому что двигатель в тумбе защищен от пыли, грязи и стружки, а также не занимает добавочной площади в цехе.
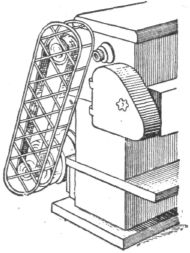
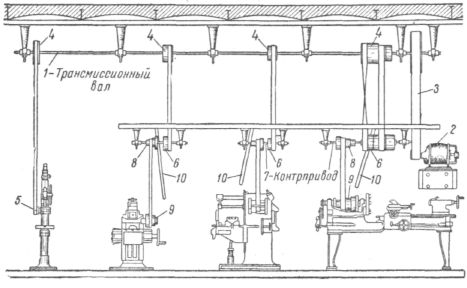
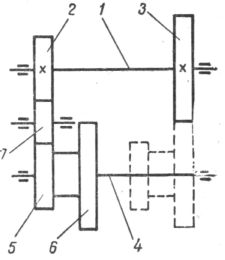
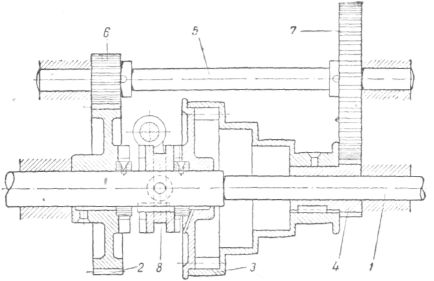
На нижнем рисунке показан устаревший трансмиссионный (групповой) привод станков. Трансмиссионная передача очень неудобна и неэкономична. Она не позволяет свободно расположить станки в цехе, переплетение ремней загромождает и затемняет цех, создает шум, потребляет много лишней энергии, усложняет и делает небезопасным управление станками. Преимущества индивидуального привода значительны и очевидны.
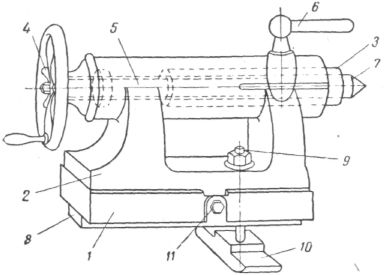
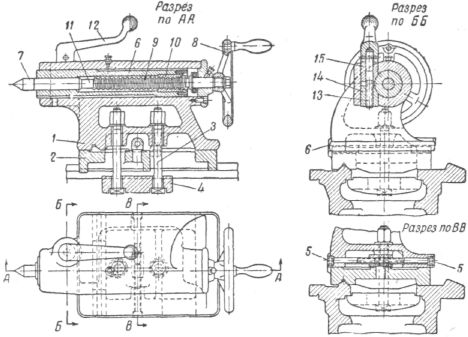
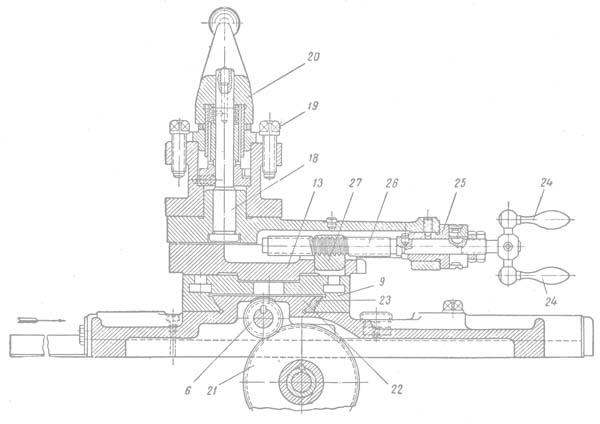
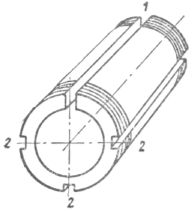
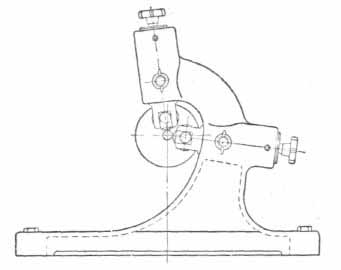
ЗАДНЯЯ БАБКА Задняя бабка предназначена для поддержания второго конца изделия и придания ему определенного положения при обработке в центрах. Часто задняя бабка используется для установки в ней различных режущих инструментов - сверл, зенкеров, разверток. Задняя бабка состоит из следующих основных частей: основания (плиты) 1, корпуса 2 со стойками и втулкой, пиноли 3, маховичка 4 с винтом 5 и рукоятки 6. В переднем конце пиноли имеется конусное гнездо, в которое вставляется центр 7, а иногда режущий инструмент - сверло, зенкер и др.
Задняя бабка Задняя бабка опирается на направляющие станины нижней поверхностью плиты 1. Плиту делают плоской, с выступом 8 посередине для направляющих станины трапецеидального сечения или с канавками для направляющих треугольного сечения. При работе задняя бабка всегда должна быть жестко закреплена на станине болтом 9, проходящим через корпус и упирающимся снизу своей головкой в поперечину (скобу) 10. Выступ поперечины должен находиться в щели между направляющими станины станка. Для цилиндрической обточки задняя бабка должна быть установлена так, чтобы ось ее пиноли была параллельна направляющим призмам станины, а ее центр строго совпадал с центром передней бабки. В связи с различной длиной обрабатываемых изделий заднюю бабку часто приходится передвигать вдоль станины. Чтобы при закреплении не перекосить ее, выступ плиты точно пригоняют к вертикальным плоскостям направляющих станины. Поперечное перемещение задней бабки производится винтом 11.
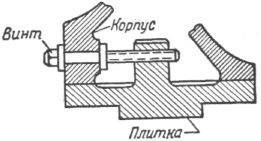
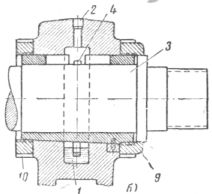
Поперечный разрез основания задней бабки
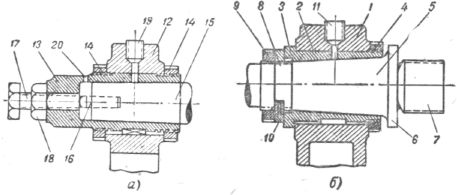
На рисунке выше показан поперечный разрез основания бабки через винт. Этим винтом пользуются для точно установки бабки при обработке длинных изделии с малой конусностью, а также для правильной установки центров: Винты, служащие для перемещения пиноли задней бабки, бывают закрытого и открытого типа.
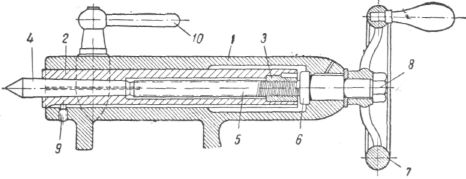
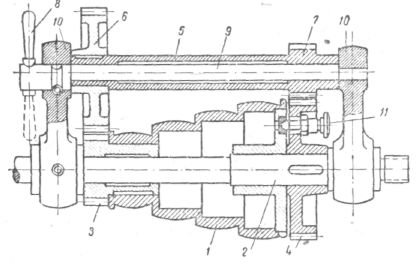
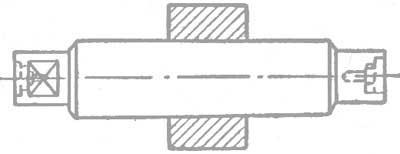
Разрез задней бабки с закрытым винтом На этом рисунке показана в продольном разрезе задняя бабка с закрытым винтом. Во втулке 1 корпуса бабки помещена полая пиноль 2, имеющая справа бронзовую с квадратной резьбой гайку 3, а слева - гнездо для центра 4. Для перемещения пиноли служит винт 5; сам винт переместить вдоль втулки невозможно, так как он внутри упирается в торец втулки 1 буртом 6, а снаружи - в ступицу маховичка 7, закрепленного на винте гайкой а. Для того чтобы пиноль перемещалась вдоль втулки 7, она не должна повертываться вместе с винтом. Для этого установлен штифт 9, который входит в канавку внизу пиноли по всей ее длине. Закрепляется пиноль в установленном положении рукояткой 10. Преимущества такой задней бабки заключаются в том, что винт, будучи закрыт во втулке, защищен от грязи, а также от повреждений случайными ударами. Задние бабки с закрытым винтом применяются для малых и средних станков. Станки же больших размеров оборудуются бабками с более прочной пинолью и часто с открытым винтом.
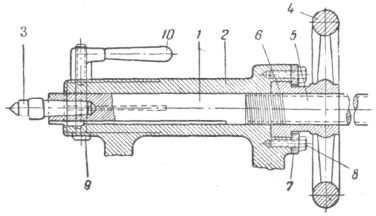
Разрез задней бабки с открытым винтом (продольный разрез)
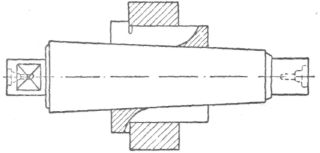
Задняя бабка с открытым винтом показана на следующем рисунке. Пиноль 7, помещенная во втулке 2, имеет на заднем конце квадратную резьбу, а в переднем - гнездо для центра 3. Для перемещения пиноли служит маховичок 4, навернутый на нарезанную ее часть своей ступицей-гайкой 5. Бурт 6 ступицы маховичка сидит в выточке втулки корпуса бабки и закрыт шайбой 7, состоящей из двух половин и закрепленной винтами 8. Закрепленный таким образом маховичок при вращении не будет перемещаться ни в ту, ни в другую сторону, а будет перемещать только пиноль вперед и назад, в зависимости от того, в какую сторону его вращают. Для того чтобы пиноль не вращалась вместе с маховичком, внизу ее сделана продольная канавка, в которую вставлен штифт 9. Пиноль закрепляют сжатием втулки с помощью рукоятки 10, но так как в пиноли имеется продольный прорез, то, сжимаясь, она закрепляет и центр. В задней бабке с закрытым винтом центр легко можно вытолкнуть, выжимая его винтом; в бабке с открытым винтом сделать это невозможно. Поэтому для бабок с открытым винтом необходимы центры с гранями под гаечный ключ. При повороте ключом такие центры легко вынимаются из своих гнезд.
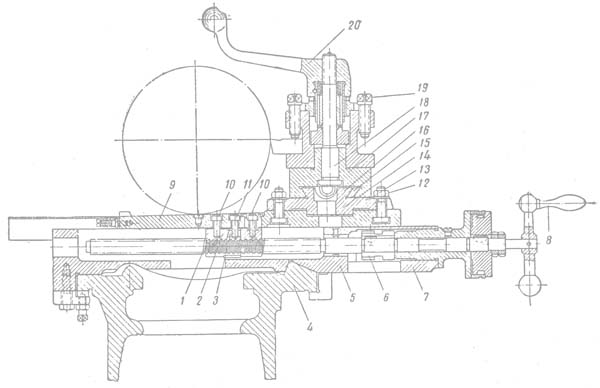
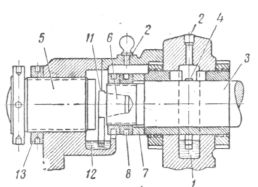
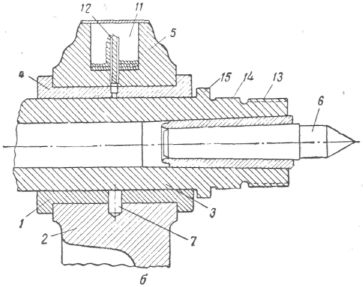
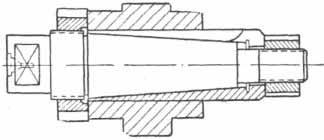
Задняя бабка универсального токарно-винторезного станка модели 1А62 На следующем рисунке показана задняя бабка токарного станка 1А62. Корпус 1 бабки опирается на плиту 2, которая крепится двумя болтами 3 и скобой 4 на станине станка. Корпус перемещается по плите с помощью винтов 5, для чего гайки болтов 3 должны быть несколько отвинчены. Соосность пиноли 6 с линией центров станка определяется по совпадению точно обработанных плоскостей на корпусе 1 и плите 2. Пиноль 6 с помощью маховичка 8 перемещают винтом 9 и гайкой 10, запрессованной в пиноли. В переднем конце пиноли имеется коническое отверстие, в которое вставляют центр 7. Центр легко выталкивается выступом 11 винта 9 при полностью вдвинутой в корпус бабки пиноли. Закрепляют пиноль в рабочем положении рукояткой 12 с помощью винта 13, стягивающего две зажимные втулки 14 и 15, которые заклинивают пиноль между своими боковыми цилиндрическими поверхностями. |
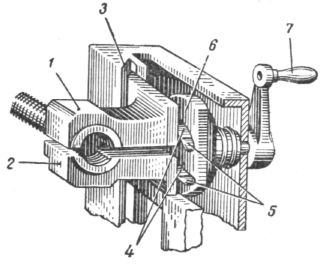
РЕЗЦЕДЕРЖАТЕЛИ
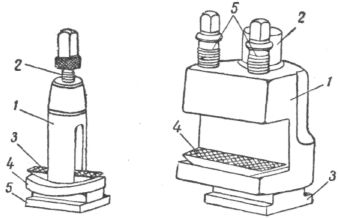
Резцедержатели служат для установки и закрепления резцов. Установку резцов следует производить точно, а закрепление их достаточно жестко и быстро. Резцедержатель, показанный на рисунке слева, имеет цилиндрический корпус 1, в прорезь которого вставляют резец и закрепляют винтом 2; при этом резец опирается на подкладку 3, которая своей нижней поверхностью лежит на такой же поверхности кольца 4. Это устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку на необходимой высоте. Нижней Т-образной частью 5 резцедержатель вставляют в паз верхней каретки. В этом резцедержателе резец устанавливают довольно быстро, однако недостаточно точно и прочно. Поэтому такие резцедержатели применяются обычно только на малых станках.
Более удобно и прочно закреплять резец в резцедержателе, показанном на рисунке справа. Корпус 1 резцедержателя закрепляют на верхней каретке суппорта гайкой 2 и болтом с Т-образной головкой 3. Для установки резца режущей кромкой на необходимую высоту служит подкладка 4, опирающаяся нижней цилиндрической поверхностью на такую же поверхность корпуса резцедержателя. Закрепляют резец двумя винтами 5. Такие резцедержатели применяются как на малых, так и на больших станках. Резцедержатель крепится на верхней каретке болтом 18, затягиваемым гайкой 20 с рукояткой. Каждый из четырех установленных резцов закрепляется 2-3 винтами 19. Если по характеру обработки изделий требуется частая смена резцов, то выгодна в смысле экономии времени применять поворотный резцедержатель (резцовая головка), позволяющий закреплять на нем одновременно до четырех резцов и быстро устанавливать их в требуемое положение. Головка снабжена защелками, задерживающими ее после того, как головка будет повернута на определенный угол (обычно на 90°). Такая резцовая головка имеется на суппорте токарно-винторезного станка 1А62.
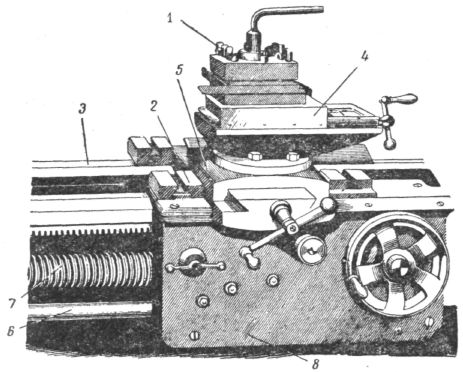
Резцовая головка В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. |
КАРЕТКА СУППОРТА
Каретки суппорта предназначены для перемещения резца в определенном направлении, в зависимости от формы обрабатываемого изделия и характера обработки. Во всех токарно-винторезных станках суппорт имеет три каретки - нижнюю, среднюю и верхнюю. Нижняя каретка предназначена для продольного, а средняя - для поперечного перемещения резца. Верхняя каретка предназначена для перемещения резца в продольном направлении, но на короткое расстояние, а также под разными углами к оси центров. На рисунках показаны продольный и поперечный разрезы суппорта станка 1А62. На направляющие 4 станины опирается плита 5 нижней каретки, к которой спереди и со стороны нижней ее плоскости 7 прикреплен фартук. Нижняя каретка сверху имеет точно простроганные и тщательно пришабренные направляющие 22 в форме ласточкиного хвоста. По этим направляющим можно перемещать поперек станины среднюю каретку 9. Поперечное перемещение средней каретки по направляющим нижней каретки осуществляется с помощью винта 1 и гайки 2. Винт 1 приводится во вращение или от руки рукояткой 8, или от механизмов фартука через шестерни 6 и 21. Так как винт 1 находится в подшипниках нижней каретки, а гайка 2 закреплена в средней каретке, то при вращении винта гайка будет перемещаться и увлекать за собой среднюю каретку.
Продольный разрез
Поперечный разрез Сверху средняя каретка имеет цилиндрическое углубление, куда входит выступ 14 поворотной части 13 суппорта, закрепляемой двумя болтами 12, квадратные головки которых входят в круговой паз в средней каретке. Поворотная часть суппорта предназначена для установки направляющих для верхней каретки под требуемым углом к направляющим станины при обтачивании коротких конусов. Сверху на поворотной части 13 суппорта имеются направляющие 16 в форме ласточкина хвоста. Верхнюю каретку 17 суппорта можно перемещать по направляющим 16 только вручную, пользуясь рукоятками 24, вращающими винт 26. Так как винт 26 смонтирован в подшипнике 25 верхней каретки, а его гайка 27 закреплена в поворотной части 13 суппорта, то при ввинчивании в гайку винт будет перемещаться вместе с верхней кареткой. Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются настолько, что между ними появляется недопустимо большой зазор. В результате этого каретки начинают пошатываться, появляется дрожание резца, снижается точность работы станка. Для устранения пошатывания средней и верхней кареток необходимо подтянуть клиновые планки 23 и 15 до получения зазора нормальной величины. Необходимо быть очень осторожным при подтягивании клиновой планки 23 средней каретки, так как сильно затянутая планка может задержать перемещение каретки и при включении поперечной механической подачи возможна поломка шестерен или других деталей механизмов подачи. В результате износа увеличивается зазор между винтом и гайкой кареток. Тогда при изменении направления вращения винта обнаруживается его холостое вращение, которое не сопровождается перемещением каретки. Установка нормального зазора между винтом и гайкой средней каретки производится клином 3. Для этого необходимо слегка отвернуть винты 10, которыми прикреплены половины гайки 2 к средней каретке, и посредством винта 11 сдвинуть клин 3, раздвигающий половины гайки, до получения нормального зазора между винтом и гайкой. После регулировки зазора винты, крепящие половины гайки 2, необходимо затянуть. |
БЛОКИРОВОЧНЫЙ МЕХАНИЗМ
Нельзя включать механизм подачи от ходового вала до тех пор, пока не будет разомкнута разъемная гайка на ходовом винте. Точно так же нельзя замыкать разъемную гайку, пока не выключен ходовой вал, иначе неизбежна поломка механизмов подачи станка. Так как по небрежности это забывают, то для предотвращения таких неправильных включений в современных токарно-винторезных станках ставится специальный механизм, называемый механизмом блокировки.
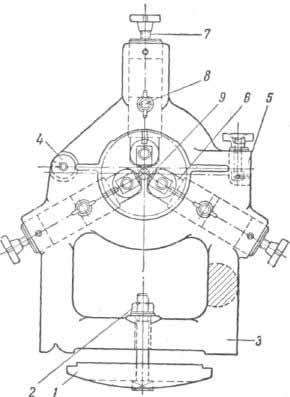
На рисунке показано устройство механизма блокировки в фартуке токарного станка 1А62. Рукоятка 1, закрепленная на винте 2, предназначена для перемещения гайкой 3 вилки 4. Этой вилкой можно передвинуть шестерню z = 24 вдоль вала 5, на котором сидит червячная шестерня z = 30. Шестерню z =24 можно сцепить или с шестерней z = 50 и тем включить продольную подачу ходового вала, или с шестерней z = 65 и тем включить поперечную подачу.
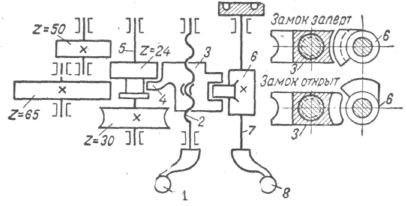
Схема блокировочного механизма станка 1А62
При среднем положении шестерни z = 24, когда как продольная, так и поперечная подача выключена, выступ втулки 6 свободно проходит через прорезь гайки 3. При этом вал 7 можно вращать в любом направлении рукояткой 8 и включать или выключать разъемную гайку с ходовым винтом.
Таким образом, при запертом замке выступ втулки 6 входит в вырез гайки 3 и тем не дает возможности включить подачу от ходового винта. При открытом же замке выступ втулки 6 выходит из выреза гайки 3 и не препятствует включению подач от ходового вала. При включенных подачах от ходового вала выступы гайки 3 не дают возможности повернуть рукоятку 8 влево и замкнуть разъемную гайку на ходовом винте.
ПАДАЮЩИЙ ЧЕРВЯК
Падающий червяк предназначен для автоматического выключения подачи суппорта, когда сопротивление движению суппорта чрезмерно возрастает, например в момент соприкосновения его каретки с продольным или поперечным упором или вследствие внезапной перегрузки резца от непредвиденных препятствий. Этот червяк называется падающим потому, что с помощью специального устройства червяк при перегрузке выпадает из зубьев червячной шестерни и мгновенно прекращается перемещение суппорта.
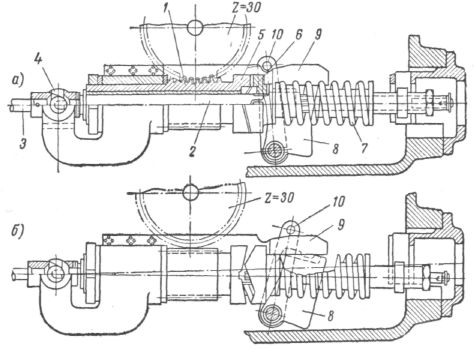
Падающий червяк: а - включенное положение; б - выключенное положение
На рисунке показано устройство падающего червяка Червяк сидит свободно на валу 2, соединенном с валом 3 шарнирной муфтой 4. Вал 3 получает вращение от ходового вала через шестерню. С правой стороны червяка 1 (рис. а) имеется муфта со скошенными торцовыми кулачками 5. Этими кулачками червяк сцепляется с другой половиной муфты 6, которая может скользить по шлицованной части вала 2. Пружина 7 прижимает муфту 6 к скошенным кулачкам 5 червяка 1, благодаря чему вращение передается червяку 1 от вала 3. Червяк 1 в свою очередь передает вращение червячной шестерне z=30, приводящей в движение механизмы продольной и поперечной механических подач суппорта
Если суппорт встречает при своем движении повышенное сопротивление, то нагрузка на червячную шестерню z=30 возрастает, вызывая увеличение сопротивления вращению червяка 1. Когда это сопротивление увеличится чрезмерно, правая половина 6 кулачковой муфты начнет поворачиваться относительно левой половины 5 и отходить вправо, сжимая пружину 7 (рис. б). Перемещающаяся половина 6 муфты отодвинет кронштейн 8, поддерживающий при помощи планки 9 червяк 1 в зацеплении с червячной шестерней 2 = 30 (рис. а). При кронштейне 8, отодвинутом вправо (рис. б), червяк, уже не поддерживаемый планкой 9, под действием собственного веса падает вниз и выходит из зацепления с червячной шестерней z = 30 и подача суппорта прекращается. Червяк включается поворотом рукоятки 10; при этом поднимаются кронштейн 8, планка 9 и червяк 1.
Так как это предохранительное устройство действует только при подаче от ходового вала, поэтому при нарезании резьбы, что делается при подаче суппорта от ходового винта, пользоваться жесткими упорами недопустимо.
ФАРТУК
Фартук прикреплен к нижней поверхности каретки 2. В нем находятся механизмы продольной и поперечной подач (механической и ручной) и механизмы управления, показанные на рисунке.
Механизм фартука токарного станка
Продольная подача суппорта во всех токарных станках производится, как показано на рисунке, с помощью или зубчатой рейки 2, жестко прикрепленной к станине, и перекатывающейся по этой рейке шестерни 5, или ходового винта 23 и маточной гайки 10. Реечная шестерня 5 получает вращение от ходового вала 22 через червяк 15, соединенный с этим валом скользящей шпонкой, червячную шестерню 16 и шестерни 14 и 3. Включение продольной подачи от ходового вала осуществляется поворотом рукоятки 13, соединяющей с помощью муфты трения червячную шестерню 16 с шестерней 14, и от ходового винта поворотом рукоятки 11, соединяющей разъемную гайку с ходовым винтом. Таким образом, перекатывающаяся по рейке шестерня 5 или ввертывающийся в разъемную гайку ходовой винт и будут сообщать фартуку с суппортом движение вдоль станины.
