

3 Выбор базы
Базирование – это придаваемое заготовке (сборочной единице) положение, определяемое базами, относительно выбранной системы координат (ГОСТ 21495-76)
При моем базировании детали она лишается 5 степеней свободы, т.к. закрепляется в трехкулачковом патроне. Приспособление представляет собой трехкулачковый патрон, который охватывает наружный диаметр в трех местах. Силы зажима будет предостаточно для того, чтобы силы резания не сдвинули заготовку.


Рисунок 3 – Базирование детали
4 Расчетная часть
4.1 Расчет режимов резания при точении
Материал
–ВТ14; Глубина резанья – 3 мм;
 обрабатываемый диаметр 300h14
мм
обрабатываемый диаметр 300h14
мм
L – длина обработки 600 мм
Выбор марки инструментального материала и геометрию режущей части инструмента:
Для Д16Т принимаем Т15К6
Выбираем Проходной резец со следующей геометрией:
D
= 20 мм, L=225
мм,
 ,
,
 ,
,

Выбор подачи инструмента:
S
= (0.38…0.43) мм/об,

Sо=Sтаб·Kls (4.1)
Sо =(0.34…0.4) ·0.9=0.3…0.35
So=0.34 мм/об
Расчет скорости резания:
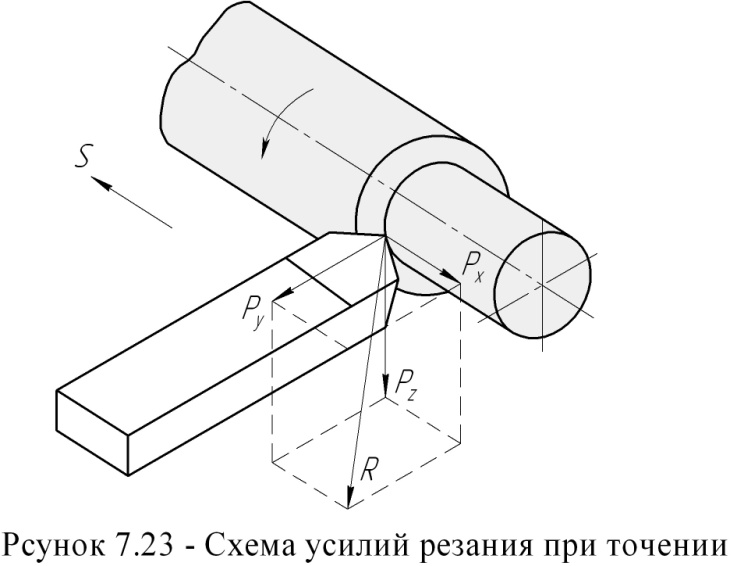
Рисунок 4 – Силы резанья
Pz=10·Cp·tx·Sy·Vn·Kp (4.2)
Pz =10·240·31.0·0.340.75·88.7-0,15=1636 Н,
где i=x,y,z; Cpi, xpi, ypi, kpi - справочные коэффициенты, зависящие от свойств инструментального и обрабатываемого материалов, геометрии инструмента и т.д; t - глубина резания, мм; s - величина подачи, мм/об.
Таблица 4 - Значение Ср и показателей степени для определения силы резания при точении
Вид обработки |
Инструментальный материал |
Cp |
xp |
yp |
np |
Обработка Титановых сплавов |
|||||
Точение и растачивание |
ВТ14 |
240 |
1.0 |
0.75 |
-0,15 |
Расчёт скорости резания по ряду чисел оборотов шпинделя:
 (4.3)
(4.3)
 −
скорость
резания, об/мм;
−
скорость
резания, об/мм;
 −
обрабатываемый
диаметр, мм.
−
обрабатываемый
диаметр, мм.
n
= =104
об/мин
=104
об/мин
Применяем nст=104 об/мин
Расчет крутящего момента на шпинделе станка
 , (4.4)
, (4.4)
где Dзаг –диаметр заготовки, мм.
Mkp= =245.4
н·м
=245.4
н·м
MвPz=Pz·R, (4.5)
где R-радиус детали, мм
MвPz =1636·150=245400 н·м
Переводим н·м в кг·см:
MвPz=Pz·R=165·15=2475 кг·см
Mз=2…2,5·MвPz=2.5·2475=6187 кг·см
Расчет силы закрепления
 ,
(4.6)
,
(4.6)
где Мз – момент закрепления, кг·см;
R – радиус детали, мм.
Qз= =412
кг
=412
кг
Qобщ=3·412=1236 кг
Расчет эффективной мощности
 ,
(4.7)
,
(4.7)
где V-скорость резания;
Ne= =3
кВт
=3
кВт
Из этой формулы находим мощность расходуемая электродвигателем
 (4.8)
(4.8)
где η - к.п.д. станка, равный 0,75.
Nэ= =4
кВт
=4
кВт
Определение машинного времени
 , (4.9)
, (4.9)
где l - длина обработки, мм;
l1 - величина врезания и перебега, мм.
Тм= =2.8
мин
=2.8
мин
Расчет опасного сечения
Конструктивно
решили, что винтов будет 6шт. В ГОСТ
1491-80 указаны марки стали и предел
прочности винта. Мы выбрали марку: Ст.40Х