Разъемная гайка
Устройство разъемной гайки показано на рисунке выше. Состоит она из верхней 1 и нижней 2 половин, скользящих по направляющим 3 фартука. При включении половины гайки сближаются, а при выключении раздвигаются пальцами 4, сидящими в спиральных прорезях 5 диска 6, поворачиваемого рукояткой 7.
Поперечная подача осуществляется только от ходового вала 22. Для этой цели на ходовом валу 22 рядом с червяком 15 сидит коническая шестерня 17, шпонка которой скользит в длинной шпоночной канавке ходового вала. Шестерней 17 передается вращение конической шестерне 20 и цилиндрическим шестерням 19, 21, 18 и 9. Указанные шестерни находятся одна с другой в постоянном зацеплении. Шестерня 9 может быть сцеплена с шестерней 7 с помощью кнопки 6 для передачи вращения винту 8 поперечной подачи. Выключают поперечную подачу той же кнопкой 6, выводя шестерню 9 из зацепления с шестерней 7. Ручная продольная подача осуществляется рукояткой 1 через шестерни 12, 3 и 5, а ручная поперечная - рукояткой 4, жестко сидящей на выступающем конце винта 8 поперечной подачи.
СУППОРТ
Суппорт предназначен для удерживания и перемещения резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт токарного станка
На рисунке показан общий вид суппорта. Резец закрепляется в резцедержателе 1. При сплошной обработке Длинных изделий резец получает движение в продольном направлении станка с помощью нижней каретки 2, скользящей по направляющим призмам станины 3. Для коротких продольных (и под углом к оси центров) перемещений резца служит верхняя каретка 4. При лобовой обработке изделий резец перемещается в перпендикулярном направлении к оси центров с помощью поперечной каретки 5.
Движение кареток суппорта у различных токарных станков осуществляется по-разному. Верхняя каретка получает движение от руки. Поперечная же каретка перемещается у одних станков только вручную, а у других еще и механически. Нижняя каретка может перемещаться и ручным и механическим способом.
Для механического перемещения суппорта простые токарные станки снабжаются ходовыми валами 6, а токарно-винторезные, от которых требуется высокая точность подачи резца, еще и ходовыми винтами (червяками) 7. Ходовые винты изготовляются с дюймовой или миллиметровой нарезкой прямоугольного (реже трапецеидального) сечения. Вследствие изнашивания ходового винта, что получается при частом его применении, точность подачи резца понижается. Поэтому в современных токарно-винторезных станках с целью сохранения ходового винта ставят еще и ходовой вал, который заменяет его при всех работах, за исключением нарезания резьбы.
Передача движения от ходового вала или винта к суппорту производится передаточными механизмами, заключенными в фартуке 8. Рукоятки и маховики, расположенные на каретках и в фартуке суппорта, служат для управления его механизмами, а также для перемещения тех или других кареток вручную.
КОРОБКА ПОДАЧ УНИВЕРСАЛЬНОГО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1А62
Механизм коробки подач находится в чугунном корпусе, установленном на станине станка спереди и ниже передней бабки. Коробка подач получает движение от коробки скоростей через механизм реверса и сменные шестерни гитары. Механизм коробки подач дает возможность получить большое количество видов резьб и подач.
Через ходовой винт с шагом 12 мм (без механизма увеличения шага) можно получить следующие резьбы: а) метрические с шагом от 1 до 12 мм; б) дюймовые от 2 до 24 ниток на 1"; в) модульные с модулями от 0,5 до 3; г) питчевые с диаметральным шагом от 96 до 7. При применении же механизма увеличения шага можно получить резьбы с увеличенным шагом, превышающим нормальный в 16 раз. Настройка станка для получения резьб производится согласно соответствующей таблице, имеющейся в паспорте и одновременно с этим помещаемой на станке.
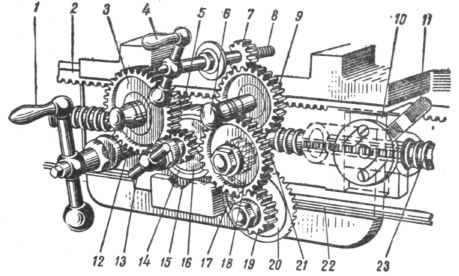
На рисунке показана схема коробки подач станка. Вал I получает восемь различных чисел оборотов в минуту от вала II коробки скоростей посредством переключения на механизм увеличения шага и перестановки шестерен приклона гитары.
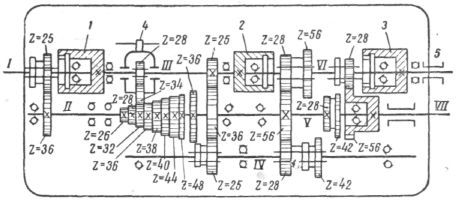
Схема коробки подач универсального токарно-винторезного станка модели 1А62
Дальнейшее увеличение чисел оборотов, передаваемых ходовому винту или ходовому валу станка, достигается переключением рукояток, расположенных на крышке коробки подач. При переводе рукоятки 1 на положение «метрическая резьба» шестерня z = 25 перемещается влево по валу I, а сблокированная с ней шестерня z = 25 - вправо по валу IV. Тогда движение с вала I передается через шестерни z=25 и 2=36 на вал II, от которого через одну из восьми шестерен, неподвижно насаженных на вал II, накидную шестерню z = 34 и шестерню z = 28, находящиеся в вилке рычага 4 переключения подач, передается движение валу III. Дальше от вала III через шестерни z = 25, z=36 и z-25 движение передается валу IV, а от него через шестерни z = 28, z=56 и z = 28 валу VI и затем через шестерню z = 28 и зубчатую муфту 3 ходовому винту 5 или через ту же шестерню z=28 и шестерню z = 56 ходовому валу VII.
При переводе рукоятки 1 на положение «дюймовая резьба» шестерня z = 25, перемещаясь по валу I вправо, входит в зацепление с зубчатой муфтой 1. Одновременно шестерня z = 25 перемещается по валу IV влево и входит в зацепление с шестерней z = 36, жестко посаженной на валу II. В этом случае движение передается от вала I валу III, от которого, через шестерню z = 28, накидную шестерню z = 34 и через одну из восьми шестерен движение передается валу II; затем через шестерни z = 36 и z = 25 - валу IV, от которого через шестерни z = 28, z = 56 и z = 28 валу VI и далее тем же порядком, что и в первом случае, на ходовой винт или на ходовой вал.
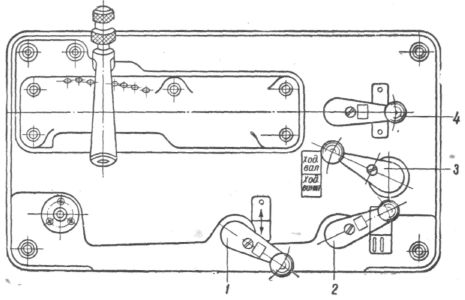
Рукоятки управления коробкой подач универсального токарно-винторезного станка модели 1А62
Переключение блока шестерен z = 28 и z = 56 производится рукояткой 4, а блока шестерен z = 28 и z = 42-рукояткой 2. Рукояткой 3 перемещается шестерня z = 28 по валу VI для включения ходового винта или ходового вала. При переводе рукоятки 1 на положение «дюймовая резьба» и рукоятки 4 на «прямое включение винта» и при включенном ходовом винте рукояткой 3 шестерни z=25, z = 28 и z = 28 соответственно входят в зацепление с зубчатыми муфтами 1, 2 в 3 и движение передается ходовому винту, минуя механизм коробки подач. При такой передаче производится нарезание точных метрических и модульных резьб.
Необходимо помнить, что шестерни коробок подач, как и шестерни коробки скоростей, не следует переключать на ходу, в противном случае от неправильного сцепления и резких толчков может произойти поломка шестерен и других деталей.
КОРОБКИ ПОДАЧ
Токарно-винторезные станки новейшей конструкции имеют коробки подач, пользование которыми значительно проще и удобнее, чем гитарами; одним поворотом рукояток можно получать необходимые подачи суппорта. Коробки подач состоят из нескольких рядов шестерен. По своему устройству они, так же как и коробки скоростей, сложны, но вместе с этим удобны в управлении.
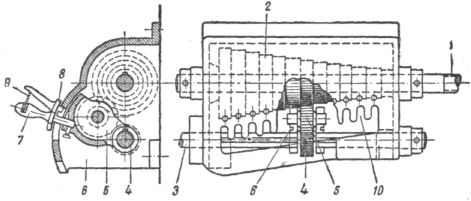
Схема коробки подач с накидными шестернями
Наиболее широкое применение находит коробка подач с накидными шестернями. На вал 1, иногда на ходовой винт, посажены наглухо двенадцать шестерен 2. На валу 3, получающем вращение от шпинделя, сидит на скользящей шпонке шестерня 4. Шестерню 4, передвигая вдоль вала, можно сцепить через перемещающуюся с ней промежуточную шестерню 5 с любой из двенадцати шестерен, сидящих на валу 1. Шестерни 4 и 5 посажены между вилками каретки 6, перемещающейся вместе с ними вдоль вала 3 с помощью выходящей из корпуса коробки рукоятки 7. В каждом из двенадцати возможных рабочих положений рычаг, а следовательно, и каретку с шестернями, можно закрепить защелкой 8, которая под действием пружины 9 входит в соответствующее гнездо корпуса коробки. Для большей устойчивости во время работы каретка своим рычагом опирается на один из пазов 10 в стенке корпуса коробки. Сзади передней бабки, между коробкой подач и шпинделем, ставится гитара, с помощью которой можно увеличить число подач коробки в несколько раз.
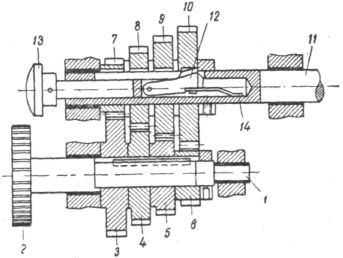
Схема коробки подач с передвижной шпонкой
Сравнительно часто применяются коробки подач с передвижной шпонкой. Одна из них показана на рисунке выше. На валике 1, получающем вращение от последней из сменных шестерен гитары через шестерню 2, жестко посажены четыре разного диаметра шестрени 3, 4, 5 и 6. Эти шестерни постоянно сцеплены с шестернями 7,8,9 а 10, свободно надетыми на валик 11. Перемещением шпонки 12 но канавке валика 11, один конец которой под действием прикрепленной к ней пружины 14 поднимается кверху, можно произвести достаточно жесткое соединение валика 11 с одной из сидящих на нем четырех шестерен. Перемещение шпонки осуществляется при помощи выступающего из валика стержня 13. При перемещении шпонка, преодолевая сопротивление пружины, утопает в канавку валика, во время же работы пружина удерживает шпонку в канавке шестерни.
Таким образом, движение будет передаваться от валика 1 через одну из его шестерен к шестерне, соединенной шпонкой 12 с валиком 11, от которого движение передается дальше ведущему валику коробки с накидными шестернями.
Так как рассмотренная коробка имеет четыре подачи, то она увеличит имеющееся число подач коробки с накидными шестернями, равное двенадцати, в четыре раза. Следовательно, всего можно получить 48 разных подач.
ГИТАРА (ПРИКЛОН)
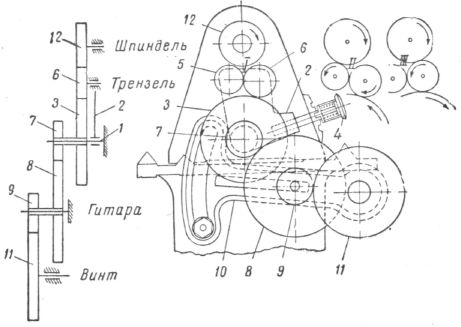
Гитара со сменными шестернями служит для изменения величины подачи суппорта. Ее схема показана на рисунке. Шестерни 3 и 7 неподвижно посажены на общую втулку надетую свободно на палец 1. Точно так же посажены на втулку и шестерни 8 и 9. Втулка так же свободно надета на палец, закрепленный в пазу рычага 10. На выступающем конце ходового винта сидит наглухо шестерня 11. Сцепление между собой шестерен гитары и трензеля показано на схеме. Шестерни 3, 6, 5 и 12 являются шестернями постоянными, а шестерни 7, 8, 9 и 11 - сменными. При каждом изменении величины подачи суппорта ставятся другие шестерни в той или иной комбинации. Диаметры сменных шестерен разные, поэтому вновь устанавливаемые шестерни будут между собой или не сцеплены, или одна в другую упираться Зацепление шестерен достигается перемещением их пальца в пазу рычага, а также поворачиванием последнего вокруг оси ходового винта. После регулировки рычаг и его палец накрепко зажимаются.
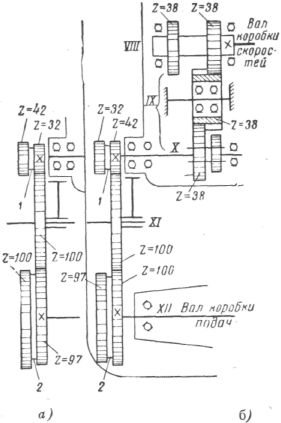
Схема механизма реверса и гитары (приклона) универсального токарно-винторезного станка модели 1А62: а - настройка на модульную и питчевую резьбы; б - настройка на метрическую и дюймовую резьбы и подачи. Почти все стандартные метрические, дюймовые, модульные и питчевые резьбы, а также подачи при обтачивании можно получить двумя парами сменных шестерен при соответствующем переключении рычагов на коробке скоростей и коробке подач. Обтачивание и нарезание метрических и дюймовых резьб производятся при передаче вращения от коробки скоростей к коробке подач через шестерни z = 42, z = 100 и z=100, а нарезание модульных и питчевых резьб - при передаче через шестерни z = 32, z=100 и z = 97. Сменные шестерни изготовлены в виде блоков: блок 1 шестерен z = 42 и z = 32 и блок 2 шестерен z= 100 и z - 97. Таким образом, при переходе с метрической резьбы на модульную настройка гитары сводится к перевертыванию блоков шестерен 1 и 2 и передвижению до нормального зацепления с шестернями блоков 1 и 2 промежуточной шестерни z = 100. В корпусе гитары расположен механизм реверсирования подачи при нарезании резьбы. Если рукоятка коробки скоростей установлена на нормальный шаг, то при передаче движения через шестерню z = 38, расположенную справа на валу VIII коробки скоростей, промежуточную шестерню 2 = 38, вращающуюся на валу IX, и шестерню z = 38, сидящую на шлицованном валу X, производится точение и нарезаются правые резьбы, а при передаче движения через шестерню z = 38, расположенную на валу VIII слева, и передвинутую налево по валу X шестерню z = 38 нарезаются левые резьбы. Шестерню z =38 передвигают по валу X рукояткой. С переключением рукоятки коробки скоростей на увеличенный шаг, а также при прямом соединении ходового винта направление движения суппорта меняется на обратное. Гитара защищена кожухом с отъемной крышкой для быстрой перестановки сменных шестерен. |
РЕВЕРСИВНЫЙ МЕХАНИЗМ
Реверсивные механизмы предназначены для изменения направления движения суппорта при вращении шпинделя в одну и ту же сторону. На рисунке показан реверсивный механизм, называемый трензелем. Трензель применяется обычно в простых токарных станках. Он устроен следующим образом. На палец 2, ввернутый в корпус передней бабки, надеты изогнутый рычаг 2 и шестерня 3. Вокруг пальца шестерня вращается, а рычаг только поворачивается на некоторый угол и затем замыкается защелкой 4. Шестерня 3 все время находится в зацеплении с шестерней 6. Шестерни 5 ж 6 показаны на схеме в трех положениях: при положении I трензель выключен и движение суппорту не передается, при положении II суппорт получает перемещение в одном направлении, а при положении III - в обратном.
Схема трензельного реверсивного механизма и гитары В токарных станках новейшей конструкции применяются реверсивные механизмы, более удобные в управлении, чем трензель. Схемы двух из таких механизмов показаны на следующих рисунках.
На первом рисунке показан реверсивный механизм, состоящий из конических шестерен и кулачковой муфты. Две конические шестерни 1 и 2, имеющие кулачки, сидят свободно на валике и сцеплены с третьей конической шестерней 3. На валу между шестернями 1 и 2 сидит на гнездовой (скользящей) шпонке двухсторонняя кулачковая муфта 4, которую можно с ними попеременно сцеплять или расцеплять. Шестерня 1 получает движение от шпинделя и передает его шестерням 2 и 3. Таким образом, при вращении шпинделя они все время вращаются и передают суппорту движение только в том случае, если одна из них будет сцеплена с кулачковой муфтой. Суппорту при сцеплении кулачковой муфты с шестерней 1 сообщается перемещение в одном направлении, а при сцеплении с шестерней 2 - в обратном. На втором рисунке показан реверсивный механизм, состоящий из цилиндрических шестерен На ведущем валу 1 закреплены неподвижно на шпонках шестерни 2 и 3. На ведомом валу 4 скользит блок шестерен 5 и 6, который может быть сцеплен или с промежуточной шестерней 7, постоянно сцепленной с шестерней 2, или с шестерней 3 (показано пунктиром). Таким образом, при сцеплении шестерни б с промежуточной шестерней 7 ведомый вал 4 получает вращение в одном направлении, а при сцеплении шестерни 6 с шестерней 3 - в обратном. |
МЕХАНИЗМЫ ПОДАЧ
Величина и направление подачи резца за один оборот шпинделя бывают различными и зависят от режима обработки изделия. При чистовой обработке резцу сообщают малую подачу, при обдирочной - большую, причем всегда различную, в зависимости от обрабатываемого материала и других условий резания. При нарезании резьбы резец должен подаваться за один оборот шпинделя на величину ее шага. Обычно суппорт перемещают вдоль станка по направлению к передней бабке, но иногда, по характеру выполняемой работы (нарезание левой резьбы и др.), и обратно. В случае торцовой обработки изделий суппорт подается в поперечном направлении. Для сообщения суппорту указанных подач и направлений движения токарные станки снабжаются механизмами подачи.
Механизм подачи - сложный по устройству. Он включает: 1) реверсивный механизм, служащий для изменения направления подачи; 2) гитару со сменными шестернями, позволяющую непосредственно или совместно с механизмом коробки подач получать большое число различных подач и таким образом нарезать дюймовые или метрические и другие резьбы: 3) коробку подач, которая ускоряет переключение и увеличивает число подач; 4) ходовые винт и вал, передающие движение суппорту от гитары или коробки подач; 5) фартук с механизмами, превращающими вращательное движение ходового винта и вала в поступательное движение резца; 6) суппорт, служащий для перемещения закрепленного на нем обычно резца, иногда изделия.
КОРОБКА СКОРОСТЕЙ УНИВЕРСАЛЬНОГО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1А62
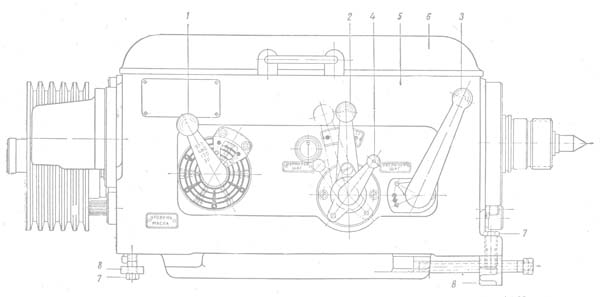
На рисунке показан общий вид передней бабки наиболее распространенного в 70-х 80-х годах прошлого века универсального токарно-винторезпого стайка модели 1А62 завода «Красный пролетарий».
Передняя бабка состоит из чугунного корпуса 5, плотно закрывающегося плоской крышкой 6. Внутри корпуса смонтирован зубчатый механизм коробки скоростей, передающий вращение шпинделю и механизмам подачи станка. Корпус устанавливается на левой части станины и прижимается к базовой вертикальной плоскости станины двумя винтами; к горизонтальной же плоскости станины корпус крепится пятью винтами 7 и двумя прижимными планками 8.
Передняя бабка станка 1А62
Коробка скоростей приводится в движение от индивидуального электродвигателя. Через клиноременную передачу вращение передается на приводной шкив 1, смонтированный на шарикоподшипниках 8 на втулке 9, прикрепленной к корпусу передней бабки. Благодаря этому усилия натяжения в ременной передаче воспринимаются через втулку корпусом и не передаются приводному валу I, с которым шкив связан фланцем 10.
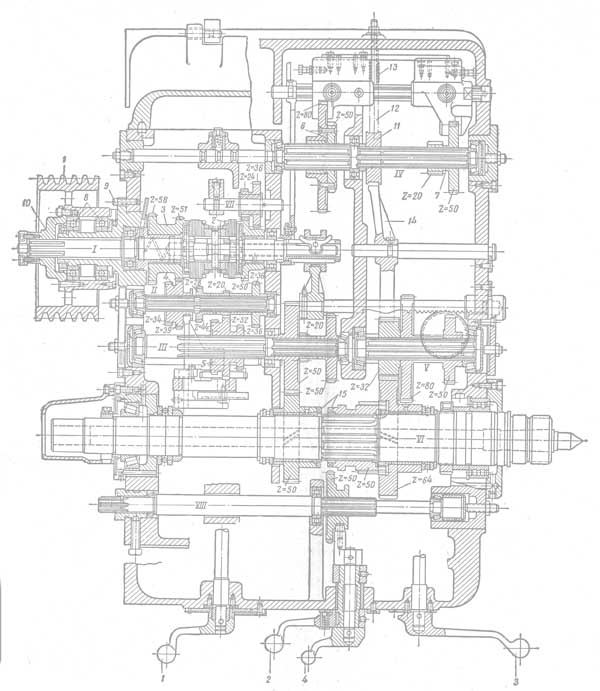
Развертка коробки скоростей станка 1А62
На приводном валу I смонтирована двухсторонняя фрикционная дисковая муфта, с помощью которой осуществляются пуск, остановка и изменение направления вращения шпинделя при включенном электродвигателе. Корпус муфты состоит из двух не связанных между собой половин - левой 3 и правой 2. Заодно с левой половиной 3 корпуса муфты изготовлен блок с двумя шестернями, сообщающий прямой ход шпинделю. Заодно с правой половиной 2 корпуса муфты изготовлена шестерня, сообщающая шпинделю обратный ход. Обе половины муфты соединяются с валом фрикционными дисками, При сжатии дисков возникающая между ними сила трения приводит во вращение левую 3 и правую 2 часть муфты и через соответствующие шестерни механизм коробки скоростей и уже через нее все механизмы станка. Включение и выключение муфты производятся двумя рукоятками, из которых одна расположена у коробки подач, а другая - с правой стороны муфты. Для включения муфты пользуются одной из этих рукояток, в зависимости от места нахождения токаря у станка.
Одновременно с включением фрикционной муфты происходит торможение шпинделя. Диск тормоза 11, закрепленный на валу IV, охвачен тормозной лентой 12, один конец которой прикреплен к регулировочному винту 13, а другой - к рычагу 14. Рычаг, отклоняясь при выключении фрикционной муфты, натягивает тормозную ленту и производит быстрое торможение вала IV и шпинделя VI.
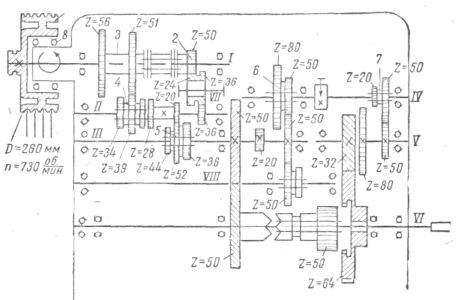
Схема коробки скоростей универсального токарно-винторезного станка модели 1А62
Число оборотов шпинделя изменяется путем передвижения по шлицевым валикам блоков шестерен 4, 5, 6 и 7 при помощи рукояток 1 и 3 и переключения шестерен 2 = 80 или z = 50 посредством муфты с шестерней z = 50 и кулачками 15 и рукоятки 2.
Из 24 скоростей 21 используемая и 3 перекрывающиеся. Находятся они в пределах 11,5-1200 оборотов в минуту. Образование скоростей осуществляется следующим образом. От вала I , получающего 730 об/мин, вращение передается на вал II шестернями z = 51 и z = 39 или z = 56 и z = 34. Далее вращение передается валу IIIпереключающимся блоком 5 с шестернями z = 44, z = 52 и z= 36 соответственно сцепляющимся шестерням z = 28, z = 20 и z = 36. При включенной шестерне z = 50 посредством муфты с кулачками 15 движение от вала III сообщается косозубыми шестернями z = 50 и z=50 шпинделю VI. При включенной шестерне z = 64 посредством той же муфты, но зубцами ее шестерни z=50 движение от вала III передается шестернями z = 20 и z = 80 или z = 50 и z = 50 валу IV, далее от вала IV шестернями z = 20 и z = 80 или z = 50 и z = 50 валу V и, наконец, от вала V постоянно сцепленными косозубыми шестернями z = 32 и z = 64 шпинделю VI.
Обратный ход шпинделю VI сообщается с 12 различными скоростями от 18 до 1520 об/мин. От приводного вала 7 через шестерню z = 50, шестерни z = 24 и z = 36, сидящие на валу VII, и шестерню z = 36 движение передается валуII. Далее движение шпинделю VI передается через те же шестерни и валы, что и при прямом ходе шпинделя, но вращаются они в обратном направлении, сообщая шпинделю обратный ход.
МЕХАНИЗМЫ ИЗМЕНЕНИЯ СКОРОСТЕЙ
В зависимости от диаметра обрабатываемого изделия, твердости его материала, площади сечения стружки, стойкости резца и ряда других причин, приходится то увеличивать, то уменьшать число оборотов изделия, а следовательно, и шпинделя. Обычно при обработке изделий с малым диаметром шпинделю сообщают сравнительно большое число оборотов, а с увеличением диаметра изделий число оборотов шпинделя уменьшают. Для этой цели во всех токарно-винторезных станках ставят различные механизмы изменения скоростей вращения шпинделя. В токарных станках старой конструкции имеются ступенчатые шкивы и переборы, в станках же новой конструкции ставятся коробки скоростей.
На первом рисунке показана схема устройства механизма, состоящего из ступенчатого шкива и двухпарного зубчатого перебора, а на следующем рисунке, его продольный разрез.
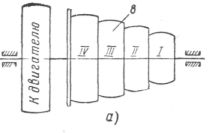
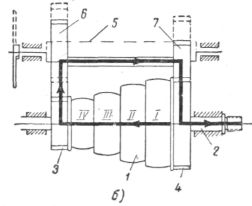
Схема передачи ступенчатыми шкивами
Четырехступенчатый (иногда трехступенчатый и редко пятиступенчатый) шкив 1 свободно сидит на шпинделе 2. С левой его стороны сидит на шпинделе малая шестерня 3, наглухо соединенная со ступенчатым шкивом, а справа — большая шестерня 4, наглухо насаженная на шпиндель. Большая шестерня 4 может быть соединена со ступенчатым шкивом пружинным штифтом 11. Остальные две шестерни — большая 6 и малая 7 — жёстко сидят на втулке б, свободно надетой на валик 9 (рис. 31), эксцентрично расположенный своими концами в отверстиях особых приливов 10 корпуса передней бабки позади шпинделя. Поворачиванием ручки 8 эксцентрично сидящего валика 9 втулку 5 с шестерней в и 7 то удаляют от шпинделя, то приближают к нему. При удалении шестерни 6 и 7 расцепляются с шестернями 3 и 4 и, наоборот, при приближении они соответственно сцепляются. Шпинделю будет сообщено самое большое число оборотов, если ремень надеть на ступень IV шкива 1 шпинделя и соответственно на ступень IV шкива контрпривода. Вал контрпривода вращается с постоянным числом оборотов. Для уменьшения числа оборотов шпинделя необходимо перебрасывать ремень на ступень меньшего диаметра шкива контрпривода и соответственно на ступень большего диаметра шкива станка. Ступени 1,11, III и IV шкива дают шпинделю четыре различных числа оборотов, изменяющихся в сравнительно небольших пределах. Эти изменения чисел оборотов достаточны для обработки изделий небольших диаметров.
Продольный разрез перебора
При переходе на обработку изделий с большим диаметром получить необходимое для выбранной скорости резания число оборотов шпинделя с помощью только ступенчатого шкива невозможно. В таких случаях применяется зубчатый перебор В зависимости от диаметров его шестерен, число оборотов шпинделя понижается в 5—8 раз. Четырехступенчатый шкив и двухпарный зубчатый перебор позволяют сообщить шпинделю восемь различных чисел оборотов.
Во избежание ранения пальцев рук и поломки шестерен включение перебора в работу следует производить только после полной остановки станка и придерживаясь следующего порядка: вначале расцепляют шестерню 4 со шкивом при помощи пружинного штифтаx 11, затем поворачиванием ручки 8 в положение, показанное пунктирными линиями, подводят и сцепляют шестерня, после чего переборный валик запирают шпилькой или другим запорным устройством При этом движение от ступенчатого шкива к шпинделю будет передаваться по схеме, показанной жирной линией на рисунке 30.
Описанное устройство включения перебора обладает существенным недостатком: при пуске станка в работу с включенным перебором иногда забывают разъединить ступенчатый шкив с шестернями перебора, в результате чего могут изломаться их зубья. Во избежание этого применяются фрикционные и кулачковые муфты сцепления. Их преимущество заключается в том, что за один и тот же поворот ручки происходит последовательно разъединение ступенчатого шкива с шестерней и затем сцепление шестерен перебора. На следующем рисунке показан один из зубчатых переборов, имеющий для включения его в работу кулачковую муфту.
Разрез перебора с кулачковой муфтой
На шпинделе 1 свободно сидят шестерни 2 и ступенчатый шкив 5, соединенный наглухо с шестерней 4. В отверстиях приливов передней бабки помещен валик 5, на который насажены шестерни 6 и 7, постоянно сцепленные с шестернями 2 и 4. Сцепление ступенчатого шкива с шестернями перебора производится двухсторонней кулачковой муфтой 8. Муфта закреплена на шпинделе шпонкой, причем так, что имеет возможность перемещаться вдоль шпинделя. При выключении перебора кулачковую муфту перемещают вправо и тем самым расцепляют ее с шестерней 2 и затем сцепляют со ступенчатым шкивом 3. При включении перебора делают обратное — кулачковую муфту расцепляют со шкивом 3 и затем сцепляют ее с шестерней 2. Передние бабки со ступенчатыми шкивами и переборами имеют ряд существенных недостатков. Одним из них является то, что для полного использования токарного станка восьми или десяти чисел разных скоростей вращения шпинделя, получаемых с помощью ступенчатого шкива и перебора, недостаточно. Другим недостатком является то, что перебрасывание ремня с одной ступени шкива на другую отнимает сравнительно много времени даже у опытных рабочих и не вполне безопасно. По этим и другим причинам в последние годы станки со ступенчатыми шкивами вытесняются более совершенными станками с коробками скоростей.
Коробки скоростей дают значительное увеличение числа скоростей вращения шпинделя и позволяют переключать скорости шпинделя быстро и удобно. Однако по своему устройству они сложны. Поэтому перед работой на токарном станке с коробкой скоростей незнакомой конструкции необходимо внимательно и полностью изучить ее устройство — возможные перемещения и сцепления шестерен и соответствующие для этого перемещения рукояток, пуск, остановку и торможение станка. При изучении приводной шкив следует поворачивать вручную и с большой осторожностью.
ПОДШИПНИКИ ШПИНДЕЛЯ
Передний и задний подшипники и шейки шпинделя делаются такой конструкции, при которой устраняются дрожание и смещение шпинделя. Во избежание быстрого износа вкладыши подшипников изготовляются длинными и из очень твердой фосфористой бронзы. В новейших станках применяются шариковые и роликовые подшипники, которые являются более совершенными, чем подшипники скольжения.
Шейки шпинделя должны быть точно пригнаны к вкладышам подшипников. Для этого вкладыши вначале тщательно пришабривают к заранее хорошо отшлифованным и отполированным шейкам шпинделя, а затем по мере их износа подтягивают специально поставленным для этого приспособлением. Подтягивание производится с таким расчетом, чтобы шпиндель не имел никакой игры, но достаточно легко провертывался; в противном случае может произойти нагревание, а затем и заедание вкладышей подшипника и шеек шпинделя. Это особенно относится к переднему подшипнику, работающему по сравнению с задним в более тяжелых условиях.
На рисунке представлены в продольном разрезе передний и задний неразъемные подшипники шпинделя с коническими шейками. Передний подшипник состоит из проушины стоики 1 бабки, в которой сидит бронзовая втулка 2, имеющая с одного конца бурт 3 для упора, а с другого - нарезку с навертываемой на нее гайкой 4 для затяжки втулки. Во втулке 2 находится передняя конусная шейка 5 шпинделя. На одном конце шейки сделан бурт 6 и нарезка 7, предназначенные для установки и закрепления зажимных и установочных приспособлений (патрона, планшайбы и др.), а на другом - уступ 8 с нарезкой, на которую навертывается натяжная гайка 9. Между натяжной гайкой и упорным буртом втулки сидит на шпинделе упорная шайба 10. Для того чтобы во время вращения шпинделя натяжная гайка не отвертывалась и не увеличивала зазора между шейкой и втулкой, упорная шайба закрепляется наглухо стопорным винтом. Для смазки подшипника стенка проушины имеет смазочное отверстие 11 с нарезкой для колпачковой масленки.
Неразъемные подшипники шпинделя с коническими шейками:
а - задний; б - передний.
Это отверстие должно совпадать с отверстием во втулке. Для лучшего распределения масла по трущимся поверхностям втулки и шейки, а также для подачи масла к упорной шайбе на втулке имеются канавки, разветвляющиеся в стороны от смазочного отверстия.
Для разгрузки переднего подшипника от осевых давлений шпинделя задний подшипник (а) делается специальной конструкции. В проушине левой стойки 12 бабки посажена бронзовая или стальная втулка 13 в виде колпака или стакана. На выступающих концах втулки сделана нарезка для круглых с прорезями зажимных гаек 14. Втулка насаживается на конусную шейку 15 шпинделя. В торце шейки сделано конусное гнездо, в которое вставляется стальной закаленный упорный стержень 16. В этот стержень упирается закаленной частью стальной упорный винт 17, ввертываемый в нарезанное отверстие втулки. Во избежание вывертывания винта 17 упорным стержнем 16, вращающимся со шпинделем, винт зажимается контргайкой 18. Подшипник смазывается через отверстие 19 колпачковой масленкой. Для лучшего распределения масла между трущимися поверхностями втулки и шейки имеются канавки. Трущиеся места упорного винта и стержня смазываются через отверстие 20.
Существенным недостатком такой конструкции заднего подшипника является то, что при регулировке износившегося переднего подшипника приходится регулировать и задний. Для регулирования таких подшипников необходимо пользоваться одновременно двумя ключами. В целях предотвращения сильного нагревания, возникающего в подшипниках шпинделя, некоторые токарные станки имеют подшипники с кольцевой смазкой. На следующем рисунке показаны подшипники шпинделя с такой смазкой. В корпусах подшипников сделаны для масла камеры 1, которые всегда должны быть заполнены маслом до определенного уровня. Масло заливается через отверстие 2. На шейки 3 шпинделя надеваются кольца 4, которые проходят через сделанные специально для этого в верхней части втулок канавки, и охватывают, не соприкасаясь, нижние части втулок. Кольца, надетые таким образом, опираясь сверху на шейки шпинделя и будучи подвешенными, погружаются в масло. Во время работы вращающиеся шейки шпинделя силой трения приводят в движение кольца, непрерывно несущие с собой масло из камер на поверхность шеек. Отделяющееся от колец масло попадает на шейки и затем распределяется между трущимися поверхностями.
Неразъемные подшипники шпинделя с кольцевой смазкой:
а - задний; б - передний.
Необходимыми условиями для обильной и непрерывной смазки таких подшипников являются достаточно хорошее погружение колец в масло и отсутствие соприкосновения их со стенками канавок втулок и дна камер. В противном случае кольца будут сухими или же совсем остановятся и, следовательно, подача масла прекратится, отчего подшипники нагреются, что может вызвать заедание шпинделя и остановку станка. Трущиеся поверхности упорного винта 5 и стержня 6 шпинделя смазываются с помощью кольца 11, нижняя часть которого погружена в камеру 12 с маслом. Подшипники, показанные на рисунке, сделаны под цилиндрические шейки шпинделя. Осевая «игра» шпинделя устраняется при помощи упорного винта 5 и стержня 6, соприкосновение которых устанавливается гайкой 13. Нажатие упорной шайбы 7 регулируется гайкой 8 и контргайкой.
Для устранения поперечной «игры» шпинделя ставятся надрезанные снаружи конусные втулки. Они имеют сквозной разрез 7 и надрезы 2, предназначенные для лучшей упругости и более плотного прилегания к шейке шпинделя. Если втулку ослабить гайкой 9 и затем подтягивать гайкой 10, то втулка, перемещаясь в конусном отверстии корпуса, несколько сожмется и, следовательно, плотнее охватит шейку шпинделя. Если при этом окажется, что втулка настолько плотно зажала шейку шпинделя, что его невозможно повернуть, то необходимо проделать обратное, то есть ослабить гайку 10 и подтянуть гайку 9.
Конусная втулка для устранения поперечной «игры» шпинделя.
Подшипники должны быть так отрегулированы, чтобы шпиндель не имел ни поперечной, ни продольной «игры», но вместе с тем мог легко провертываться. После такой регулировки все гайки и контргайки необходимо туго и равномерно затянуть.
В токарных станках тяжелого, а также среднего типа подшипники шпинделя обычно бывают с вкладышами из двух половинок и со съемными крышками корпусов. Такие подшипники называются разъемными. На рисунке следующем показаны разъемные подшипники, которые применены в токарных станках марки ТН-20 и ТН-27 завода «Красный пролетарий», широко распространенных в ремонтных мастерских и на ремонтных заводах.

Разъемные подшипники токарных станков ТН-20 и ТН-27 завода «Красный пролетарий»:
а - задний; б - передний.
Устройство этих подшипников следующее. Нижние половины 1 вкладышей плотно вставляются в подушки 2 корпусов, отлитых заодно со стойками передней бабки: на эти половины вкладышей опираются цилиндрические шейки 3 шпинделя. Сверху на шейку наложены верхние половины 4 вкладышей. Для предотвращения возможного провертывания вкладышей подшипников вместе со шпинделем нижние половины вкладышей удерживаются шпильками 7.
Вид сзади заднего подшипника токарного станка ТН-20.
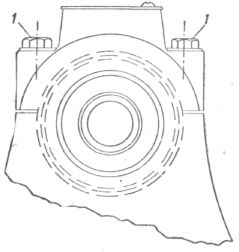
Крышки 5 корпусов подшипников закрепляются болтами 1. Подтяжкой их устраняется также поперечная «игра» шпинделя в подшипниках. Для этого крышки подшипников должны опираться только на верхние половины вкладышей и ни в коем случае не на подушки корпусов. Между крышкой и подушкой должен, быть соответствующий зазор, между половинками же вкладышей зазоры недопустимы. При этой регулировке вкладыши приходится каждый раз несколько спиливать. Значительно удобнее производить регулировку, если между половинками вкладышей поместить по нескольку тонких латунных прокладок. По мере износа вкладышей и шеек шпинделя можно вынимать прокладки необходимой толщины. Продольная «игра» шпинделя устраняется подтяжкой шпинделя гайкой 8, закрепляемой контргайкой 9.
Продольные усилия (от нажатия резцом, центром задней бабки и т. п.), направленные от переднего подшипника к заднему, воспринимаются упорным шариковым подшипником 10, шайбы которого упираются с одной стороны во вкладыши заднего подшипника, а с другой - в тело зубчатого колеса, жестко сидящего на шпинделе. Смазка подшипников фитильная. Масло заливается в камеры 11, в которых уложены фитили, и по ним подается через трубки 12 и отверстия во вкладышах к трущимся поверхностям.
Точность и качество обработки деталей и их поверхностей все время повышается. Вместе с тем повышается и производительность токарных станков. Это достигнуто широко распространившимся скоростным методом точения твердосплавными резцами.
Для обеспечения такой обработки деталей созданы подшипники улучшенной конструкции. Они обеспечивают устойчивость шпинделя в работе и плавное без «игры» движение, не вызывающее дрожания изделия и резца.
На нижнем рисунке показаны подшипники шпинделя улучшенной конструкции токарно-винторезного станка модели 1А62 завода «Красный пролетарий». Передняя конусная шейка 1 стального пустотелого шпинделя вращается в специальном регулируемом двухрядном роликовом подшипнике 2, а задняя шейка 3 - в коническом роликовом подшипнике 4. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником 5. Шпиндель получает вращение от коробки скоростей через шестерню со спиральным зубом. Это освобождает шпиндель от излишних нагрузок, предотвращает вибрацию и повышает тем самым точность обработки деталей.
В случае биения и радиальной и осевой «игры» шпинделя подшипники регулируются в следующем порядке. Передний подшипник 2 регулируют изнутри передней бабки. Для этого ослабляют стопорный винт 6 в гайке 7 и подтягивают внутреннее кольцо 8 подшипника при помощи гайки 7, причем окончательно гайка должна быть завернута легким ударом по ключу.
После регулировки подшипника проверяют шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя вставляют оправку с коническим хвостом и свободной длиной 300 мм. К центрирующей шейке 9 шпинделя подводят штифт индикатора и за свободный конец оправки вручную отжимают шпиндель. При этом отклонение стрелки индикатора не должно превышать 0,02 мм. Кроме того, шпиндель должен легко провертываться вручную, если муфту-шестерню поставить в среднее положение. После этого гайку 7 стопорят винтом 6.
Наружный диаметр гайки 7 меньше диаметра отверстия наружного кольца 10 подшипника. Это позволяет при демонтаже удалить шпиндель из передней бабки, не нарушая регулировки переднего подшипника.
Задний конический подшипник 4 шпинделя регулируют с наружной стороны передней бабки гайкой 11, аналогично регулировке переднего подшипника.
В нормально отрегулированных подшипниках шпиндель должен вращаться спокойно, не бить, не иметь «игры», а сами подшипники не должны перегреваться.
Передний конец шпинделя имеет канавку 12 для предохранителей, предотвращающих самопроизвольное спадание патрона при остановке станка.
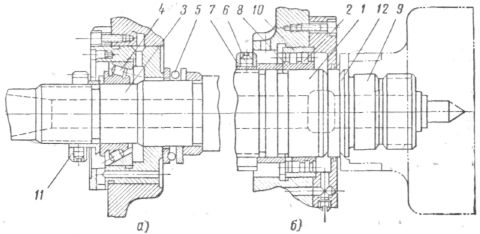
Передний и задний подшипники токарного станка модели 1А62 завода «Красный пролетарий»:
а - передний; б - задний.
ШПИНДЕЛЬ
Шпиндель и его подшипники являются самыми ответственными деталями не только передней бабки, но и всего токарного станка. Шпиндель представляет собой вал, обычно со сквозным отверстием. Сквозное отверстие используется для обработки длинных прутков, которые пропускаются через это отверстие, а также для выталкивания центра при помощи прутка из мягкой стали или, что лучше, с медным наконечником. Своими конусными или цилиндрическими шейками шпиндель опирается на подшипники в корпусе передней бабки.
Выступающий из подшипника справа конец шпинделя имеет нарезку 13 (см. рис.), цилиндрический поясок 14 и бурт 15. На нарезку шпинделя навертывают до упора в бурт патрон или другое приспособление, служащее для укрепления обрабатываемого изделия. Поясок 14 служит в качестве направляющего при навертывании на шпиндель патрона или приспособления. Отверстие шпинделя имеет с правого конца коническую форму; с этой стороны вставляют в шпиндель центр 6. Резьба, цилиндрический поясок, бурт и коническая часть отверстия шпинделя должны быть изготовлены особо точно. Поверхности пояска и конической части отверстия должны быть всегда чистыми и гладкими, а их оси точно совпадать с осью вращения шпинделя. В противном случае навернутый на шпиндель патрон или вставленный в отверстие шпинделя центр будут «бить» и, следовательно, установленное в патроне или опирающееся на центр изделие будет обрабатываться неточно. Поверхности пояска и конической части отверстия необходимо оберегать от повреждений. Если эти поверхности окажутся неровными, то необходимо забитые места пояска тщательно поправить шабером и зачистить тонкой шкуркой, а коническую часть отверстия осторожно проточить, снимая при этом насколько возможно тонкую стружку. Если поверхность конической части отверстия окажется гладкой и не «бьет», а «бьет» вставленный в него центр, то следует, не вынимая его из гнезда, прошлифовать. Перед работой на новом станке (особенно после ремонта) следует всегда проверить, не «бьет» ли центр. Шпиндель должен быть установлен так, чтобы ось его вращения была строго параллельна направляющим станины как в вертикальной, так и в горизонтальной плоскости. Шпиндель не должен прогибаться и дрожать под влиянием давления резца, натяжения ремня или давления зубчатых колес механизма изменения скоростей. Точно так же шпиндель не должен иметь «игры» (перемещения) в осевом направлении При несоблюдении этих правил процесс обработки изделий сильно ухудшается, а иногда станок может и совсем отказаться работать. Поэтому перед работой подшипники шпинделя необходимо хорошо отрегулировать и проверить. |
ПЕРЕДНЯЯ БАБКА
Назначение передней бабки поддерживать обрабатываемое изделие в определенном положении относительно режущего инструмента, передавать изделию вращательное движение с разным числом оборотов и изменять направление его движения, передавать суппорту необходимое движение через механизмы подачи, останавливать станок.
По устройству передние бабки делятся на бабки со ступенчатым шкивом и перебором (в станках старой конструкции) и с коробкой скоростей (в станках современной конструкции).
Передняя бабка состоит из корпуса, шпинделя с подшипниками, механизмов изменения числа оборотов и направления вращения шпинделя, механизма пуска и остановки станка.
Корпус передней бабки служит опорой для всех остальных ее частей. Он придает им устойчивость и строго определенное взаиморасположение. Корпусу при отливке из чугуна придают различную форму, в зависимости от конструкции бабки. Корпус снизу имеет плоскую поверхность с продольными канавками для направляющих станины треугольного сечения или выступ посередине для направляющих трапецеидального или прямоугольного сечения.
Корпуса передних бабок старой конструкции имеют две стойки с отверстиями для подшипников шпинделя и два ушка для валика перебора. Корпуса передних бабок современной конструкции представляют собой коробку с отверстиями в стенках для подшипников шпинделя и валиков механизма изменения скоростей.
На рисунке передняя бабка обозначина цифрой - 1
СТАНИНА ТОКАРНОГО СТАНКА
На станине устанавливают и крепят все узлы и механизмы токарного станка. Станину массивной и прочной конструкции отливают из чугуна. Особенно массивной конструкции ее изготовляют для быстроходных мощных станков. Это обеспечивает станку большую устойчивость, жесткость и меньший износ его деталей. От массивности, жесткости и способности хорошо сопротивляться нагрузке находящихся на станине деталей и обрабатываемого изделия, а также усилиям, возникающим при снятии стружки, зависит точность работы и продолжительность межремонтного срока службы станка. На первом рисунке показана станина токарного станка, состоящая из двух продольных ребер 1 и 2, соединенных для большей жесткости поперечными ребрами 3. Продольные ребра этой станины имеют призматические 4 и плоскую 5 направляющие для перемещения по ним суппорта и установки на них передней и задней бабок.
Направляющие станины имеют поперечное сечение различной формы и всегда должны быть строго параллельны между собой и относительно оси центров. Поэтому их очень точно прострагивают или фрезеруют, а затем шлифуют или пришабривают. Это необходимо для точной обработки изделий, а также для плавного и легкого, без толчков, перемещения по ним суппорта. На следующем рисунке, а показана старая форма плоских трапецеидального сечения направляющих 1 и 2 станины. Такие направляющие, благодаря большой опорной поверхности, сравнительно медленно изнашиваются и теряют свою точность, но требуют большого усилия для перемещения по ним суппорта, особенно при перекосах последнего.
Направляющие призмы станины токарных станков: а - плоские трапецеидального сечения; б - плоские прямоугольного сечения; в - треугольного сечения; г - треугольного сечения с опорной плоскостью.