и придел прочности
 =38кгс/мм2.
=38кгс/мм2.
Сила разрыва винта равна силе на штоке, следовательно, можно посчитать площадь всех винтов:
 , (4.10)
, (4.10)
где W – сила зажима заготовки 1386 Н;
- предел прочности 38 кгс/мм2.
S= =36,4
мм2
=36,4
мм2
Определяем площадь одного винта:
 , (4.11)
, (4.11)
где S - площадь все винтов 36,4 мм2;
n – кол-во винтов 6шт.
S =
= =6
мм2
=6
мм2
Производим расчет с учетом коэффициента запаса:
S *2,5 (4.12)
S1=6*2,5=15мм2
Из площади одного винта можем найти диаметр одного винта:
S= *R
(4.13)
*R
(4.13)
R= (4.14)
(4.14)
R= =2,18
мм
=2,18
мм
Из этого радиуса находим диаметр винта:
d=2R (4.15)
d=2·2,18=5,17 мм
По ГОСТ 1491-80 принимаем d=8 мм.
По ГОСТ1491-81 принимаем остальные параметры винта:
Шаг – крупный, диаметр головки D = 10 мм, высота головки k=3,6 мм, длина резьбы b=20 мм, длина винта l = 40 мм, высота паза t = 2 мм, ширина паза n=1.78 мм
4.2 Расчет погрешности установки заготовки в приспособление
Погрешность
установки
 как
одна из составляющих общей погрешности
выполняемого размера, суммируется из
погрешностей базирования
как
одна из составляющих общей погрешности
выполняемого размера, суммируется из
погрешностей базирования ,
закрепления
,
закрепления
 и
погрешности положения заготовки в
приспособлении
и
погрешности положения заготовки в
приспособлении .
.
Все составляющие представляют поля рассеивания случайных величин, поэтому суммируются в общем случае по правилу геометрического сложения.
Погрешность базирования имеет место при не совмещении установочной и технологической баз и зависит также от допуска и погрешности формы базовых поверхностей.
Погрешность
закрепления
возникает
в результате смещения обрабатываемых
поверхностей заготовок от действия
зажимной силы. В нашем случае применяется
механическое приспособление обеспечивающее
постоянство силы зажима погрешностью
закрепления можно пренебречь, т.е.

Погрешность
положения заготовки
является следствием неточности
изготовления станочного приспособления
и износа его установочных элементов, а
также погрешности установки самого
приспособления на станке. Погрешность
положения заготовки принимаем
 .
.
Для
данного случая погрешность базирования
по диаметру равна

Погрешность установки заготовки находим по формуле:
 (4.16)
(4.16)

Данная величина удовлетворяет требованиям, предъявляемым к детали.
Список использованной литературы
Горошкин, А.К. Приспособление для металлорежущих станков – М.: Машиностроение, 2006.
Ансеров, М.А. Приспособления для металлорежущих станков – М.: Машиностроение, 2004.
Горохов, В.А. Проектирование и расчет приспособлений 2007.
Стружестрах Е.И. Справочник нормировщика машиностроителя Том 2: Техническое нормирование станочных работ 2007.
Корсаков, В.С. Основы конструирования приспособлений – М.: Машиностроение, 2003.