На рисунке в показана часть станины с направляющими треугольного сечения отдельно для суппорта (3 и 6) и для задней бабки (4 и 5). Такие направляющие обладают слишком малыми опорными поверхностями и поэтому применяются лишь в станинах для легких станков. Станины тяжелых станков имеют сечение, обладающее большим сопротивлением изгибу, с четырьмя продольными ребрами (рис. б) и плоскими направляющими 1 и 2. Наибольшее распространение в настоящее время получили станины с направляющими, показанными на рисунке г. Каретка суппорта опирается спереди на призму 3, а сзади на плоскость 6 и удерживается от опрокидывания плоскостью 7. Для направления суппорта главную роль играет призма 3, которая и воспринимает большую часть давления от резца. Так как непосредственно под этой призмой находится ходовой винт и валик, поэтому перекашивание салазок суппорта незначительно, а следовательно, и суппорт перемещается плавно и легко. Для установки задней бабки служат плоскость 4 и призма 5. Иногда станина возле передней бабки имеет выемку, позволяющую обрабатывать изделия большого диаметра, но малой длины (маховики, шкивы, колеса и т. п.). При обработке изделий, имеющих радиус, меньший, чем высота центров над станиной, выемка перекрывается специальным мостиком, рабочие поверхности которого служат продолжением направляющих станины для суппорта. Для обеспечения более точного совпадения рабочих плоскостей мостика с плоскостями направляющих станины необходимо снятый мостик предохранять от ударов и ржавления, а перед установкой выемку станины и мостик тщательно очищать и промывать от грязи. Станину устанавливают и укрепляют болтами на парные ножки или тумбы (стойки). Для коротких станин применяют две стойки, а для длинных - три и больше. Тумбы делают коробчатыми с дверцами, превращая их в ящики для хранения инструмента, обтирочного материала, мелких заготовок и изделий. Направляющие станин надо очень внимательно оберегать от повреждений. Нельзя на направляющие класть изделия, инструменты и приспособления. При установке на станке тяжелых приспособлений и изделий необходимо положить на станину деревянную подкладку, чтобы защитить направляющие от повреждений. Каждый день перед началом работы направляющие станины необходимо тщательно вытирать и смазывать. По окончании работы обязательно удалять с направляющих стружку, эмульсию и грязь, насухо протирать и смазывать их тонким слоем масла. |

Токарные принадлежности
ЛЮНЕТЫ
Люнеты применяются при обработке длинных и недостаточно жестких изделий, прогибающихся от собственного веса и в особенности под действием резца.Люнеты бывают неподвижные и подвижные.
Люнет роликовый неподвижный Неподвижный люнет прикрепляется к направляющим станины планкой 1 и болтом 2 (одним или двумя). Поэтому основание корпуса 3 имеет снизу поверхность ровную или с канавками, в соответствии с сечением направляющих станины. Верхняя часть люнета откидная, одним концом 4 соединенная шарнирно с корпусом, а другим 5 по мере необходимости закрепляемая болтом. Обрабатываемое изделие поддерживается тремя роликами сухарей 6, из которых два находятся в нижней части (в корпусе) и один - в верхней откидной части люнета. При установке изделие вставляют специально проточенной для этого шейкой в люнет, прикрывают его верхней частью, после чего винтами 7 сухари подводят к поверхности шейки и закрепляют неподвижно болтами 8. При работе между шейкой удерживаемого таким образом изделия и сухарями люнета возникает сильное трение, отчего, сильно нагреваясь, истираются сухари или портится обрабатываемое изделие. Поэтому в последнее время начали применять сухари, снабженные роликами 9.
Люнет роликовый подвижный Подвижный люнет устанавливается на суппорте и крепится болтами. Спереди он делается как бы открытым. Два сухаря (реже три) люнета упираются роликами в изделие несколько сзади резца и, перемещаясь вместе с ним, воспринимают на себя его давление. При обработке очень тонких валов приходится ставить ряд люнетов, из которых несколько неподвижных и всегда один подвижный. При скоростном точении длинных валов применяются люнеты с сухарями, оснащенными твердым сплавом, или с роликовыми сухарями, которые меньше изнашиваются сами и не портят изделие. На центрование валов в люнетах расходуется обычно много времени. Этого не наблюдается при применении самоцентрирующих люнетов.
Самоцентрнрующий люнет: 1-корпус; 2 - разъемное кольцо; 3 -зажимной сухарь; 4 - ползун; 5 - съемная колодка; 6- ручка; 7 - червяк; 8 - откидная крышка; 9 - шарнирный болт |

ОПРАВКИ
Оправки служат для закрепления изделий, обрабатываемых снаружи и имеющих расточенные отверстия концентрично наружной поверхности. Они применяются также при торцовой обработке изделий и при подрезке. Поэтому оправки с насаженными на них изделиями можно закреплять на станке различными способами - на центрах, в кулачковых патронах или же непосредственно на шпинделе.
Заклинвающаяся оправка
Закрепление изделий на оправках осуществляется двумя способами: 1) насадкой - вклиниванием оправки в отверстие изделия; 2) надеванием изделия на оправку и затем закреплением его путем разжатия самой оправки или затяжной гайкой. Насадку по первому способу производят при помощи заклинивающейся оправки, показанной на рисунке выше. Такая оправка представляет собой валик, сделанный с небольшой конусностью, которая не должна превышать 1 : 100 мм.
Концы оправки делают меньшего диаметра, чем среднюю ее часть, и с лысками для закрепления хомутиков; с торцов высверливают центровые углубления для установки на центры станка. Во время работы обрабатываемое изделие не провертывается на такой оправке только благодаря силе трения, возникающей между соприкасающимися их поверхностями. Поэтому изделие необходимо насаживать на оправку всегда плотно, причем осторожными, но с достаточной силой ударами. Для предотвращения заедания между изделиями и оправками последние изготовляются из мягкой стали с последующей цементацией, после чего их рабочую поверхность шлифуют.
Оправки большой длины при малом диаметре не делают, так как они будут во время работы прогибаться и дрожать, отчего обработка изделия ухудшится или может оказаться совсем невозможной. На каждой заклинивающейся оправке можно производить закрепление только таких изделий, у которых отверстия одинакового диаметра и обработаны с достаточной точностью. В противном случае оправка может или не входить в отверстие, или же свободно просовываться через него насквозь, отчего закрепление таких изделий может оказаться невозможным. В связи с этим такие оправки необходимо иметь или в большом выборе, или изготовлять их на месте для каждого отдельного случая.
Оправка, состоящая из разжимной втулочки и конусного валика
При втором способе крепления изделий применяются разжимные оправки. Они позволяют закреплять изделия с отверстиями разных диаметров. Наибольший диаметр отверстий не должен превышать диаметра оправки в разжатом ее состоянии, в противном случае изделие будет или слабо или совсем не закреплено. Наименьший диаметр отверстий должен быть не меньше диаметра оправки в сжатом ее состоянии. Крепление разжимных оправок на станке можно производить в центрах, в кулачковых патронах и на шпинделе через специально для этой оправки изготовленную планшайбу. На рисунке выше показана разжимная оправка, состоящая из конусного валика и втулочки, которая имеет шесть прорезов, по три с каждого торца. На втулочку надевают изделие, а затем вместе с втулочкой заклинивают на валике оправки, устанавливаемом на центрах станка. Валик оправки должен иметь небольшую конусность, так как при большой конусности во время работы может произойти расклинивание его с втулочкой и, следовательно, разъединение с обрабатываемым изделием. Разжимные оправки целесообразнее применять с принудительным удерживанием на них изделий. Такие оправки весьма надежно удерживают изделие и тем самым позволяют снимать стружку большого сечения, что повышает производительность станка и точность обработки. Одна из таких оправок показана на рисунке ниже. Изделие надевают на конусную снаружи и изнутри втулочку, имеющую по три прореза с каждого торца. Во втулочку вставляют конусный посередине валик, оба конца которого имеют резьбу. Большая гайка служит для снятия изделия, если оно сильно заклинилось, а меньшая - для зажима втулочки и, следовательно, для закрепления изделия.
Оправка, состоящая из конусной с прорезами втулочки и конусного валика
Иногда втулочку этой оправки изготовляют снаружи цилиндрической формы. В этом случае валик имеет нарезку только с одного конца; другой же его конец может быть наглухо запрессован в планшайбу малого диаметра, служащую для закрепления оправки на шпинделе станка. Такие оправки очень удобно применять для закрепления изделий, требующих торцовой обработки. Необходимо помнить, что оправки применяются с успехом только при чистовой обработке изделий. При обдирочных работах, когда снимается стружка большого сечения, надежно закрепить обрабатываемое изделие на оправке невозможно.
САМОЦЕНТРИРУЮЩИЕ ПАТРОНЫ
Самоцентрирующие патроны позволяют быстро устанавливать и закреплять в них обрабатываемые изделия. Это достигается одновременным перемещением всех его кулачков при поворачивании торцовым ключом какого-либо одного его винта. При этом кулачки одновременно центрируют и зажимают обрабатываемое изделие. Такие патроны снабжаются обычно тремя кулачками. Для более удобного и надежного закрепления изделий разных диаметров кулачки имеют по одинаковому числу ступенек с рисками на рабочих поверхностях. На рисунке показан самоцентрирующий трехкулачковый патрон в разрезе. В Т-образные направляющие пазы, сделанные в корпусе 1 патрона, входят своими салазками кулачки 2. Внутри корпуса имеется коническая тарельчатая шестерня 3, сцепленная своей спиралеобразной резьбой с такой же резьбой на салазках кулачков.
Разрез самоцентрирующего патрона Коническая шестерня имеющимися с обратной ее стороны зубцами сцеплена с тремя малыми коническими шестернями 4. Таких шестерен в патроне бывает столько же, сколько имеется кулачков. В выступающих из корпуса частях малых шестерен имеются для торцовых ключей квадратные гнезда. При вращении одной из трех малых шестерен вращается и большая шестерня, которая с помощью спиралеобразной нарезки заставляет перемещаться и кулачки в направлении к центру или от центра, в зависимости от того, в какую сторону будет поворачиваться торцовым ключом малая шестерня. При повороте малой шестерни перемещение всех кулачков происходит одновременно и на одинаковую величину: это и необходимо для правильного центрирования закрепляемого в патроне изделия. Для закрепления несимметричных изделии по центру необходимо, чтобы кулачки были установлены от центра патрона на разном расстоянии. Поэтому самоцентрирующие патроны снабжаются иногда разъемными, состоящими из двух частей, кулачками. Верхнюю часть кулачка можно перемещать по нижней его части (салазкам) и, установив на определенном расстоянии от центра патрона, жестко закрепить, получив, таким образом, как бы цельный кулачок. Самоцентрирующие патроны, в особенности с разъемными кулачками, очень удобны в работе, но, загрязняясь стружкой, быстро срабатываются, после чего неправильно центрируют закрепляемые изделия. Поэтому для удлинения срока их службы необходимо регулярно производить очистку и смазку. Для безопасной работы кулачковый патрон ограждают кожухом, так, как показано на нижнем рисунке. При скоростном точении быстрое торможение шпинделя на больших оборотах может вызвать самоотвинчивание и соскакивание планшайбы или патрона со шпинделя. Для предохранения патрона от самоотвинчивания его закрепляют на шпинделе стопорным винтом.
Ограждение к кулачковому патрону |
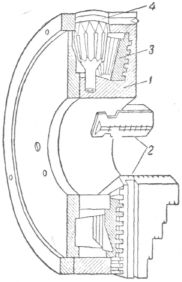
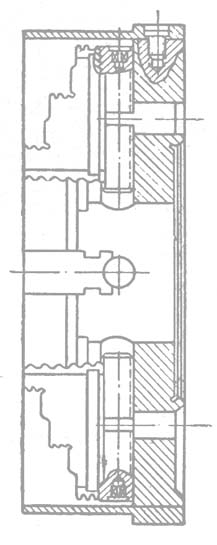
КУЛАЧКОВЫЕ ПАТРОНЫ
Кулачковые патроны применяются для той же цели, что и планшайбы, но благодаря добавочному устройству установку и крепление изделий в них можно производить значительно быстрее и надежнее. Изделия в кулачковых патронах закрепляют передвигающимися кулачками. Их бывает на каждом патроне по три или четыре штуки.
Перемещение кулачков производят по направлению к центру, если изделие крепят снаружи, и от центра при закреплении изделия изнутри. Для этого необходимо только поворачивать кулачки к изделию теми сторонами, которые будут надежнее и без повреждений его захватывать. Кулачки соединяются с перемещающими их гайками, навернутыми на винты и сидящими в пазах диска патрона. Винты имеют квадратные, под торцовый ключ головки, находящиеся в углублениях поверхности обода диска патрона. Так как каждый кулачок патрона перемещается отдельно от остальных, то имеется возможность правильно устанавливать изделия неправильной формы (изогнутые, несимметричные и т. п.). На лицевой стороне диска патрона по окружности наносятся риски на расстоянии 10 — 20 мм одна от другой. Они облегчают предварительную установку кулачков в соответствии с формой и размерами закрепляемого изделия.
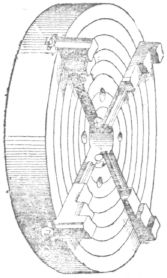
Четырехкулачковый патрон
Кулачковый патрон крепят на шпинделе или непосредственно путем навинчивания на него, или посредством планшайбы, к которой патрон крепят болтами. Иногда кулачковые патроны используются как планшайбы. Для этого в диске патрона необходимо иметь ряд сквозных отверстий, а посередине — нарезанную под шпиндель втулку. При этом кулачки, винты, гайки и т. п. с патрона снимаются. Большим недостатком кулачковых патронов является то, что приходится тратить сравнительно много времени на выверку закрепляемых в них изделий. Однако ввиду своей универсальности они имеют широкое применение. Почти каждый токарный станок снабжается кулачковым патроном.
ПЛАНШАЙБЫ
Планшайбы служат для установки и закрепления изделия, требующего расточки гнезд или отверстий, а также торцовой и другой обработки. Они имеют посередине с задней стороны втулку с нарезкой для крепления на шпиндель. Поверхность лицевой (передней) стороны планшайбы должна быть строго перпендикулярна к оси вращения. Это значительно облегчает установку изделий.
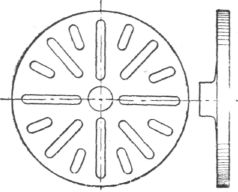
Установка изделий на планшайбах довольно затруднительна, но, несмотря на это, планшайбы получили очень большое применение. Какой бы сложной формы ни было изделие, его всегда можно с помощью различных угольников, подкладок, планок и т. д. правильно установить и закрепить на планшайбе. Чем больше в диске планшайбы продольных лучеобразно расположенных отверстий, тем удобнее и быстрее производить установку изделий. Планшайбы делаются возможно большего диаметра, но не больше удвоенной высоты расположения центров над выемкой станины, а если выемки нет, то над направляющими станины станка.
ПОВОДКОВЫЕ ПАТРОНЫ
Поводковый патрон представляет собой диск с четырьмя пазами и с втулкой, нарезанной внутри под резьбу шпинделя передней бабки. Для работы с прямым хомутиком патрон снабжают передвижным штырем. Закрепляют его гайкой в пазу патрона. При работе он упирается в хвост хомутика. Для работы с изогнутым хомутиком штырь не нужен, так как его изогнутый хвост вводят в паз поводкового патрона.
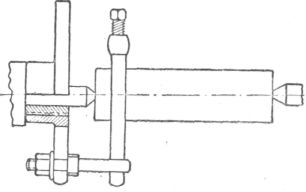
Описанные поводковые патроны и хомутики имеют выступающие части, могущие во время работы причинить токарю ранения. Во избежание несчастных случаев необходимо применять закрытый поводковый патрон. Он представляет собой колпак с приливом 1 и втулку 2 с нарезкой, как и у открытого патрона. При работе хомутик 3 находится внутри поводкового патрона, благодаря чему все его выступающие части прикрыты и не представляют никакой опасности для рабочего.
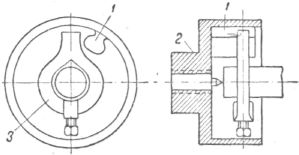
Поводковый патрон закрытого тина
На рисунке ниже показаны безопасный поводковый патрон и хомутик. Патрон закрыт кожухом 1, прикрепленным к планшайбе 2 при помощи кольца 5 и винтов 7. Хомутик представляет собой шайбу 3, надеваемую на обрабатываемое изделие в закрепляемую на нем, тремя установочными винтами 6. Вращение изделию от шпинделя станка передается через планшайбу 2, закрепленные на пей два пальца 4 и хомутик-шайбу 3.
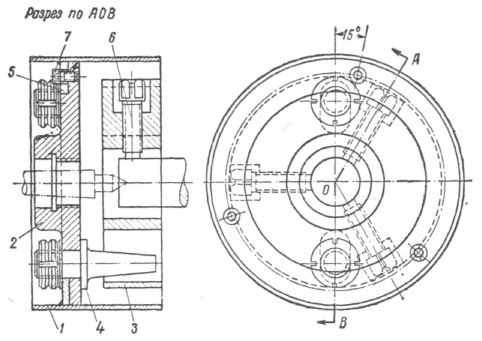
Безопасный поводковый патрон и хомутик
Па следующем рисунке показан самоцентрирующпи безопасный поводковый патрон. Изделие, оставленное п патрон, центрируется и зажимается кулачками 1. Впит 2, имеющий правую и левую резьбу, служит для установки кулачков 1 соответственно диаметру зажимаемого ими изделия. Патрон огражден кожухом 3.
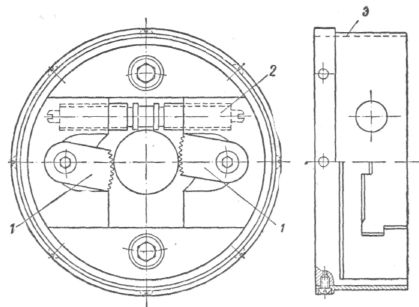
Самоцентрирующий безопасный поводковый патрон
ХОМУТИКИ
Хомутики служат для сообщения установленному на центрах изделию вращательного движения, которое они сами получают посредством поводковых патронов от шпинделя. Хомутик надевают на обрабатываемое изделие и закрепляют на нем зажимным винтом. Хомутик упирается в поводковый патрон одним или двумя концами. Иногда хомутик изготовляется с загнутым концом, который при работе входит в паз поводкового патрона. Зажимной винт у такого хомутика должен иметь левую резьбу, иначе он будет при работе отвертываться. При снятии крупной стружки хомутик может поворачиваться вокруг изделия. В таких случаях, для того чтобы лучше зажать изделие, в хомутики ставят вместо одного два зажимных винта. У каждого токарного станка необходимо иметь набор хомутиков различных размеров, в соответствии с диаметрами обрабатываемых изделий.
Хомутики: а - с загнутым концом; б - с прямым концом При получистовых и легких обдирочных работах удобно применять самозажимные хомутики. В корпусе 1 хомутика установлен на оси двухплечий рычажок 2, имеющий на одном конце рифленую поверхность 3. Под действием пружины 4 рычажок своим рифленым концом прижимается к установленному в хомутике изделию. При вращении шпинделя палец 5 поводкового патрона, нажимая на рычажок 2, заклинивает изделие и приводит его во вращение.
Самозажимной хомутик |

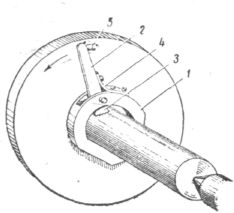
ЦЕНТРЫ
Самым распространенным и вместе с тем самым простым приспособлением является центр, применяемый для закрепления изделий между передней и задней бабками.
На первом рисунке показан наиболее удобный и наиболее распространенной формы центр. Короткая его часть 1 называется конусом, а длинная 2 - хвостом, заканчивающимся концом хвоста 3. Хвост центра изготовляется с небольшой конусностью (конус Морзе) и точно пригоняется к таким же конусным гнездам шпинделей передней и пинолей задней бабок. Конусу придается угол при вершине 60° для малых и средних станков, а для крупных несколько выше, но не более 90°, так как центры с большим углом будут хуже удерживать обрабатываемое изделие.
Центр передней бабки, поддерживая обрабатываемое изделие, вращается вместе с ним и поэтому не нагревается. Центр же задней бабки неподвижен. Изделие, опираясь на него, вращается иногда с большой скоростью; под действием выделяющейся от работы трения теплоты происходит нагрев центра. От этого задний центр отпускается, теряя свою твердость, и преждевременно срабатывается. Поэтому задние центры иногда изготовляются из быстрорежущей стали, не уменьшающей своей твердости при повышенных температурах, а центровое отверстие в изделии всегда смазывают. Обычно же передний и задний центры изготовляются из углеродистой стали, содержащей от 0,7 до 1 % углерода.
Центры, как передний, так и задний, должны быть закалены, после чего гладко отшлифованы. Сильно закаленные центры очень хрупки и поэтому при неосторожности в работе ломаются, отчего обрабатываемое изделие может быть испорчено и пойти в брак; поэтому центры после закалки следует всегда подвергать отпуску, причем задний центр отпускается при более низкой температуре, а передний - при более высокой.
Центры как передней, так и задней бабки при работе сильно заклиниваются в посадочных гнездах, вследствие чего удаление их весьма затруднительно. Удаление центра из полого шпинделя производит легкими ударами в торец хвоста центра прутком через отверстие шпинделя. Чтобы конец 3 хвоста от ударов не раздавался, его делают такой формы, как показано на первом рисунке. Удаление же центра из неполого шпинделя производят поворачиванием его ключом в одну сторону. Точно так же удаляют центр и из пиноли задней бабки с открытым винтом.
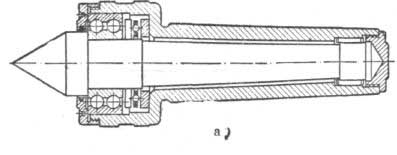
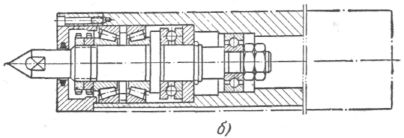
Вращающиеся центры: а - вставляемый в пиноль задней бабки; б - встроенный в пиноль задней бабки.
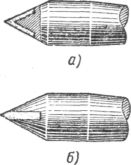 Точение
на высоких скоростях с обычным
(неподвижным) центром задней бабки
невозможно вследствие быстрого износа
центра и разработки центрового отверстия
изделия. Поэтому при чистовых работах
применяются центры задней бабки, острие
конусов которых оснащено твердым
сплавом, а при
обдирочных работах - вращающиеся
центры. Лучшие результаты получаются
при применении вращающегося центра,
встроенного в пиноль задней бабки (рис.
б). Для ремонтных предприятий рекомендуется
применять вращающиеся центры
со сменными наконечниками,
которые надеваются в зависимости от
условий обработки. Центровые отверстия
в изделиях для вращающихся центров
должны быть большими, чем для жестких
центров.
Точение
на высоких скоростях с обычным
(неподвижным) центром задней бабки
невозможно вследствие быстрого износа
центра и разработки центрового отверстия
изделия. Поэтому при чистовых работах
применяются центры задней бабки, острие
конусов которых оснащено твердым
сплавом, а при
обдирочных работах - вращающиеся
центры. Лучшие результаты получаются
при применении вращающегося центра,
встроенного в пиноль задней бабки (рис.
б). Для ремонтных предприятий рекомендуется
применять вращающиеся центры
со сменными наконечниками,
которые надеваются в зависимости от
условий обработки. Центровые отверстия
в изделиях для вращающихся центров
должны быть большими, чем для жестких
центров.
На рисунке справа центры, оснащенные твердым сплавом: а - с наплавкой; б - с впаянной пластинкой
Для быстрой установки изделия в центрах при чистовом точении применяются рифленые прямые и обратные передние центры. Они достаточно точно центрируют изделие и служат в качестве поводка. Для валиков используются обратные центры, а для полых изделий - прямые. Прямой рифленый центр позволяет обтачивать изделие по всей его длине за одну установку, а обычный центр с хомутиком - за две установки, на которые расходуется значительно больше времени, чем в первом случае.

Сменные наконечники вращающихся центров
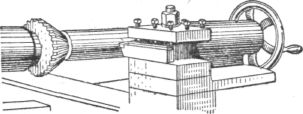
Использование прямого рифленого центра при обтачивании полого вала
Рабочим местом называется участок производственной площади цеха, на котором расположен станок с комплектом приспособлений, вспомогательного и режущего инструмента, технической документации и других предметов и материалов, находящихся непосредственно в распоряжении токаря.
Оснащенность рабочего места и организация труда на нем в значительной мере определяют производительность труда станочника.
Рабочее место оснащается:
одним или несколькими станками с постоянным комплектом принадлежностей;
комплектом технологической оснастки постоянного пользования, состоящим из приспособлений, режущего, измерительного и вспомогательного инструмента;
комплектом технической документации, постоянно находящимся на рабочем месте (инструкции, справочники, вспомогательные таблицы и т. д.);
комплектом предметов ухода за станком и рабочим местом (масленки, щетки, крючки, совки, обтирочные материалы и др.);
инструментальными шкафами, подставками, планшетами, стеллажами и т. п.;
передвижной и переносной тарой для заготовок и изготовленных деталей; подножными решетками, табуретками или стульями.
Комплект технологической оснастки и комплект предметов ухода за станком и рабочим местом определяются в зависимости от характера выполняемых работ, типа станка и принятой схемы инструментального хозяйства в цехе.
Наибольшим количеством такой оснастки располагают токари, работающие в условиях единичного и мелкосерийного производства, и в значительно меньшей мере — работающие в условиях серийного и крупносерийного производства.
Под правильной организацией рабочего места понимается такое содержание станка, такой порядок расположения приспособлений, инструмента, заготовок и готовых деталей, при котором достигается наивысшая производительность труда при минимальных затратах физической, нервной и умственной энергии работающего.
На рабочем месте не должно быть ничего лишнего, т. е. не нуждающегося в использовании. Все предметы должны иметь постоянные места хранения, а те, что нужны чаще, располагаться ближе и на более удобном месте. Создание условий, обеспечивающих возможность рационального использования станка, его оснащения, рабочего времени, производственных навыков и творческих способностей рабочего, является основной задачей научной организации труда на рабочем месте токаря.
Во второй части статьи поговорим об организации труда на рабочем месте.
В первой части статьи мы говорили об организации рабочего места. Теперь поговорим об организации труда и планировке рабочего места.
Научная организация труда (НОТ) — это система мероприятий, направленных на внедрение в практику методов и форм организации труда, основанных на достижениях науки и передового производственного опыта и проводимых в целях достижения наиболее высокой
производительности труда при одновременном создании благоприятных условий для уменьшения утомляемости и сохранения здоровья рабочего-станочника.
К организации производства на рабочем месте предъявляются следующие основные требования:
создание условий для высокопроизводительной работы;
механизация и автоматизация производственного процесса, максимально устраняющие применение ручного труда;
ритмичное снабжение рабочего места сырьем и материалами;
повышение квалификации рабочего, обучение его передовым приемам труда;
безопасность работы.
Правильная организация рабочего места оказывает заметное влияние на сокращение вспомогательного времени, затрачиваемого на выполнение отдельных операций. Удобное расположение необходимых для работы инструментов и приспособлений обеспечивает производительную работу станочника при меньшей его утомляемости.
Планировка рабочего места зависит от многих факторов, в том числе — от типа станка и его размеров, размеров и формы обрабатываемых заготовок, вида и организации производства и др.
Чаще применяются планировки рабочего места двух типов.
По первому типу инструментальный шкаф (тумбочка) располагается справа от рабочего, а стеллаж для деталей — слева. Такая планировка является рациональной, если преобладает обработка заготовок с установкой в центрах левой рукой.
По второму типу планировки инструментальный шкаф (тумбочка) располагается с левой стороны от рабочего, стеллаж — с правой. Это удобно при установке и снятии заготовки правой рукой или двумя руками (при изготовлении длинных и тяжелых деталей).
Сохранность и готовность оборудования к безотказной и производительной работе обеспечиваются повседневным уходом за рабочим местом. Большое значение для длительной и бесперебойной работы станка имеет своевременная и правильная его смазка в соответствии с требованиями, изложенными в руководстве по эксплуатации. Смазка станка является прямой обязанностью токаря.
Периодически токарь должен производить проверку точности работы станка и его регулировку, согласно указаниям руководства по эксплуатации. Неудовлетворительная организация рабочего места, загроможденность проходов, неисправность станка и приспособлений, недостаточное знание рабочим устройства станка и правил его эксплуатации, неисправность электрооборудования и электропроводки, отсутствие ограждений и предохранительных устройств, работа неисправным инструментом, загрязненность станка и подножной решетки могут привести к несчастным случаям.
В процессе работы токарь должен быть предельно внимательным, ведь станок является объектом повышенной опасности. Для безопасной работы необходимо знать устройство всех сборочных единиц (узлов) и механизмов станка, правильно назначать режим резания, надежно крепить заготовку, применять исправный инструмент со стружколомами, защитные устройства и т. д.
Все это далеко не полный перечень правил безопасности труда. В каждом цехе имеются специальные инструкции, где кроме общих требований техники безопасности приведены специфические требования, характерные для цеха, в котором установлен станок. Инструктаж по правилам безопасности на каждом рабочем месте проводит мастер в соответствии с цеховым графиком. Рациональная организация рабочего места, выполнение правил эксплуатации станка и соблюдение правил безопасности являются важнейшими условиями высокопроизводительного труда.
Правила построения технологического процесса
Теперь пришло время поговорить о правилах: правилах построения технологического процесса.
Технологический процесс является основой организации производства, так как в зависимости от его содержания определяют количество необходимого оборудования и рабочей силы для выполнения программы по выпуску деталей.
Технологический процесс связывает между собой все звенья производства. Поэтому точное соблюдение технологии является необходимым условием правильной организации производства. Технологический процесс является законом производства, который нарушать нельзя.
Технологический процесс должен обеспечивать наиболее экономичное изготовление деталей в соответствии с указанными в чертеже техническими требованиями.
Исходные данные для построения технологического процесса:
чертеж детали и технические требования к ее изготовлению. В чертеже детали указываются все сведения, необходимые для ее изготовления — форма и размеры поверхностей, материал заготовки, технические требования к изготовлению, точность формы, точность размеров, точность взаимного расположения поверхностей (допускаемая несоосность, неперпендикулярность и др.), требования к шероховатости поверхностей;
род и размеры заготовки, из которой должна быть изготовлена деталь;
количество деталей, которое нужно изготовить;
данные о технологических возможностях станка, на котором намечено обрабатывать заготовки.
Под технологическими понимают такие возможности станка, которые позволяют строить процесс наиболее производительно. Например, если шпиндель станка имеет сквозное отверстие большего диаметра, чем диаметр прутка, то это позволяет изготовлять детали из прутка, что во многих случаях выгоднее, нежели изготовление из отдельных заготовок
Построение технологического процесса должно подчиняться определенным правилам.
Правила для единичного производства
Обработку заготовок по возможности выполнять за два установа: сначала с одной стороны (обработке чистовой базы), затем с другой стороны.
Укрупнять операции, т. е. объединять в одном установе несколько переходов.
Правила для серийного производства
Технологический процесс обработки расчленять на несколько простых операций.
Для каждой операции предусматривать выполнение продольных размеров по продольному упору или лимбу продольной подачи, а поперечных размеров — по поперечному упору или лимбу винта поперечных салазок суппорта.
На первой операции подготовлять чистовую базу.
На последней операции вначале выполнять переходы, при которых можно пользоваться упорами и лимбами, а затем остальные переходы.
Технологический процесс оформляется специальными документами. С 1974 г. в нашей стране введена и действует Единая система технологической документации (ЕСТД), по которой установлены основные виды технологических документов.
Маршрутная карта. Документ, содержащий описание технологического процесса изготовления изделия по всем операциям в технологической последовательности, с указанием соответствующих данных по оборудованию, оснастке, материальным, трудовым и другим нормативам.
Операционная карта. Документ, содержащий описание операций технологического процесса изготовления изделий с расчленением операций по переходам и с указанием режимов работы, расчетных норм и трудовых нормативов.
Карта эскизов и схем. Документ, содержащий графическую иллюстрацию технологического процесса изготовления изделия и отдельных его элементов.
Стандартами ЕСТД установлены формы бланков технологических документов.
Мы рассмотрели основные правила построения технологического процесса и поговорили о его оформлении
Технологический процесс и его элементы: Технологические базы
В примере обработки заготовки детали «палец» заготовка при первом установе закрепляется за наружную поверхность прутка, которая в данном случае является установочной базой. При втором установе установочной базой является обработанная поверхность Ø25.
Установочной базой называется поверхность, по которой заготовка закрепляется и ориентируется относительно станка и режущего инструмента.
При токарной обработке в качестве установочных баз могут приниматься: наружные поверхности, внутренние поверхности, торцовые поверхности, центровые отверстия. Возможны сочетания двух поверхностей в качестве базовых. Например, при закреплении в центрах и патроне базовыми поверхностями являются наружная поверхность и коническая поверхность фаски центрового отверстия со стороны задней бабки.
Черновой базой именуется установочная база, используемая на первой операции.
Чистовой базой называется установочная база, которая образовалась в результате черновой обработки и используется для закрепления заготовки при дальнейшей обработке. Так, обработанная поверхность Ø25 является чистовой базой для установа.
Основной считается установочная база, если она является поверхностью, которая важна для работы детали в сборочной единице (узле). Например, поверхность Ø25 детали «палец» сопрягается с отверстием в сборочной единице (узле) машины и поэтому является чистовой основной базой.
Вспомогательными базами называются поверхности, служащие в качестве установочных баз и не играющие роли в работе детали (чертежом обработка их не предусмотрена). Пример вспомогательной базы: центровые отверстия на торцах валов, служащие для установки валов в центрах.
Измерительными базами зовутся поверхности обрабатываемой заготовки, от которых производится отсчет размера. Так, для измерения размера 50 мм детали «палец» измерительной базой является торец детали.
Установочные и измерительные базы называются технологическими базами.
При выборе баз руководствуются правилом единства баз: установочная и измерительная базы должны по возможности являться одними и теми же поверхностями.
Соблюдение этого правила обеспечивает высокую точность обработки.
При выборе технологических баз учитывают также следующие правила:
За черновую установочную базу принимают ту поверхность, которая в дальнейшем не подлежит обработке или размер ее задан с наибольшим допуском. Соблюдение этого правила исключает возможность брака при дальнейшей обработке.
В качестве черновой базы принимают поверхность, не имеющую неровностей, уступов и других дефектов, что важно для обеспечения надежности закрепления заготовки.
При выборе чистовой базы необходимо соблюдать . правило постоянства баз: от одной и той же чистовой базы следует обрабатывать по возможности большее число поверхностей
Технологический процесс и его элементы: От заготовки к готовой детали
Теперь поговорим о технологическом процессе.
Заготовки производят в литейных цехах (отливки), кузнечных цехах (свободной ковки, поковки-штамповки) или нарезают из проката в заготовительных цехах. Способ производства заготовок зависит от конструктивных требований к деталям и от вида производства.
При изготовлении различных деталей обтачивание, подрезание торцов и уступов, прорезание канавок и отрезание выполняют обычно комплексно, в определенной последовательности. Например, при изготовлении из прутковой заготовки (проката) Ø34 детали «палец» (простой вал) принята такая последовательность. Проходным отогнутым резцом подрезают торец. Проходным упорным резцом обтачивают наружные поверхности Ø32 и Ø25, канавочным резцом вытачивают канавку шириной 3 мм, резцом снимают фаску 2 х 45°, отрезают деталь отрезным резцом. Отрезанную деталь вновь закрепляют в патроне за поверхность Ø25, подрезают второй торец и снимают фаску резцом.
Величина вылета прутка из патрона определяется расчетом: 65 мм — длина детали, 1 мм — припуск на подрезание правого торца, 1 мм — припуск на подрезание левого торца, 3 мм — ширина отрезного резца, 3 мм — расстояние от отрезного резца до патрона. Всего: 65 + 1 + 1 + + 3 + 3 = 73 мм.
Резцы закреплены в резцедержателе последовательно (по очередности их применения) и вводятся в работу поворотом резцедержателя. Установка инструментов в резцедержателе называется наладкой резцедержателя.
Последовательность выполнения различных видов обработки, направленная на превращение заготовки в готовую деталь, составляет технологический процесс. Технологический процесс — это часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется операцией. После снятия детали со станка и закрепления новой заготовки начинается новая операция. |
В приведенном примере технологический процесс обработки детали «палец» состоит из одной токарной операции. Так как выполнялось два закрепления детали (за наружную поверхность прутка и за проточенную поверхность Ø25), то считается, что операция выполнялась в два установа. Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
Выполняемые виды обработки (подрезание торца, наружное обтачивание, вытачивание канавки и т. д.) называются технологическими переходами.Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой.
Таким образом, операция токарной обработки заготовки детали «палец» выполнялась за два установа, причем, за первый установ выполнено пять переходов, за второй — два.
Полная обработка заготовки за одну операцию характерна для единичного производства.
В условиях серийного производства, т. е. при изготовлении деталей партиями (или сериями), технологический процесс обработки расчленяют на несколько операций, которые могут выполняться последовательно на одном и том же или на разных станках. К примеру, деталь «палец» можно изготовить из предварительно нарезанных заготовок за две операции с применением продольного упора.
В условиях массового производства, т. е. когда одинаковые детали изготовляются в больших количествах и на протяжении длительного времени, деталь «палец» целесообразно изготовлять на токарном автомате. При большом припуске на обработку переход расчленяют на несколько рабочих ходов (проходов). Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров или шероховатости поверхности заготовки.
В следующей статье мы рассмотрим технологические базы.
Организация технического контроля
Технический контроль на промышленных предприятиях является одной из эффективных форм управления качеством продукции.
Дефекты, т. е. ошибки, которые выявляются в процессе изготовления изделий, можно условно разделить на две категории. К первой категории относятся ошибки, выявляемые в процессе изготовления изделий и связанные с конструкторскими ошибками, ошибками в чертежах и с недостатком знаний, а к другой — ошибки, обусловленные небрежностью и невнимательностью исполнителей при выполнении работ.
Технический контроль на промышленных предприятиях предназначен для проверки соответствия продукции или процесса, от которого зависит качество конечной продукции, установленным техническим требованиям.
На предприятии ответственным за предотвращение выпуска продукции, не соответствующей требованиям чертежей, техническим условиям, стандартам и т. д., является отдел технического контроля (ОТК). На ОТК возложена также работа по укреплению производственной дисциплины, повышению ответственности всех производственных звеньев предприятия за качество выпускаемых изделий.
Систему управления качеством продукции, созданную на базе стандартов предприятия, называют комплексной системой управления качеством продукции. Она четко регламентирует взаимоотношения цехов, служб, отделов, подчиняет единым требованиям, определяющим качество конечного продукта, весь цикл производства, от проверки поступающего на предприятие сырья до упаковки и отгрузки продукции. Призванная обеспечивать постановку на производство продукции высокого технического уровня, она действует с учетом того, что каждое предприятие специализируется на выпуске определенной продукции, имеющей свои конструктивные особенности, требующей определенной организации производства, но общим и незыблемым правилом остается единое и одно — высокий качественный уровень.
Метрологическое обеспечение производства
На этот раз поговорим о метрологии и о важности правильно измерять параметры качества материалов.
Программа обеспечения высокого качества продукции — это в значительной мере проблема умения правильно измерять параметры качества материалов и комплектующих изделий, поддерживать заданные технологические режимы, т. е. выверять множество параметров технологических процессов, результаты измерения которых преобразуются в команды для управления производством.
Метрологическое обеспечение производственных процессов — одно из важнейших направлений, обеспечивающих получение большого объема информации о результатах измерения различных параметров в производстве, ее регистрации и своевременной обработки.
Основным содержанием работ по метрологическому обеспечению производства на предприятии является:
внедрение новой современной измерительной техники;
совершенствование действующих средств и методов измерений;
восстановление средств измерений;
надзор за правильностью применения средств измерения;
проверка приборов в сроки, предусмотренные графиками;
метрологическая экспертиза конструкторской и технологической документации, контроль за правильностью назначения требований к точности изготовления средств и методов измерения деталей и сборочных единиц;
метрологический контроль точности поддержания заданных режимов технологических процессов и др.
Рынок диктует сегодня правила игры, и в первую очередь это снижение удельных затрат сырья, материалов, топлива, электроэнергии, рациональное использование производственных мощностей, улучшение потребительских свойств продукции и изделий. Это значит, что в современных условиях улучшение качества продукции является важнейшей предпосылкой резкого повышения эффективности производства, ускорения роста производительности труда.
Усложнение производства, углубление и развитие внутриотраслевых и межотраслевых связей на основе специализации и кооперирования приводят к тому, что конечный продукт все более становится результатом труда огромных коллективов людей, работающих на десятках и сотнях предприятий разных отраслей. И результат их совместного труда лишь в том случае сможет отвечать предъявляемым требованиям, если уровень исполнения каждой детали, сборочной единицы, полуфабриката в полной мере будет соответствовать предъявляемым требованиям.
С ростом международного сотрудничества и развитием внешнеэкономических связей решающее значение приобретает качество наших товаров на мировом рынке, повышение их конкурентоспособности.
Основой управления качеством продукции является планирование качества продукции, которое охватывает весь цикл работ, начиная с научного поиска, разработки, изготовления и серийного освоения продукции, сопровождаемого совершенствованием производства на базе современных научно-технических достижений, и кончая внедрением новой продукции.
Планирование качества продукции ведется на различных уровнях управления — государственном, отраслевом, производственном. Эти планы предусматривают:
создание, освоение и внедрение в производство новой техники, обеспечивающей рост производительности труда, снижение материалоемкости и энергоемкости, улучшение качества выпускаемой продукции, повышение ее конкурентоспособности на мировом рынке;
совершенствование форм организации промышленного производства, улучшение производственных связей между отраслями и отдельными предприятиями;
расширение технического перевооружения и реконструкции действующих предприятий, переоснащение их на основе новой высокоэффективной техники, внедрение прогрессивной технологии, научной организации труда в производство и др.
Проблема повышения качества продукции, как правило, носит межотраслевой характер. Поэтому одним из направлений повышения качества выпускаемой продукции является программно-целевой метод планирования, который может быть рассчитан на ближайшее и на более длительное время (10—15 лет).
В одной из следующих статей поговорим об организации технического контроля.
Основы стандартизации и регулирования качества продукции
Стандартизация служит эффективным и важным средством повышения уровня организации, планирования и управления экономикой, являясь неотъемлемой частью единой общегосударственной технической политики, осуществляемой во всех отраслях народного хозяйства. По своему содержанию она строится на системном принципе и потому носит государственный характер.
Слова «стандарт» и «стандартизация» в переводе с английского могут иметь значения: «образец» и «приведение к образцовому состоянию». Государственный Стандарт устанавливает категории и виды стандартов, а также порядок их разработки, начиная от планирования и заканчивая внедрением. Система предусматривает ряд положений, необходимых для реализации требований стандартов и направленных на ускорение технического прогресса и улучшение качества продукции.
Стандарты подразделяют на: отраслевые (ОСТ), стандарты предприятий и производственных объединений (СТП).
ГОСТы обязательны к применению всеми предприятиями, организациями и учреждениями во всех отраслях народного хозяйства. Утверждаются, как правило, Государственным комитетом РФ по стандартам (Госстандарт).
ОСТы обязательны для предприятий и организаций одной отрасли, а также для предприятий и организаций других отраслей, изготовляющих и применяющих продукцию этой отрасли. Утверждаются министерством отрасли, являющейся ведущей в производстве данного вида продукции.
СТП обязательны для предприятия или производственного объединения, руководством которого они утверждены.
Для обеспечения взаимопонимания при товарообмене разных стран и при международном сотрудничестве новое развитие получила международная стандартизация. В развитии международной стандартизации заинтересованы все страны, стремящиеся найти новые рынки сбыта своей продукции, в т. ч. развивающиеся страны, которые видят в стандартизации путь ускоренного развития.
Есть различные международные организации по стандартизации. Наиболее крупными из них, разрабатывающими рекомендации по широкому кругу вопросов, являются Международная организация по стандартизации (ИСО), Международная электротехническая комиссия (МЭК) и др.
Членство в ИСО и МЭК дает право получать национальные стандарты других стран, содержащие сведения о последних достижениях науки и техники, вносить свои предложения, касающиеся международного сотрудничества.
В настоящее время очень многие рекомендации международных организаций по стандартизации полностью или частично используются в нормативно-технической документации РФ.
Правильное сочетание своих национальных интересов и задач мирового сообщества предполагает интеграцию на основе единой технической политики, координации планов развития промышленности, совместного решения научно-технических проблем.
В РФ стандартизация является основой регулирования качества продукции, объединяющей работы в этой области в различных отраслях народного хозяйства.
Процесс повышения качества продукции сопровождается внедрением новых и улучшением содержания действующих стандартов, определяющих требования к качеству готовой продукции (на основе комплексной стандартизации ее качественных характеристик), а также к качеству необходимых для ее изготовления сырья, материалов, полуфабрикатов и комплектующих изделий; совершенствованием комплексов стандартов, включающих Единую систему конструкторской документации (ЕСКД), Единую систему технологической подготовки производства (ЕСТПП), Единую систему технологической документации (ЕСТД) и т. д. Совершенствуются также системы государственного надзора за внедрением и соблюдением стандартов и другие подобные мероприятия.
Экономичность технологического процесса
Как любой технологический процесс, токарная обработка должна быть целесообразно, а значит - экономична.
Критерий целесообразности технологического процесса — экономичность. Учитывают экономически оправданное повышение производительности при соблюдении заданного качества изделий. Дальнейшее повышение производительности может привести к ухудшению качества обработки деталей, увеличению расхода инструмента и к другим затратам, снижающим экономичность.
Эффективность процесса обработки определяют по себестоимости всего технологического процесса или отдельных операций.
При бухгалтерском методе себестоимость С1 отдельной детали определяют по формуле
C1 = М + 3 + К,
где М — стоимость материалов за вычетом отходов, руб.;
3 — прямая заработная плата производственных рабочих, руб.;
К — начисления по заработной плате, на социальные расходы, накладные расходы (цеховые и общезаводские), руб.
Накладные расходы включают затраты на содержание и амортизацию оборудования, приспособлений, инструмента, зданий и сооружений, затраты на содержание административно-технического персонала, вспомогательных рабочих и др.
Бухгалтерский метод расчета себестоимости прост, но он не позволяет оценить влияние ряда важных факторов на себестоимость отдельной детали. Если необходимо произвести более точный расчет себестоимости С2, применяют дифференцированный метод:
С2< .sub> = М + О + П + И + 3 + К,
где П — расходы на амортизацию и содержание приспособлений и прочей технологической оснастки, приходящиеся на отдельную деталь, руб.;
О — расходы на амортизацию и содержание оборудования, приходящиеся на отдельную деталь, руб.;
И — расходы на амортизацию и содержание инструмента, приходящиеся на отдельную деталь, руб.;
М, 3 и К — значения, данные в формуле к расчету С,.
Дифференцированный метод позволяет учитывать влияние производительности труда на себестоимость отдельной детали.
Графоаналитический метод применяют для сопоставления по себестоимости нескольких конкурирующих вариантов технологических процессов. В соответствии с ним, все расходы, из которых складывается себестоимость детали, делят на две группы: m — расходы, прямо пропорциональные количеству изготовленных деталей за определенный промежуток времени (заработная плата рабочих и наладчиков, стоимость материалов, расходы на содержание и амортизацию оборудования, приспособлений и инструмента, расходы на электроэнергию); b — расходы, не зависящие от количества изготовленных деталей (стоимость оборудования, приспособлений, инструмента, расходы на отладку техпроцесса и другие периодические расходы).
Стоимость изготовления партии деталей определяют по формуле
С = mх + b,
где х — число изделий в партии.
Себестоимость изготовления одной детали рассчитывается по формуле
С1 = m + (b / х).
Координаты графика: вертикаль — С и С1, горизонталь — х.
Графоаналитический метод позволяет выбрать эффективный технологический процесс обработки партии деталей, с наименьшими затратами, при учете всех условий имеющихся станков, квалификации рабочих и т. д.
Рациональные режимы обработки
Режимом резания называют сочетание глубины резания, подачи и скорости резания, обеспечивающее наименьшую трудоемкость при полном использовании режущих свойств инструмента, эксплуатационных возможностей станка и соблюдении требуемого качества детали.
Критерием производительности выбранного режима резания служит основное (машинное) время.
Глубина резания зависит от припуска на обработку. Она в меньшей степени влияет на стойкость инструмента, чем скорость резания и подача. Поэтому при черновой обработке назначают максимально возможную глубину резания и обеспечивают этим снятие большей части припуска за рабочий ход инструмента.
Глубина резания при получистовой обработке 1—4 мм, при чистовой 0,1—1 мм, в зависимости от требуемой точности и качества обрабатываемой поверхности.
Подача влияет на стойкость инструмента меньше, чем скорость резания. Поэтому после назначения глубины резания производят выбор оптимальной подачи.
При черновой обработке назначают возможно большую подачу, допускаемую прочностью станка, режущего инструмента и обрабатываемой заготовки. При чистовой обработке подача должна обеспечивать требуемую точность и шероховатость обрабатываемой поверхности.
Однако работа с подачами меньшими, чем технологически допустимые, непроизводительна.
В зависимости от глубины резания и подачи определяют скорость резания и проверяют ее по допускаемой мощности резания для достижения оптимальной производительности обработки.
Мощность, затрачиваемая на резание, должна быть меньше или равна мощности на шпинделе. Если расчетная мощность резания больше мощности на шпинделе, то скорость резания уменьшают.
Режим резания проверяют и по крутящему моменту. Крутящий момент резания должен быть меньше или равен допустимому крутящему моменту на шпинделе.
Кроме того, выбранный режим резания проверяют по прочности механизма подачи станка, режущего лезвия и державки резца.
Технологическое нормирование, часть 1
Производительность труда характеризуется количеством продукции, произведенной за единицу времени. Применительно к машиностроению это значит, что чем меньше времени расходуется на изготовление детали, тем выше производительность труда. Производительность труда зависит от модели станка и его технического состояния, степени оснащенности режущим и вспомогательным инструментом, от применяемой технологии и прочих факторов.
Технически обоснованную норму времени, необходимую для изготовления детали при условии использования современных методов обработки на основе передовой техники и опыта, определяют по формуле
Тшт = То+Тв+Тто+Тоо+Тотд,
где То — основное (машинное) время, в течение которого осуществляется изменение размеров, формы и состояния поверхности обрабатываемой заготовки;
Тв— вспомогательное время, затрачиваемое на выполнение действий вспомогательного характера (управление станком, установку, закрепление и снятие детали, подвод и отвод режущего инструмента, измерение детали т. д.). Сумму То + Тв называют оперативным временем;
Тто — время технологического обслуживания станка в процессе работы (смазка, удаление стружки, смена инструмента);
Тоо — время организационного обслуживания, затрачиваемое на подготовку станка к работе в начале смены и на уборку его в конце смены, а также на передачу станка сменщику;
Тотд — время на отдых и естественные надобности.
Чтобы приступить к делу, рабочему требуется затратить некоторое время на изучение чертежа, наладку станка, приспособления и инструмента, получить инструктаж У мастера. Это время называют подготовительно-заключительным Тпз, и затрачивается оно на подготовку к обработке партии заготовок.
Полное (калькуляционное) время выполнения операции при обработке детали определяют по формуле
Тк = Тшт + (Тпз / n),
где n — количество деталей в партии.
Основную долю штучного времени (70-90 %) составляет машинное и вспомогательное время, следовательно, одним из основных направлений повышения производительности труда на токарных станках является сокращение машинного и вспомогательного времени.
Технологичность процесса определяется прежде всего применением совершенных заготовок, у которых форма и размеры приближаются к готовой детали, т. е. заготовок с минимальным припуском. Уменьшение припусков на обработку повышает производительность за счет сокращения затрат труда, уменьшения отходов металла, уменьшения расхода инструмента, электроэнергии и т. д.
Основное (машинное) время может быть сокращено применением многоинструментальной обработки, инструмента повышенной стойкости из твердых сплавов и керамических материалов и более совершенной конструкции, назначением режимов резания, позволяющих наиболее полно использовать технические возможности станка.
Для получения наибольшей производительности при черновой обработке объем стружки, снимаемый в единицу времени, должен быть наибольшим, он определяется произведением vst. При чистовой обработке производительность характеризуется максимальной площадью поверхности и определяется произведением vt.
Глубина резания ограничивается припуском на обработку. Здесь производительность может быть повышена увеличением скорости резания (скоростное резание) и подачи (силовое резание), а также сочетанием скоростного и силового резания, что позволяет уменьшить машинное время.
Вторую часть читайте в следующем посте
Технологическое нормирование, часть 2
Известно, что скоростное резание предъявляет повышенные требования к жесткости системы станок — приспособление — инструмент — деталь. При недостаточной жесткости возникающие вибрации снижают стойкость режущих инструментов, ухудшается качество обработанной поверхности.
Во времени, затрачиваемом на обработку одной заготовки, вспомогательное время составляет, как правило, наибольшую часть и расходуется на установку, закрепление и снятие заготовок, изменение режимов резания, ручные подводы и отводы суппортов. Отсюда видно, что снижение нормы вспомогательного времени также повышает производительность труда.
Снижение вспомогательного времени может быть достигнуто за счет применения быстродействующих приспособлений для установки и крепления заготовок, использования фасонного и комбинированного режущего и быстросменного вспомогательного инструментов, применения устройств, исключающих потери времени на подвод и отвод инструмента за счет увеличения скорости холостых ходов.
Значительную экономию вспомогательного времени обеспечивает обработка заготовок с применением цикличности переходов, когда при обработке партии деталей переходы не повторяют, а выполняют в обратной последовательности, что исключает холостые ходы, т. е. последний переход (растачивание отверстия) для первой детали является первым переходом при обработке второй детали.
Основная часть подготовительно-заключительного времени тратится на наладку и настройку станка. Очевидно: чем меньше партии деталей, тем чаще приходится переналаживать станок и тем больше подготовительно-заключительное время. Основные пути сокращения его заключаются в использовании деталей-шаблонов при наладке станка, установке предварительно налаженного на размер инструмента, применении унифицированных и механизированных приспособлений и унифицированных вспомогательных инструментов.
Производительность труда в значительной степени зависит от квалификации станочника, использования им передового опыта и достижений науки и техники.
Повышению производительности труда способствует также улучшение организации производственного процесса за счет внедрения метода групповой обработки. В этом случае за основу берут не отдельную заготовку, а группу сходных по конструкции и размерам заготовок, при обработке которых применяются одинаковые приспособления и режущий инструмент. Сущность метода групповой обработки деталей заключается в том, что все детали разбивают на классы по видам обработок, выполняемых на токарных, револьверных, фрезерных, сверлильных и других станках. Каждый класс разбивают на группы, за основу берут не отдельную деталь, а группу сходных. В каждой группе определяют деталь, которая имеет все элементы поверхностей, встречающихся в группе, определяют требования по точности и шероховатости, разрабатывают технологический процесс для ее изготовления. При этом обращают внимание на сходство видов заготовки, единство вспомогательного и режущего инструмента, на соблюдение выбранной последовательности операций.
Разрабатывают несколько технологических процессов, имеющих ряд общих элементов, а именно: одинаковый способ крепления заготовки, несколько одинаковых переходов (проточка, центровка, сверление, подрезка, отрезка и др.), обязательных при изготовлении указанных деталей, и незначителное количество переходов, свойственных отдельным деталям (проточка уступов, канавок, нарезание резьбы и т. п.).
Составленный предварительно групповой технологический процесс проверяют и окончательно отрабатывают пробным изготовлением деталей данной группы. Определяют габаритные размеры деталей, которые могут быть обработаны по данному процессу и выбранным схемам наладки и настройки, назначают точность и шероховатость обработки. Уточняют необходимый вспомогательный инструмент.
Групповой метод обработки деталей на токарных станках и создание на этой основе групповой схемы наладки и настройки позволяют осуществить переход от изготовления одной детали к другой при малых затратах времени на подналадку станка. Время наладки станка при этом методе сокращается в 2—6 раз по сравнению со временем наладки традиционным методом.
Работа по групповому методу предусматривает закрепление за данным станком определенной группы обрабатываемых деталей, что позволяет предусмотреть в конструкции и в схеме наладки станка элементы, повышающие производительность обработки.
Повышению производительности способствует и внедрение в технологические процессы станков с ЧПУ. На их основе создаются технологические процессы для изготовления большой номенклатуры деталей. При этом существенно упрощается переналадка оборудования при обработке малых партий изделий.
Участки из станков с ЧПУ с оперативной системой программного управления позволяют автоматизировать процесс обработки деталей и перейти к созданию так называемой безлюдной технологии. Сущность этого производственного процесса заключается в том, что комплекс технологического оборудования, участвующего в изготовлении деталей, может работать в автоматическом режиме.
Дальше мы поговорим о рациональных режимах обработки.
Производственный процесс и типы производств
Производственным процессом называется совокупность действий, в результате которых исходные материалы и полуфабрикаты превращаются в готовую продукцию.
Производственный процесс включает в себя подготовку станков и организацию обслуживания рабочих мест, получение и хранение материалов и полуфабрикатов, изготовление деталей, сборку изделий, технический контроль и испытания готовых изделий, консервацию и сдачу на склад готовой продукции.
Производственный процесс состоит из основного (изготовление и сборка продукции) и вспомогательного процесса, который включает изготовление и заточку инструмента, изготовление оснастки и приспособлений, ремонт станков, внутризаводское хранение, транспортирование и т. д.
Технологический процесс является основной частью производственного процесса, связанной непосредственно с созданием продукции. Последовательность и способы обработки деталей в соответствии с технологическим процессом зависят от производственной программы.
В зависимости от объема производства различают единичное, серийное и массовое производство.
Единичное производство характеризуется штучным изготовлением продукции непостоянной номенклатуры. На станках с помощью универсальных приспособлений и инструмента производится обработка деталей, отличающихся большим разнообразием форм, размеров, масс и применяемых материалов.
Серийное производство характеризуется одновременным изготовлением сравнительно широкой номенклатуры однородной продукции, выпуск которой повторяется в течение продолжительного времени. Обработка деталей на станках производится периодически повторяющимися партиями. Все это позволяет закрепить за каждым рабочим местом выполнение ограниченного количества повторяющихся операций. В таком производстве, наряду с универсальным оборудованием, применяют оборудование специализированное, необходимое для выполнения определенных (одной или нескольких) операций. Широко используют переналаживаемые быстродействующие приспособления, универсальный и специальный режущий, вспомогательный и измерительный инструмент.
Серийное производство отличается от единичного более высокой производительностью труда и более коротким производственным циклом. Серийное производство подразделяют на мелко-, средне- и крупносерийное. По технологическому процессу мелкосерийное производство имеет много общего с единичным производством, а крупносерийное приближается к массовому.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, изготовляемых в течение сравнительно длительного времени. Обработка деталей на станках производится крупными партиями, что дает возможность использовать станки, оснастку и инструмент, предназначенные для выполнения только определенной операции.
Этому виду производства свойственна глубокая специализация рабочих мест. Крупносерийное и массовое производства позволяют организовать выпуск деталей с высокой степенью автоматизации, вплоть до создания автоматизированных производств, цехов и заводов, обеспечить высокую производительность труда.
Производственный процесс любого завода или цеха включает на практике производственные процессы, характерные как для единичного, так и для серийного производств. Поэтому отнесение завода или цеха к определенному типу производства по выпуску продукции часто носит условный характер.
Жесткость и вибрации
Возникающие при резании нагрузки воспринимаются инструментом и приспособлением, в котором инструмент закреплен, а также деталью и приспособлением, в котором она установлена и закреплена. Возникающие нагрузки передаются приспособлениями на сборочные единицы (узлы) и механизмы станка, благодаря чему образуется замкнутая технологическая система: станок — приспособление — инструмент — деталь (СПИД).
В процессе обработки детали сила резания не остается постоянной, что является результатом действия следующих факторов: изменяется сечение срезаемой стружки, изменяются механические свойства материала детали; изнашивается и затупляется режущий инструмент; образуется нарост на передней поверхности резца и др. Изменение силы резания обусловливает соответствующие изменения деформаций системы СПИД, нагрузки на механизмы станка и условий работы электропривода, а это приводит к колебаниям заготовки и инструмента. Характер изменения таких колебаний во времени называют вибрациями. Вибрации оказывают значительное влияние на условия обработки детали и зависят от жесткости системы СПИД, т. е. от способности системы препятствовать перемещению ее элементов под действием изменяющихся нагрузок. Жесткость системы СПИД является одним из основных критериев работоспособности и точности станка под нагрузкой.
Колебания при резании разделяют на вынужденные, причина возникновения которых — периодически действующие возмущающие силы, и автоколебания, не зависящие от воздействия возмущающих сил.
Источниками возмущающих сил являются неуравновешенные части станка (шкивы, зубчатые колеса, валы), выполненные с дефектом передаточные звенья, неуравновешенность обрабатываемой детали, неравномерный припуск на обработку и другие факторы.
Основными источниками возникновения автоколебаний являются следующие: изменение сил резания вследствие неоднородности механических свойств обрабатываемого материала; появление переменной силы резания в процессе удаления нароста с режущей части инструмента; изменение сил трения на поверхностях инструмента вследствие изменения скорости резания в процессе работы и др. На интенсивность автоколебаний оказывают влияние физико-механические свойства обрабатываемого материала, параметры режима резания, геометрические параметры инструмента, жесткость отдельных элементов и всей системы СПИД, зазоры в отдельных звеньях системы.
С увеличением скорости резания вибрации сначала возрастают, а затем уменьшаются. При увеличении глубины резания — возрастают, с увеличением подачи — уменьшаются. При увеличении главного угла j в плане (резца) вибрации уменьшаются, а при увеличении радиуса г скругления режущей кромки резца — возрастают. Износ резца по задней поверхности способствует возрастанию вибраций.
Чем больше вылет резца из резцедержателя и чем меньше размеры державки резца в поперечном сечении, тем меньше жесткость системы СПИД, что приводит к увеличению вибраций станка, причем, с повышением скорости резания интенсивность влияния этих факторов на увеличение вибраций возрастает.
Таким образом, зная причины возникновения вибраций, можно найти способы их уменьшения. Рациональными считаются способы, с помощью которых возможно значительно уменьшить вибрации станка, не снижая его производительности.
Позже вернемся к вопросам резания металлов более подробно. Но сперва поговорим о режущих и измерительных инструментах.
Режимы резания
Работа режущего инструмента должна производиться в режиме, обеспечивающем наибольшую производительность при наименьшей себестоимости обработки детали и при выполнении технических требований чертежа.
При токарной обработке режим резания определяется глубиной резания, подачей и скоростью резания.
Глубина резания определяется, в основном, припуском на обработку, который выгодно удалять за один проход.
Однако для уменьшения усилий резания иногда необходимо снять общий припуск за несколько проходов: 60 % при черновой, 20-30 % при получистовой и 10-20 % при чистовой обработке. Глубина резания t равна 3-5, 2-3 и 0,5—1 мм для черновой, получистовой и чистовой обработки соответственно.
Выбор глубины резания определяется припуском на обработку и требованиями к точности и шероховатости поверхности. При высоких требованиях к точности и шероховатости обработанной поверхности припуск, превышающий 2 мм, следует снимать за два, а при неравномерности припуска за три рабочих хода.
Подача ограничивается действующими в процессе резания силами, которые могут привести к поломке режущего инструмента, деформации и искажению формы заготовки, а также к выходу из строя станка. Целесообразно работать с максимально возможной подачей. Обычно подача назначается по таблицам справочников (по режимам резания), составленным на основе специальных исследований и изучения опыта работы машиностроительных заводов. После выбора подачи из справочников ее корректируют по кинематическим данным станка, на котором будет вестись обработка (берется ближайшая меньшая подача).
Подача S равна 0,3-1,5 и 0,1-0,4 мм/об для черновой и чистовой обработки соответственно. При одинаковой площади поперечного сечения среза нагрузка на резец меньше при работе с меньшей подачей и большей глубиной резания, а нагрузка на станок (по мощности) меньше при работе с большей подачей и меньшей глубиной резания.
Подачу выбирают по таблицам режимов резания. Большие значения подач следует брать при обработке мягких сталей и при работе в центрах при отношении L / D < 6, а также при работе в патроне, когда это отношение менее двух (L — расстояние между опорами обрабатываемой детали, D — диаметр заготовки). При поперечном точении и подрезке значение подачи по таблице уменьшают на 30—50 %.
Увеличение подачи и глубины резания вызывает интенсивный износ резца, что ограничивает скорость резания. Например, при увеличении подачи в 2 раза скорость резания необходимо уменьшить на 20—25 %; при увеличении в тех же пределах глубины резания ее следует уменьшить на 10—15 %.
Необходимая скорость резания и соответствующая ей стойкость инструмента определяются геометрией режущей части резца, режущими свойствами инструментального материала, обрабатываемостью заготовки и другими факторами.
Увеличение площади сечения державки для резцов из быстрорежущих сталей позволяет повысить скорость резания, так как улучшаются условия отвода теплоты и повышается жесткость резца. Для твердосплавных резцов влияние площади сечения державки на скорость резания незначительно. При черновом точении сталей резцами из быстрорежущих сталей обильная подача СОЖ (8—12 л/мин) повышает скорость резания на 20-30 %, а при чистовом точении подача СОЖ с интенсивностью 4—6 л/мин обеспечивает повышение скорости резания на 8—10 %. Для твердосплавного инструмента необходимо постоянное охлаждение, так как при прерывистом охлаждении могут образоваться трещины на пластине и резец выйдет из строя.
Выбор скорости резания для материала резца производится в зависимости от глубины резания, подачи и механических свойств заготовки. Обычно скорость резания принимают в соответствии с допустимой стойкостью инструмента. Стойкость твердосплавного резца 60-90 мин, при этом его износ по задней поверхности допускается не более 1 мм. Завышение этого показателя приводит к увеличению расхода твердого сплава и затрат времени для переточки резца. Приближение лунки износа резца по передней поверхности к режущей кромке допускается не менее 0,2 мм, при уменьшении этого расстояния возрастает опасность разрушения режущей кромки. Режим резания должен соответствовать мощности станка. Требуемая мощность станка для резцов с радиусной канавкой по передней поверхности при обработке стали средней твердости
N = 0,044tSv,
где N — мощность электродвигателя, кВт;
коэффициент 0,044 учитывает материал заготовки и КПД станка.
Для резцов с плоской передней поверхностью и отрицательным передним углом мощность, подсчитанную по приведенной формуле, увеличивают на 20 %.
Факторы, влияющие на силу резания
Для правильного выбора режущего инструмента и приспособлений, определения мощности, затрачиваемой на резание, а также для обеспечения правильной эксплуатации станка, инструмента и приспособлений необходимо знать силы, действующие в процессе резания. Так, стружка в процессе резания образуется силой Р, преодолевающей сопротивление металла резанию. При обработке точением сила резания Р может быть разложена на три составляющие:
тангенциальную Рz, направленную вертикально вниз и определяющую мощность, потребляемую главным движением станка;
радиальную Pу, направленную вдоль поперечной подачи; она отжимает резец и учитывается при расчете прочности инструмента и устройства механизма поперечной подачи станка;
осевую Px, направленную вдоль продольной подачи; она стремится отжать резец в сторону суппорта и учитывается при определении допустимой нагрузки на резец и механизмы станка при продольной подаче.
Между этими тремя составляющими силы резания существует примерно такое соотношение:
Рz : Рy : Рх = 1 : (0,25 ÷ 0,5) : (0,10 ÷ 0,25).
Сила резания Р в большинстве случаев примерно на 10 % больше составляющей Рz, что позволяет многие практические расчеты производить по ней, а не по силе Р.
На величину составляющих силы резания влияют: обрабатываемый металл, глубина резания, подача, передний угол резца, главный угол резца в плане, радиус закругления при вершине резца, смазочно-охлаждающие жидкости,скорость резания и износ резца.
Физико-механические свойства обрабатываемого металла оказывают существенное влияние на силу, затрачиваемую на образование стружки, и величину деформаций. Чем выше предел прочности при растяжении и твердость обрабатываемого металла, тем больше Рz, Ру, Рх. Увеличение глубины резания и подачи приводит к увеличению усилий, затрачиваемых на образование стружки. При этом глубина резания больше влияет на силу резания, чем подача.
Чем меньше передний угол или чем больше угол резания, тем больше сопротивление резанию. Изменение главного угла в плане влияет на силы Рy и Рx , а именно: с увеличением угла сила Рy резко уменьшается, а сила Рxувеличивается. Для твердосплавных резцов при увеличении угла от 60 до 90° сила Рz практически остается постоянной. С увеличением радиуса закругления при вершине резца силы Рz и Рy возрастают, а Рх — уменьшается.
СОЖ уменьшают силу Рz при тонких стружках, при увеличении толщины среза и скорости резания эффект применения жидкости уменьшается.
Увеличение скорости резания с 50 до 400—500 м/мин приводит к эффективному уменьшению силы Рz, после чего влияние скорости незначительно.
При возрастании износа по задней поверхности значительно увеличиваются Рy и Рx .
На силы резания оказывает влияние материал режущей части резца: для твердосплавных резцов сила резания несколько ниже, чем для резцов из быстрорежущей стали.
Износ инструментов и его причины
Как и любой другой инструмент, режущий инструмент изнашивается. Изнашивание бывает разное и причин к тому много.
Процесс изнашивания инструмента при резании металлов весьма сложен. Различают абразивное, адгезионное и диффузионное изнашивание. Влияние каждого из этих видов зависит от свойств контактирующих материалов инструмента и обрабатываемой детали и условий обработки.
Абразивное изнашивание инструмента заключается во внедрении материала стружки в рабочую поверхность инструмента, при котором происходит съем металла с рабочей поверхности инструмента царапанием.
Адгезионное изнашивание инструмента происходит в результате прилипания трущихся поверхностей и последующего отрыва мельчайших частиц материала инструмента. Этот вид изнашивания наблюдается при температурах контактных поверхностей до 900 °С. В результате адгезионного изнашивания на рабочих поверхностях инструмента появляются кратеры, которые сливаются, образуя лунки износа. Действие адгезионного изнашивания усиливается в зоне низких и средних скоростей резания.
Уменьшить этот вид износа можно повышением твердости инструмента.
Диффузионное изнашивание инструмента происходит в результате взаимного растворения металла детали и инструмента. На активность процесса влияет высокая температура (900—1200 °С) контактного слоя, возникающая при высокой скорости резания. Диффузионное изнашивание можно рассматривать как один из видов химического. Оно приводит к изменению состава и, соответственно, физико-химических свойств поверхностного слоя инструмента и снижает его износостойкость. Диффузия вызывает частичное уменьшение содержания углерода в поверхностном слое инструмента вследствие перехода его в обрабатываемый металл, что повышает хрупкость слоя и интенсивность изнашивания инструмента.
Этот вид изнашивания преобладает на передней поверхности твердосплавного инструмента, работающего с высокой скоростью. Другие виды изнашивания наблюдаются преимущественно по задней поверхности при сравнительно невысоких скоростях и сравнительно невысоких температурах резания.
Зависимость износа от механических свойств обрабатываемого материала следующая: чем выше содержание в нем углерода, хрома, вольфрама, титана, молибдена, тем интенсивнее изнашивается инструмент. Решающее влияние на интенсивность изнашивания оказывает скорость резания, меньшее — подача и глубина резания. Отсюда вывод: для повышения производительности прежде нужно увеличивать глубину резания и подачу, и только затем повышать скорость резания.
Инструменты изнашиваются по задней и передней поверхностям.
Изнашивание по задней поверхности наблюдается при обработке сталей с малой толщиной среза (до 0,15 мм) и низкой скоростью резания, а также при обработке чугуна.
Изнашивание по передней поверхности резца наблюдается в случае большого удельного давления при высокой температуре в зоне резания. Такие условия возникают при обработке стали без охлаждения с высокими скоростями резания и с большой толщиной среза (более 0,5 мм). Изнашивание резцов по передней поверхности характеризуется образованием лунки, ширина и глубина которой увеличиваются.
Как правило, на практике наблюдается одновременное изнашивание инструмента по задней и передней поверхностям и увеличение радиуса округления режущей кромки.
При чистовой обработке деталей критерием изнашивания служат конструктивно-технологические требования к деталям. Они характеризуют допустимый износ, при превышении которого точность размеров и шероховатость обработанной поверхности перестают удовлетворять заданным техническим условиям.
Продолжительность эксплуатации немерных инструментов без подналадки определяется стойкостью инструмента, т. е. временем, в течение которого обеспечивается обработка деталей в поле допуска без снятия инструмента на переточку. Стойкость инструмента определяется суммарным временем его непосредственной работы от переточки до переточки на заданном режиме резания до наступления принятого критерия затупления. Стойкость инструмента обозначается буквой Т и измеряется в минутах.
Существенное влияние на стойкость инструмента оказывает скорость резания. Возрастание скорости резания на 50 % ускоряет износ инструмента до 75 %. Увеличение подачи ускоряет износ инструмента меньше — на 60 %. Снижение скорости резания на 30 % может увеличить стойкость инструмента в 2,5 раза, а уменьшение подачи повышает стойкость только в 1,4 раза.
Применение смазочно-охлаждающих жидкостей уменьшает износ режущего инструмента, повышает качество обработанной поверхности и снижает затраты энергии. Кроме того, оно препятствует образованию нароста у режущей кромки инструмента и способствует удалению абразивных частиц из зоны резания.
При обработке чугуна и других хрупких материалов СОЖ не применяют, поскольку эффективность их действия незначительна.
Во время работы твердосплавным инструментом на высоких скоростях в зону резания необходимо подавать обильную и непрерывную струю жидкости. В противном случае (при прерывистом охлаждении) в пластинах твердого сплава могут образоваться трещины и инструмент выйдет из строя.
В каждом конкретном случае для каждого обрабатываемого металла, и даже вида обработки, применяют наиболее оптимальную СОЖ. Эффективность смазочно-охлаждающей жидкости хорошо проявляется при резании вязких, высокопластичных и сильно упрочняющихся при деформации металлов. С увеличением толщины среза и скорости резания эффект от применения СОЖ уменьшается.
Требования к СОЖ: они должны обеспечивать высокую охлаждающую и смазочно-режущую способность,
антикоррозионность, быть безвредными для обслуживающего станок рабочего.
Применяемые СОЖ делят на две группы: охлаждающие и смазочные. К первой группе относят водные растворы и эмульсии (2-20 % масла и 0,3-2 % мыла), обладающие большой теплоемкостью и теплопроводностью. Водные эмульсии применяют при обдирочных работах, когда шероховатость поверхности не имеет значения.
Жидкости второй группы обладают высокой маслянистостью, к ним относят минеральные масла, керосин и растворы в масле или керосине поверхностно-активных веществ. Жидкости этой группы применяют при чистовых и отделочных работах. Широко применяются масла (сульфофрезолы), имеющие в качестве активизированной добавки серу.
Как мы видим, процесс изнашивания - сложный процесс, на который влияют масса факторов.
Работа резца и стружкообразование
Резанием называется сложный физический процесс, сопровождающийся тепловыделением, деформацией металла, изнашиванием режущего инструмента и образованием нароста на резце. Знание закономерностей процесса резания и явлений, сопровождающих его, позволяет рационально, качественно, производительно и экономно обрабатывать детали.
В процессе резания различных материалов образуются следующие основные виды стружек: сливные (непрерывные), скалывания (элементарные) и надлома. Сливная стружка образуется при резании вязких и мягких материалов (мягкой стали, латуни). Их обычно режут при высокой скорости.
Стружка надлома образуется при резании хрупких металлов (серых чугунов). Она состоит из отдельных, почти не связанных между собой частиц. Обработанная поверхность получается шероховатой, с большими впадинами и выступами.
При обработке чугунов средней твердости образуется стружка надлома в форме колец. Сходство со сливной стружкой внешнее — достаточно слегка сжать такую стружку в руке и она разрушится на отдельные элементы.
Стружка скалывания занимает промежуточное положение между сливной и стружкой надлома, образуется она при обработке некоторых сортов латуни и твердых сталей с большими подачами и относительно малыми скоростями резания. С изменением параметров резания эта стружка может перейти в сливную, или наоборот: сливная — в стружку скалывания.
Под действием режущего инструмента срезаемый слой металла подвергается сжатию. Процесс сжатия сопровождается упругими и пластическими деформациями. Инструмент деформирует не только срезаемый слой, но и поверхностный слой обрабатываемой детали. Глубина деформации поверхностного слоя обрабатываемой детали зависит от различных факторов и колеблется в промежутке от сотых долей до нескольких миллиметров.
Деформация поверхностного слоя упрочняет металл, увеличивает его твердость и уменьшает пластичность. Это так называемый наклеп обрабатываемой поверхности. Чем мягче и пластичнее обрабатываемый металл, тем большему наклепу он подвергается. Наклеп увеличивается
с увеличением подачи и глубины резания и уменьшается с увеличением скорости резания. Глубина наклепа увеличивается в 2—3 раза при работе тупым режущим инструментом.
Смазочно-охлаждающие жидкости (СОЖ) уменьшают глубину и степень упрочнения.
Так называемый нарост образуется при некоторых условиях резания, при этом на переднюю поверхность кромки резца налипает обрабатываемый материал. Он имеет клиновидную форму. По твердости нарост превышает в 2—3 раза твердость обрабатываемого материала. Становясь как бы продолжением резца, нарост изменяет геометрические параметры инструмента и участвует в резании металла, влияя на результаты обработки, износ резца и силы, действующие на резец. Понятно, что при обработке нарост периодически разрушается, но он вновь восстанавливается. Часть нароста падает со стружкой, а часть вдавливается в обработанную поверхность. Отрыв частиц нароста по длине режущего лезвия происходит неравномерно, что приводит к изменению глубины резания. Естественно, подобные периодически повторяющиеся явления увеличивают шероховатость обработанной поверхности.
Нарост проявляется неодинаково при обработке разных материалов. С увеличением пластичности металла размеры его возрастают, при обработке хрупких металлов (чугуна) он вообще может не образовываться.
На образование нароста влияет также скорость резания. Так, при обработке со скоростью резания до 5 м/мин нарост не образуется. А наибольший наблюдается при скоростях резания 10—20 м/мин. Это надо учитывать: указанный диапазон скоростей является неблагоприятным
для чистовой обработки. При дальнейшем увеличении скорости резания температура в зоне резания возрастает в зависимости от прочности металла, и нарост размягчается и исчезает.
Образование нароста возрастает с увеличением подачи, исходя из чего при чистовой обработке рекомендуются подачи в пределах 0,1-0,2 мм/об. А вот глубина резания существенного влияния на образование нароста не оказывает.
Уменьшает нарост применение смазочно-охлаждающей жидкости. Вместе с тем, при выполнении черновой обработки наличие нароста полезно.
Рассмотрения требуют и тепловые явления, сопровождающие процесс резания металлов. При резании металлов работа, затрачиваемая на пластические деформации, составляет около 80 % всей работы резания, около 20 % составляет работа трения. Почти 90 % всей работы резания превращается в теплоту, которая поглощается стружкой (50-86 %), резцом (10-40 %), обрабатываемой деталью (3-9 %) и около 1 % теплоты поглощает окружающая среда.
Температуру в зоне резания определяют физико-механические свойства обрабатываемого материала, режим резания, геометрические параметры инструмента и смазочно-охлаждающая жидкость. Чем выше предел прочности и твердость обрабатываемого материала, тем выше температура в зоне контакта инструмента с деталью. Поэтому при обработке стали выделяется больше теплоты, чем при обработке чугуна. Температура в зоне резания может достигать 1100 ºС.
С увеличением подачи температура в зоне резания повышается, но менее интенсивно, чем при увеличении скорости резания. Еще меньшее влияние на температуру оказывает глубина резания.
С увеличением угла резания температура в зоне резания возрастает, а с увеличением радиуса закругления резца — уменьшается.
Высокая температура в зоне резания влияет на износостойкость инструмента, состояние обрабатываемого материала, качество обработанной поверхности и на производительность.
А в следующей статье мы поговорим об износе инструментов.
Передачи движения
Для передачи механического движения от двигателя к рабочим органам станка служат различные механические передачи.
Ременные передачи применяют, в основном, для изменения частоты вращения при передаче вращательного движения от электродвигателя к коробке скоростей. Они состоят из ведущего и ведомого шкивов, соединенных бесконечным ремнем, который может быть плоским, поликлиновым, состоящим из набора клиновых ремней, и зубчатым. Для повышения гибкости клиновых ремней, на их внутренней или наружной поверхности могут быть выполнены углубления.
Ременная передача совершается силами трения, возникающими между шкивами и туго натянутым ремнем. Для этой цели наиболее часто применяют ремни, основа которых — слои кордовой ткани и кордшнура, скрепленные вулканизированной резиной. В процессе эксплуатации ремни вытягиваются и начинают проскальзывать, поэтому их периодически натягивают, обычно за счет смещения электродвигателя. Следует избегать сильного натяжения ремней, так как оно ведет к перегрузке подшипников и ускорению их износа.
В ременной передаче оба шкива вращаются в одну сторону, при этом передача вращательного движения может сопровождаться увеличением или уменьшением частоты вращения ведомого вала, в зависимости от соотношения диаметров шкивов.
Отношение частоты вращения ведущего шкива nA к частоте вращения ведомого шкива nБ называют передаточным числом, которое обратно пропорционально отношению диаметров шкивов:
u = nА/nБ = DБ /DА
Зубчатые передачи используются для изменения частоты вращения и направления вращения между ведущим и ведомым валами. Валы могут быть расположены параллельно и под углом друг к другу. Зубья колес могут располагаться параллельно оси вращения, такие зубчатые колеса называют прямозубыми цилиндрическими наружного и внутреннего зацепления. Для увеличения длины контакта между зубьями их располагают под углом к оси вращения, образуя косозубое зацепление.
Для передачи вращательного движения валам, расположенным под углом, служат конические с прямым и криволинейным зубом и червячные передачи.
Передаточное число зубчатых колес, находящихся в зацеплении, определяют по формуле
u = n2 / n1 = z1 / z2,
где n2 и n1 — частоты вращения ведомого и ведущего колес, z1 и z2, соответственно, — числа зубьев.
Червячная передача служит для кинематической связи взаимно перпендикулярных непересекающихся валов. Она состоит из ведущего червяка и ведомого червячного колеса и позволяет создавать малые передаточные отношения при относительно небольших размерах. В токарных станках такая передача используется в механизме фартука для резкого замедления движении.
Червячная передача подобна винтовой, где функцию гайки выполняет червячное колесо. Следовательно, за каждый оборот червяка колесо поворачивается на количество зубьев, равное числу заходов резьбы червяка.
Недостаток данной передачи — большая потеря мощности на трение. С целью его уменьшения червяки изготавливают из термообработанной стали, а червячные колеса — из бронзы.
Для преобразования вращательного движения в поступательное применяют реечные и винтовые передачи.
Для обеспечения точности и стабильности перемещений рабочих органов в современных станках применяют винтовую передачу с гайкой качения, в которой винт и гайка сопрягаются через шарики. Циркуляция шариков в пределах одного шага резьбы обеспечивается каналом в гайке.
Цепная передача служит для изменения частоты вращения при передаче вращательного движения от ведущего вала к ведомому, расположенных на значительном расстоянии друг от друга. В отличие от ременных, цепные передачи работают при меньших окружных скоростях и могут передавать значительные мощности без проскальзывания.
Цепная передача состоит из звездочек, насаженых на ведущий и ведомый валы и соединенных втулочно-роликовой цепью. Цепь состоит из наружных и внутренних звеньев, соединенных втулкой с роликом на оси. Звездочки могут быть соединены также зубчатой цепью. Такие цепи по работоспособности превосходят втулочно-роликовые и могут работать при больших окружных скоростях бесшумно.
Передаточное число цепной передачи определяют по формуле
u = n2 / n1 = z1 / z2,
где n2 и n1 , z1 и z2 — соответственно , частоты вращения и числа зубьев ведущей и ведомой звездочек.
Фрикционные передачи применяются в приводах станков. При использовании фрикционных передач можно производить изменение передаточного числа между ведущим и ведомым звеньями бесступенчато.
В конструкциях некоторых вариаторов используются специальные клиновые ремни или стальные кольца, которыми соединяют ведущие и ведомые раздвижные конусные шкивы. Осевое сближение одной пары конусных шкивов вызывает осевое удаление друг от друга второй пары и, соответственно, изменение радиусов контакта r1, и r2 ремня со шкивами. Пределы изменения скоростей, которые может обеспечить вариатор, характеризуются диапазоном регулирования
D = umax / umin,
где u = r2 / r1
Для вариатора с клиновыми ремнями диапазон регулирования 8-15.
На этом мы закончили разговор о станках. В следующей статье разговор пойдет об основах резания металлов.
Детали передач движения. Часть 1
В ближайших статьях мы рассмотрим детали, которые служат для передачи основных движений в станках.
Валы, оси, зубчатые колеса, червяки, рейки и другие детали служат для передачи основных движений в металлообрабатывающих станках.
Оси и валы — это круглые стержни, предназначенные для установки зубчатых колес, шкивов и т. п. Ось поддерживает установленные на ней детали, а вал участвует в передаче усилий.
В токарном станке эту группу деталей представляют шпиндель и ходовой вал.
Шпиндель получает вращение от зубчатых колес коробки скоростей и передает его заготовке.
Ходовой вал осуществляет передачу движения от коробки подач к механизму фартука.
Как правило, оси значительно реже применяются в передачах.
Установка деталей на вал или ось может быть свободной в круговом направлении, подвижной вдоль оси и неподвижной. В зависимости от этого посадочные поверхности валов и осей выполняются цилиндрическими, коническими, со шпонками или шлицами.
В шпоночных соединениях используется шпонка прямоугольного сечения, которую устанавливают в канавках вала и колеса. Понятно, что такое соединение уменьшает сечение вала и не обладает высокой прочностью. Для передачи больших усилий применяют более прочные соединения — шлицевые, где передающим элементом являются шлицы, выполненные как одно целое с валом.
Для передачи основных движений служат также зубчатые колеса — диски с зубьями на наружной (внутренней) поверхности. По форме колеса делятся на цилиндрические, конические и червячные, а по направлению зубьев — на прямозубые и косозубые.
Прямозубые цилиндрические колеса применяются в передачах, где переключение скоростей осуществляется осевым перемещением колес. Постоянные передачи чаще оснащаются косозубыми колесами, обладающими большей прочностью и способностью плавно передавать движение.
Конические колеса используются в передачах движения между валами, оси которых пересекаются. Червячные колеса имеют винтовые зубья вогнутой формы, соответственно резьбе сцепляющегося с ними червяка.
Блоки из нескольких зубчатых колес, неподвижно соединенных между собой общей втулкой или выполненных из одного куска металла, часто применяются в механизмах переключения скоростей подач.
Червяки — это одно- или многозаходные винты с модульной резьбой трапецеидального профиля с углом 40° и шагом, равным окружному шагу червячного колеса.
Рейки применяются в токарных станках для продольного перемещения суппорта. Зубья реек имеют трапецеидальную форму с углом профиля 40° и шагом, равным окружному шагу сопряженного с рейкой колеса.
Ходовые винты служат для перемещения салазок суппорта и пиноли задней бабки. Они выполняются с трапецеидальной резьбой и углом профиля 30°.
Гайки для винтовых передач бывают цельные, регулируемые и разъемные. Цельные применяются в передачах, которыми пользуются сравнительно редко, например, для перемещения верхних салазок суппорта. В часто работающих передачах устанавливают регулируемые гайки, позволяющие по мере необходимости уменьшать зазор в резьбовом соединении.
Для включения подачи суппорта при нарезании резьб резцами, в фартуке токарных станков используется разъемная гайка. Она состоит из двух половинок, которые можно раздвигать вдоль направляющего паза типа «ласточкин хвост». Установленные в них штифты входят в спиральные пазы диска, при повороте которого можно сблизить и соединить с ходовым винтом или раздвинуть для отключения подачи.
В следующей статье мы продолжим рассматривать детали передач движения. Поговорим о подшипниках, муфтах и механизмах обгона.
Детали передач движения. Часть 2
В предыдущей статье мы начали говорить о деталях передачи движения. Продолжим рассмотрение этого вопроса.
Опорами деталей передач служат подшипники. Они делятся на подшипники скольжения и качения.
Подшипники скольжения выполняются глухими, гидростатическими и регулируемыми.
Глухой подшипник состоит из корпуса и неподвижно установленного в нем вкладыша из специальных подшипниковых сплавов (свинцовистой бронзы). Смазка к трущимся поверхностям подводится периодически или постоянно через масленку.
Так как у этих подшипников отсутствуют подвижные элементы, они обеспечивают высокую точность вращения валов. Но подача масла самотеком не позволяет получить устойчивую разделительную масляную пленку между поверхностями шейки вала и вкладышем, что сокращает время работы такого подшипника.
В гидростатических подшипниках этот недостаток в значительной степени устранен тем, что в них применен циркуляционный способ подачи жидкой смазки к трущимся поверхностям: масло под давлением подается в рабочую зону подшипника через специальные отверстия и, пройдя карманы, вытесняется в зазор между шейкой шпинделя и вкладышем, затем возвращается в резервуар. Между контактными поверхностями подшипника и шпинделя образуется устойчивая масляная пленка, обеспечивающая жидкостное трение при любых скоростях скольжения. Эти подшипники используются в качестве шпиндельных опор многих станков.
Когда возникает необходимость периодической регулировки зазора в соединении звеньев кинематической пары, применяются регулируемые подшипники. Вкладыш подшипника выполнен с наружной конической поверхностью, для упругого сжатия в нем сделаны сквозная продольная прорезь и три канавки. Радиальный зазор в сопряжении с валом регулируется осевым перемещением вкладыша с помощью гаек.
Наибольшее применение в современных станках находят подшипники качения. Они состоят из наружного и внутреннего колец, шариков (роликов) и разделяющего их сепаратора. Детали, кроме сепаратора, изготавливаются из специальной подшипниковой стали ШХ15, имеющей высокие эксплуатационные качества.
Подшипники качения делятся на радиальные, радиально-упорные и упорные. По мере износа зазоры в подшипниках качения восстанавливают до нормальной величины регулировкой — осевым смещением одного кольца относительно другого.
Муфты применяются в станках для постоянного или периодического соединения валов между собой, с зубчатыми колесами и шкивами, для передачи вращения без изменения направления и частоты вращения.
Втулочная муфта служит для передачи вращательного движения с вала на вал с помощью втулки и шпонок. Резиновыми кольцами муфта амортизирует ударную нагрузку, передаваемую с вала на вал. Если оси ведущего и ведомого валов расположены со смещением от оси вращения, применяют составную муфту, каждая половина которой жестко закреплена на конце вала, а между собой они сопряжены диском с накрест расположенными выступами, входящими в пазы полумуфт.
Для периодического соединения валов служит зубчатая муфта. Левая полумуфта при перемещении вправо наружными зубьями входит в зацепление с внутренними зубьями правой полумуфты.
В кулачковой муфте движение передается через кулачки полумуфт, сопрягающихся пружиной. При перегрузках скошенные поверхности зубьев позволяют раздвигать полумуфты и нарушать синхронность вращения валов.
Во фрикционной муфте передачу движения выполняют фрикционные диски, которые внутренними выступами соединены с одной полумуфтой, а наружными — с другой. Передаваемая нагрузка с вала на вал определяется силой сжатия дисков.
Электромагнитные муфты могут быть одно- и многодисковыми. Электромагнитная муфта состоит из корпуса, вращающегося вместе с валом, катушки, дисков, вращающихся с корпусом, и дисков, вращающихся вместе с шестерней, якорей и стопорного кольца. Питание муфты осуществляется через щетку и токосъемники. При выключенной муфте зубчатое колесо свободно вращается на втулке вала. При включенной муфте якоря прижимают диски к корпусу. Форма дисков и малая толщина обеспечивают большое магнитное сопротивление в радиальном направлении. Так обеспечивается передача движения от вала через втулку зубчатому колесу.
В тех случаях, когда валу, имеющему медленное вращение, требуется сообщать периодически быстрый ход, применяют механизмы обгона. Обгонная муфта состоит из двух полумуфт, соединенных с валами. Между полумуфтами располагаются ролики, которые заклиниваются усилием пружины и позволяют передавать вращательное движение по часовой стрелке.
При вращении одной полумуфты в том же направлении, но с большей скоростью, ролики увлекаются ею и смещаются в более широкую часть выемки, при этом полумуфта свободно вращается относительно второй полумуфты.
Для этих же целей применяют храповые механизмы. Вращательное движение от колеса на вал передается через свободно вращающийся на валу диск, защелку и храповое колесо.
Реверсивные механизмы служат для изменения направления движения механизмов станка. Чаще всего реверсирование осуществляют с помощью цилиндрических или конических зубчатых колес. В механизме с цилиндрическими зубчатыми колесами муфта может соединить с верхним валом зубчатое колесо, тогда движение будет передаваться с верхнего вала через муфту и зубчатую передачу на нижний вал. Если муфта соединит с верхним валом зубчатую передачу, то вал получит противоположное вращение.
Кулачковые механизмы служат для преобразования вращательного движения кулачка в поступательное движение механизмов станка. Различают кулачковые механизмы с плоским, барабанным и торцовым кулачками.
В следующей статье поговорим о передаче механического движения от двигателя к рабочим органам станка.
Машины и механизмы
Теперь поговорим о машинах и механизмах. Рассмотрим их определения, чем они отличаются и для чего используются.
Машины состоят из двигательного механизма (приводной части), преобразующего различные виды энергии в механическое движение, передаточного механизма, передающего движение двигателя исполнительному механизму, и исполнительного механизма, выполняющего затребованную работу.
В зависимости от назначения, различают энергетические и рабочие машины.
Энергетические машины служат для преобразования энергии любого вида в механическую энергию. К ним относятся электродвигатели, двигатели внутреннего сгорания и др.
Рабочие машины подразделяются на технологические и транспортные. В технологических машинах осуществляется преобразование размеров, формы, свойств или
состояния материалов. Характерными представителями таких машин являются металлорежущие станки. С помощью транспортных машин осуществляется перемещение различных материалов.
Механизмами называют устройства, которые предназначены для преобразования вида или количества движения. Конкретно, к механизмам относятся коробка скоростей и механизм фартука токарного станка. Коробка скоростей изменяет частоту вращения количественно, а механизм фартука токарного станка преобразует вращательное движение ходового винта (вала) в поступательные движение суппорта.
Механизмы являются основой создания большинства машин.
Механизмы входят в состав машины и представляют собой, в общем определении, совокупность тел, связанных друг с другом подвижно. Каждое тело, входящее в механизм, называют звеном. Звенья образуют отдельные детали или сборочные единицы — несколько неподвижно скрепленных друг с другом деталей.
Механическое движение в механизме передается при взаимодействии различных звеньев, часть из которых неподвижна и обеспечивает подвижным звеньям возможность преобразовывать или изменять направление передачи движения, либо выполнять то и другое (преобразовывать и изменять направление) одновременно.
Подвижное соединение двух звеньев называют кинематической парой. Кинематические ресурсы пары зависят от формы поверхностей, которыми звенья соприкасаются при своем движении. Если относительное движение между соприкасающимися звеньями отсутствует, пара называется кинематическим соединением.
Следует различать ведущие и ведомые звенья кинематических пар. Звено, которое задает движение, называют ведущим, а получающее движение — ведомым или рабочим.
Вспомогательный инструмент
Как говорилось ранее, здесь мы рассмотрим инструмент, помогающий правильно установить и закрепить инструмент рабочий.
Вспомогательный инструмент обеспечивает правильную установку и закрепление режущего инструмента на станке и во многом определяет точность и производительность токарной обработки.
В качестве примера рассмотрим вспомогательный инструмент к токарно-револьверным станкам. Принцип его работы общий для всех токарных станков, изменяется только хвостовая часть, с помощью которой инструмент устанавливается на станке. На токарно-револьверных станках применяют цилиндрические державки, призматические державки с цилиндрическими хвостовиками и державки сложных форм с цилиндрическими хвостовиками.
На токарных станках резцы могут устанавливаться и закрепляться в специальных оправках, а сверла, развертки, метчики и плашки — в патронах, предохраняющих инструмент от поломок, обеспечивающих самоустановку инструмента по оси обрабатываемой детали и т. д.
Цилиндрические державки, устанавливаемые в отверстия револьверной головки, применяют при относительно тяжелых режимах резания. Они служат для крепления различных резцов прямоугольного и круглого сечений.
Хвостовая регулируемая державка с косым креплением резца предназначена для станков с вертикальной осью вращения револьверной головки. Корпус державки имеет направляющие пазы типа «ласточкин хвост», в которых перемещается каретка с помощью регулировочного винта со шкалой. Каретка фиксируется зажимным винтом.
Байонетные державки состоят из байонетных патронов и оправок; применяют их главным образом для крепления разверток, получающих возможность самоустанавливаться в процессе резания. Державки позволяют быстро удалять и вставлять режущий инструмент с большим вылетом.
Упоры для ограничения подачи прутка или поворота револьверной головки бывают жесткие, регулируемые и откидные. Регулируемый упор состоит из втулки, в которую на нужную величину завинчивают упор-винт и фиксируют его гайкой. Жесткие упоры отличаются тем, что величина для них не регулируется. Откидные упоры обычно применяют в тех случаях, когда все гнезда револьверной головки заняты, крепят к передней стенке станка.
Все эти приспособления определяют точность и производительность токарной обработки.
Приводы приспособлений
Теперь рассмотрим механизмы, облегчающие закрепление деталей.
Для облегчения ручного труда станочника при закреплении обрабатываемых деталей используют механизированные приводы: пневматические, гидравлические, электрические и магнитные.
Пневматические, по сравнению с приводами других типов, отличаются высоким быстродействием и обеспечивают регулирование и контроль силы зажима заготовки, удобны в направлении и не требуют приложения больших физических усилий.
Гидравлические приводы по принципу работы аналогичны пневматическим, но обладают рядом преимуществ: создают большие усилия при относительно небольших габаритных размерах гидроцилиндров, более устойчивы к изменяющейся нагрузке на деталь в процессе обработки. Однако гидроприводы более трудоемки в эксплуатации, для них необходимо иметь более герметичные уплотнения, систему сбора и отвода утечек и др.
Электромеханические приводы устроены значительно проще пневмо- и гидроприводов и более удобны в эксплуатации. В систему электромеханического привода входят: электродвигатель, передаточный механизм и электрическая система управления электродвигателем.
Магнитные приспособления имеют следующие преимущества перед другими приспособлениями: немеханический способ крепления деталей, исключающий приложение сосредоточенной нагрузки; свободный доступ к обрабатываемой поверхности; удобство установки и закрепления заготовки. Закрепление заготовки на зеркале магнитного приспособления осуществляется магнитным потоком, создаваемым электромагнитом или постоянным магнитом. Патрон крепится на конце шпинделя с помощью переходного фланца, так же как и токарный патрон.
В следующей статье рассмотрим какие еще вспомогательные приспособления и инструменты можно использовать.
Способы закрепления заготовок на станке
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При L / D < 4 (где L — длина обрабатываемой заготовки, D — ее диаметр) заготовки закрепляют в патроне; при 4 < L / D < 10 — в центрах или в патроне с поджимом задним центром; при L / D > 10 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом. Самой распространенной является установка обрабатываемой заготовки в центрах станка.
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке, и тоже в центрах, и если это предусмотрено технологией обработки.
Заготовки закрепляют в центрах с применением токарных оправок, которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки, выполненную с малой конусностью (обычно 1 : 2000) и предварительно смазанную, устанавливают с натягом заготовку. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой, так, чтобы не повредить торцы оправки и центровые отверстия. Лыска оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок вдоль оси оправки неодинаково и зависит от отклонений размеров отверстия.
Заготовку можно закрепить на цилиндрической оправке с помощью гайки и быстросменной шайбы. Наружный диаметр гайки обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.
Когда отверстия заготовки имеют значительно большие отклонения по диаметру, применяют разжимные (цанговые) оправки. Цанга представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки, — цилиндрическая.
Цангу с заготовкой перемещают и закрепляют на оправке гайкой, а освобождают противолежащей гайкой, предварительно ослабив первую. Пружинящие свойства цанги обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельную оправку конусной поверхностью устанавливают в шпиндель станка. Заготовку — на посадочную, с прорезями, цилиндрическую поверхность. Натяг между цилиндрической частью оправки и обрабатываемой заготовкой создают болтом с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой. Корпус оправки крепится к фланцу шпинделя станка. На корпусе закрепляется втулка, канавки которой вместе с канавками корпуса образуют полости, заполняемые гидропластом. При вращении винта плунжер перемещается, выдавливая гидропласт из полости в полость. Тонкая стенка втулки под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки. Упор ограничивает перемещение плунжера, а пробка закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
Для заготовок при длине выступающей части из кулачков патрона более 2-3 диаметров в качестве второй опоры используют задний центр. Предварительно закрепленную в патроне заготовку поджимают задним центром и окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей части из патрона составляет 12—15 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.

Рис. 1. Неподвижный люнет
Неподвижный люнет (рис. 1) устанавливают на направляющих станины и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2. После установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликовлюнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
Подвижный люнет (рис. 2) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, служащие опорами для заготовки. Третьей опорой является резец.
Рис. 2. Подвижный люнет
Для обработки заготовок часто применяют планшайбы. Планшайба представляет собой плоский диск, который крепится к фланцу, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Заготовку типа кольца устанавливают на опорную втулку и закрепляют шайбами и винтом с гайкой при обработке наружных поверхностей, а при обработке внутренних поверхностей — прихватами.
Мы рассмотрели несколько способов крепления заготовок на станке.
Поводковые, цанговые и мембранные патроны
Поводковые патроны (рис. 1). Их применяют при обработке деталей в центрах 4 и 6 станка. Передача вращения осуществляется поводковым патроном 1 через палец-поводок 2 хвостовику 3 хомутика, который крепится на детали 5 винтом.
Рис. 1. Обработка заготовки в центровках с приводом от поводкового патрона
Для сокращения вспомогательного времени при черновой обработке в центрах валов Ø15—90 мм применяют самозажимные поводковые патроны. Заготовку устанавливают в центрах станка и поджимают пинолью задней бабки. При этом центр патрона, смещаясь, сжимает пружины до тех пор, пока заготовка своим торцом не нажмет на цангу, которая жестко закрепляет центр. При пуске шпинделя вместе с корпусом патрона приводится во вращение кольцо, которое крепится к корпусу винтами.
Кольцо пальцами поворачивает кулачки против часовой стрелки относительно осей до соприкосновения зубчатой поверхности кулачков с поверхностью заготовки. Сила зажима заготовки кулачками зависит от силы резания. Для равномерной нагрузки на кулачки кольцо, в котором закреплены оси, может перемещаться в радиальном направлении и обеспечивать самоустановку кулачков по поверхности заготовки. После остановки шпинделя деталь, вращаясь по инерции, поворачивает диском кулачки по часовой стрелке относительно осей и освобождается от крепления.
Цанговые патроны (рис. 2). Применяются они главным образом для закрепления материала в виде прутков или для повторного зажима заготовок деталей по предварительно обработанной поверхности.
Рис. 22. Основные типы цанг для токарных станков:
а — подающая, б— зажим со сменными вкладышами, в — зажимная цельная, г — зажимная разъемная, д— сменные вкладыши цанг, е — формы отверстий подающих и зажимных цанг
По конструкции различают цанговые патроны с втягиваемой выдвижной и неподвижной цангами. По назначению цанги делятся на подающие и зажимные
Подающая цанга (рис. 2, а) представляет собой стальную закаленную втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение для подачи расположенного в пей прутка от привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга (рис. 2, в) может быть выполнена в виде втулки с 3—6 пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок до 3 мм, с четырьмя — до 80 мм и с шестью — свыше 80 мм. Угол при вершине конуса цанги обычно 30°.
На рис. 2, б показана зажимная цанга со сменными вкладышами. Перед обработкой прутка другого сечения ослабляют винты 3, устанавливают вкладыши 1 нужного профиля и размера, ориентируя их по штифтам 2.
Для обработки заготовок малого диаметра применяют зажимные разъемные цанги (рис. 2, г), у которых разведение кулачков обеспечивается пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами (рис. 2, д), форма и размеры которых зависят от обрабатываемого изделия (рис. 2, е).
Мембранные патроны. Мембранные патроны применяют в случае, когда необходимо обработать партию заготовок с высокой точностью центрирования. В мембранном патроне рожкового типа обрабатываемую заготовку устанавливают между торцами винтов, которые через рожки связаны с мембраной. При прогибе мембраны в сторону заготовки концы рожков с винтами расходятся и освобождают заготовку; при снятии нагрузки происходит закрепление заготовки. Настройка патрона на размер детали и усилие зажима регулируются винтами. Мембранные патроны чашечного типа позволяют закреплять заготовки за внутреннюю и наружную поверхности. Заготовки в обоих случаях крепятся с помощью мембраны при затяжке винта.
Центры. Хомутики
В зависимости от формы и размеров обрабатываемых деталей применяют центры различных типов. Угол при вершине рабочей части центра (см. рис. 1, а) обычно равен 60°. Конические поверхности рабочей и хвостовой части центра не должны иметь забоин, поскольку это приводит к погрешностям при обработке деталей. Диаметр опорной части 3 менее меньшего диаметра хвостовой части конуса, что позволяет выбирать центр из гнезда без повреждения конической поверхности хвостовой части.
Рис. 1. Типы (а - е) центров: 1 — рабочая часть, 2 — хвостовая часть, 3 — опорная часть
Центр, показанный на рис. 1, б, служит для установки заготовок диаметром до 4 мм. У таких заготовок вместо центровых отверстий имеются наружные конические поверхности с углом при вершине 60°, который входит во внутренний конус-центр, названный обратным. Если необходимо подрезать торец заготовки, применяют срезанный центр (рис. 1, в), его устанавливают только в пиноль задней бабки.
Центр со сферической рабочей частью (рис. 1, г) применяют в случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя станка.
Центр с рифленой рабочей поверхностью рабочей части (рис. 1, д) используют при обработке заготовок с большим центровым отверстием без поводкового патрона.
В процессе обработки детали в центрах, передний центр вращается вместе с ней и служит только опорой, а задний центр при этом неподвижен. Вследствие нагрева при вращении он теряет твердость и интенсивно изнашивается. Поэтому задний центр изготовляют из углеродистой стали с твердосплавной рабочей частью (рис. 19, е).
При обработке с большими скоростями и нагрузками применяют вращающиеся задние центры. В хвостовой части центра на опорах качения вращается ось, на конце которой выполнена рабочая часть центра.
Токарные хомутики предназначены для передачи вращения обрабатываемой детали, установленной в центрах станка. Хомутик (рис. 2, а) надевают на обрабатываемую деталь и закрепляют винтом 1. Хвостовиком 2 хомутик упирается в палец поводкового патрона.
Рис. 2. Токарные хомутики: а — обычный, б— самозатягивающийся
Более удобны в работе самозатягивающиеся хомутики (рис. 2, б). В них хвостовик 2 закреплен в корпусе 5 подвижно на оси 4. Нижняя часть хвостовика, обращенная к детали, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на деталь хвостовик 2 наклоняют в сторону пружины 3, которая создает предварительную затяжку детали хвостовиком. Окончательную затяжку в процессе обработки обеспечивает палец-поводок 1 патрона.
В процессе обработки палец-поводок производит окончательную затяжку заготовки хвостовиком пропорционально силе резания.
А в следующий раз подробно рассмотрим те виды патронов, о которых не говорили в предыдущей статье.
Кулачковые патроны
На токарных станках применяют двух-, трех- и четырехкулачковые патроны. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления только одной детали. В трехкулачковых самоцентрирующих патронах закрепляют детали круглой и шестигранной формы или круглые прутки большого диаметра. В четырехкулачковых самоцентрирующих патронах закрепляются прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. Кулачковые патроны выполняются с ручным и механизированным приводом зажимов.
Наиболее распространен самоцентрирующий трехкулачковый патрон (рис. 1). Кулачки 1, 2, 3 перемещаются одновременно по спирали на диске 4, в витки которой они заходят нижними выступами. На обратной стороне диска нарезано коническое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5, поворачивается диск 4, который с помощью спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения колес 5, кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь. Кулачки изготовляют обычно трехступенчатыми, для повышения износостойкости их закаливают. Различают кулачки для закрепления заготовок по внутренней и наружной поверхностям. При закреплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
Рис. 1. Трехкулачковый самоцентрирующий патрон
Кулачковые патроны с механизированным приводом зажимов могут оснащаться тяговым или встроенным приводом. Патроны с тяговым приводом имеют зажимные элементы, связанные тягами с пневматическим, гидравлическим или каким-либо другим приводом.
На рис. 2 представлена конструкция двухкулачкового рычажного патрона со сменными кулачками 14, предварительная установка которых по детали (относительно оси вращения) осуществляется сухарями 12 и винтами 13 по пазам в ползунах 11. Ползуны 11 перемещаются к центру патрона рычагами 10, которые, опираясь поверхностями 7 в ползуны, поворачиваются вокруг оси 9 в корпусе 8 при перемещении упора 15 вместе с тягой 3.
Рис. 2. Двухкулачковый рычажный патрон со сменными кулачками
Разведение кулачков 14 производится конической поверхностью упора 15 при обратном движении тяги 3 вместе с направляющей втулкой 6, соединенных деталями 2, 4 и 5. Патрон крепится к станку винтами 1.
Патрон со встроенным пневматическим приводом (рис. 3) имеет встроенный пневмоцилиндр 6 с поршнем 5 и крепится к станку фланцем 1. Резиновое кольцо 11 смягчает удары поршня о фланец 4. Уплотнительные кольца 10 и 12 обеспечивают герметичность. Ползуны 7 с зажимными кулачками 8 имеют выступы 9, которые входят в пазы поршня 5. Угол наклона пазов составляет 40° 30′, что обеспечивает условия самоторможения. При подаче воздуха по каналам 2 и 3 в левую или правую полость цилиндра ползуны 7 перемещаются и производят разжим или зажим заготовки.

Рис. 3. Патрон со встроенным пневматическим приводом
Четырехкулачковый патрон с независимым перемещением кулачков применяют преимущественно для закрепления и обработки деталей некруглой и несимметричной формы.

Рис. 4. Четырехкулачковый патрон с независимым перемещением кулачков
Четырехкулачковый патрон с независимым перемещением кулачков (рис. 4) состоит из корпуса 1, в котором выполнены четыре паза. В каждом пазу смонтирован кулачок 4 с винтом 3 для независимого перемещения кулачков по пазам в радиальном направлении. От осевого смещения винт 3 удерживается сухарем 2. Кулачки могут быть повернуты на 180° для закрепления заготовок деталей по внутренней или наружной поверхности. На передней поверхности патрона нанесены концентричные риски (расстояние между ними 10-15 мм), которые позволяют выставить кулачки на одинаковом расстоянии от центра патрона.
В следующий раз разговор будет идти о центрах и хомутиках. А также о других видах патронов.
Основные конструктивные элементы приспособлений
Теперь поговорим о приспособлениях более подробно.
Деталь, закрепленная в приспособлении, должна быть лишена подвижности от начала и до конца обработки.
Требуемое неподвижное положение обеспечивается установочными и зажимными элементами, между которыми деталь устанавливается и закрепляется. Установочные элементы называют опорами, их делят на основные и вспомогательные.
Основными называют неподвижные опоры (постоянные, регулируемые и плавающие), координирующие обрабатываемую деталь в приспособлении в трех взаимно перпендикулярных плоскостях. В качестве постоянных опор при установке заготовок применяют опорные штыри.
Регулируемые и плавающие опоры используют при установке заготовок на необработанные или грубо обработанные поверхности, чтобы уменьшить деформацию нежестких заготовок.
Когда деталь устанавливают в приспособлении по необработанным и неточным поверхностям, и если она может принять неправильное или неустойчивое положение, — в местах приложения сил резания и сил зажима применяют вспомогательные (подвижные) опоры, которые подводят к детали после того, как она займет определенное положение на основных опорах. Число вспомогательных опор определяется конфигурацией и жесткостью обрабатываемой детали, направлением приложения сил резания и зажима.
Зажимные устройства, закрепляя заготовку в приспособлении, обеспечивают прилегание ее базовых поверхностей к основным и вспомогательным опорам приспособления с силой, способной противодействовать силам резания.
Заготовки с наружной цилиндрической поверхностью могут закрепляться в призмах, втулках и кольцах, а с внутренней цилиндрической поверхностью — на оправках и установочных пальцах.
Наиболее часто применяют в приспособлениях винтовые зажимные устройства, которые отличаются простотой конструкции, надежностью, универсальностью и самоторможением.
Классификация и назначение приспособлений
Приспособления служат для расширения технологических возможностей станка, облегчения условий работы на нем, повышения производительности оборудования и точности обработки заготовок. По назначению приспособления для токарных станков можно разделить на три группы:
для закрепления обрабатываемых заготовок;
для закрепления режущего инструмента (вспомогательный инструмент);
специальные приспособления, расширяющие технологические возможности станков, т. е.
позволяющие производить не свойственные по специфике работы (фрезерование, сверление нескольких отверстий и т. д.).
Приспособления для закрепления режущего инструмента и заготовок должны обеспечивать быструю установку, надежность и правильность закрепления, быть удобными и безопасными в работе.
Приспособления, вспомогательный и режущий инструменты составляют технологическую оснастку станка.
Более подробно поговорим о приспособлениях в следующей статье
Проверка прочности и точности станка
Что может быть важнее для токаря, чем хорошо работающий, надежный станок? Поговорим о прочности и точности станка.
Основным условием обеспечения требуемой точности и долговечности работы станка является правильная установка его на фундаменте.
Фундаменты под металлорежущие станки бывают двух типов. К первому типу относятся фундаменты, которые являются только основанием для станка, ко второму — фундаменты, которые жестко связаны со станком и придают ему дополнительную устойчивость и жесткость.
Как правило, токарные станки устанавливают на фундаментах второго типа по установочному чертежу, который приводится в руководстве по эксплуатации.
После внешнего осмотра приступают к испытанию станка на холостом ходу. В процессе испытания станок должен работать устойчиво на всех режимах, без стука и сотрясений, вызывающих вибрацию. Перемещение рабочих органов станка механическим или гидравлическим приводом должно происходить плавно, без скачков и заеданий.
При испытании станка на холостом ходу проверяют паспортные данные — пределы частот вращения шпинделя, подач, перемещений кареток суппорта и др. Фактические результаты испытаний должны соответствовать значениям, указанным в паспорте.
После проверки станка на холостом ходу приступают к испытанию под нагрузкой. Проводят его в условиях, близких к производственным. При этом следует убедиться, что все механизмы и рабочие органы станка работают исправно. Рабочая температура подшипников скольжения и качения не должна превышать 70—80 °С, механизмов подач — 50 °С, масла в резервуаре — 60 °С.
Новые станки в процессе эксплуатации, а также после ремонта проверяют на геометрическую точность в ненагруженном состоянии, на точность обработанных деталей и на получаемую шероховатость обработанной поверхности. Требования к точности станка даны в руководстве по эксплуатации.
Радиальное биение наружной центрирующей поверхности шпинделя проверяют индикатором, установленным на неподвижной части станка. Измерительный наконечник индикатора устанавливают перпендикулярно центрирующей поверхности шпинделя в точке касания. Шпиндель приводят во вращение. Измерения производят в двух взаимно перпендикулярных плоскостях. Наибольшее показание индикатора не должно превышать 8 мкм.
Аналогично проверяют радиальное биение посадочной поверхности под зажимные цанги.
Торцовое биение опорной поверхности шпинделя проверяют индикатором, установленным на неподвижной части станка. Измерительный наконечник индикатора должен быть установлен перпендикулярно опорной торцовой поверхности шпинделя в точке касания. Шпиндель приводят во вращение. Измерение производят в двух диаметрально противоположных точках. Наибольшее показание индикатора не должно превышать 10 мкм.
Осевое биение шпинделя измеряют индикатором, установленным на неподвижной части станка так, чтобы его измерительный наконечник касался шарика короткой оправки или торца короткой оправки, установленной в калиброванное отверстие шпинделя. Шпиндель приводят во вращение. Наибольшее показание индикатора не должно превышать 8 мкм.
Параллельность оси шпинделя направлению перемещения суппорта в вертикальной и горизонтальной плоскостях измеряют индикатором, установленным так, чтобы его измерительный наконечник был перпендикулярен в точке касания цилиндрической поверхности оправки, закрепленной в шпинделе. Измерение производят в вертикальной и горизонтальной плоскостях по двум диаметрально противоположным образующим оправки (поворотом шпинделя на 180°). В вертикальной плоскости свободный конец оправки может отклоняться только вверх, а в горизонтальной только вперед, в сторону инструмента.
Точность работы токарных станков проверяют при обработке образца. Точность формы наружной цилиндрической поверхности образца после чистовой окончательной обработки определяется постоянством диаметра обработанной поверхности в поперечном сечении и в нескольких (не менее трех) поперечных сечениях в пределах длины образца.
Прямолинейность торцовой поверхности образца после чистового точения резцами определяют с помощью линейки и концевых мер или щупа, а также индикатором. Отклонение определяется как половина разности показаний индикатора и для образца диаметром 150 мм не должно превышать 10 мкм.
Требования к инструменту
Давайте теперь поговорим про требования к режущему инструменту, в частности к токарным резцам.
Все режущие инструменты работают в более тяжелых условиях, чем любая деталь машины, поэтому к материалу инструмента предъявляются особые требования. И первое из них — высокая твердость. Если твердость инструмента ниже твердости заготовки, то инструмент не будет резать, а станет сминаться.Твердость инструмента HRCэ 59-65, а заготовки HRCэ 15-20. Несколько меньшая твердость у сверл, зенкеров и метчиков.
Следующее требование — высокая износостойкость, поскольку инструмент испытывает сильное трение и подвержен износу.
Далее — высокая теплостойкость или способность сохранять режущие свойства при высокой температуре. Твердость и теплостойкость необязательно идут в паре. Так, твердость углеродистой инструментальной и быстрорежущей стали примерно одинакова, а теплостойкость быстрорежущей 600 °С, в то время как углеродистой — всего 200 °С.
Следующее требование — высокая механическая прочность, поскольку инструмент при работе испытывает большие нагрузки. Материал инструмента должен хорошо работать на изгиб и сжатие и, кроме того, обладать хорошей теплопроводностью, хорошо шлифоваться и прокаливаться. Этими качествами обладают инструментальные стали.
Немного позже я расскажу подробнее про инструментальные материалы, из которых изготавливают режущие инструменты
И. И. БЕРГЕР ТОКАРНОЕ ДЕЛО
Издание третье, переработанное и дополненное
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебника для подготовки рабочих на производстве Минск «вышэйша школа» 1980
ББК 34.632я75
Б48
УДК 621.941(078)
Рецензент — Г. Б.Лурье, профессор, лауреат Государственной премии
Введение
Развитие общественного производства в нашей стране подчинено экономической политике Коммунистической партии, высшей целью которой является неуклонный подъем материального и культурного уровня жизни народа.
XXV съезд КПСС четко определил главную особенность развития социалистической экономики на современном этапе. Она заключается в необходимости резкого повышения эффективности и качества работы во всех сферах хозяйственной деятельности. Это означает, прежде всего, соблюдение строжайшей экономии материальных и трудовых ресурсов; широкое внедрение в производство прогрессивной техники, технологии и достижений науки, комплексной механизации и автоматизации трудовых процессов; ускоренный рост производительности труда и организация его на научной основе; значительное повышение качества выпускаемых изделий.
С этой целью в десятой пятилетке предусмотрены опережающие темпы развития тех отраслей промышленности, которые определяют технический прогресс. К ним в первую очередь относится машиностроение, являющееся материальной базой технического перевооружения всех отраслей народного хозяйства. Общий объем продукции машиностроения намечено увеличить в 1, 5-1, 6 раза, в том числе: средств механизации трудоемких и тяжелых погрузочно-разгрузочных работ в 2 раза; приборов и средств автоматизации в 1, 6-1, 7 раза; металлорежущих станков в 1, 5-1, 6 раза. Особое внимание обращается на ускоренное и расширенное развитие производства автоматического оборудования с системами числового программного управления, режущего инструмента с применением природных и синтетических алмазов и других сверхтвердых материалов
Достижения и перспективы научно-технического прогресса оказывают существенное влияние на характер и содержание труда рабочего, повышают требовательность к росту его культурно-технического уровня.
В нашей стране планомерная подготовка квалифицированных рабочих осуществляется в технических и средних профессионально-технических училищах. Кроме практических умений и навыков, учащиеся получают здесь достаточно высокие теоретические знания, которые позволяют им в дальнейшем уверенно и творчески справляться с решением различных производственных задач.
Одной из наиболее распространенных рабочих специальностей на машиностроительных предприятиях является профессия токаря. Для ее приобретения необходимо: уметь качественно и производительно выполнять разнообразные по сложности токарные работы в пределах установленного разряда; хорошо знать устройство и правила эксплуатации токарных станков, назначение и устройство приспособлений, режущих и измерительных инструментов, свойства обрабатываемых и инструментальных материалов, правила построения технологических процессов и выбора рациональных режимов резания, основы механизации и автоматизации производства и, наконец, правила по технике безопасности и противопожарным мероприятиям.
Содержание данного учебника рассчитано на теоретическую подготовку токарей для универсальных работ. Книга также поможет молодому рабочему в дальнейшем повышении его квалификации на производстве.