

Форма заточки передней поверхности твердосплавных резцов
Форма передней поверхности |
Эскиз |
Примерное назначение |
I. Плоская с отрицательной фаской |
|
Для резцов всех типов при обработке заготовок из стали с B > 784 МПа в случае недостаточной жесткости системы СПИД и обработке заготовок из серого и ковкого чугуна, стали с B 784 МПа |
П. Криволинейная с отрицательной фаской |
|
Для резцов при получистовом точении и растачивании заготовок из стали с B 784 МПа с глубиной резания t = 15 мм и подачей s 0,3 мм/об при необходимости завивания и дробления стружки и обработке деталей из нержавеющей стали с B 834 МПа |
III. Плоская с отрицательным передним углом |
|
Для резцов при черновом точении и растачивании заготовок из стали с B > 784 МПа и стальных отливок с коркой, загрязненной неметаллическими включениями. Для резцов при точении с ударами в условиях жесткой технологической системы |
IV. Плоская с положительным передним углом и опущенной вершиной |
|
Для резцов при черновом точении заготовок из стали с крупными стружками и подачей s 1,5 мм/об |
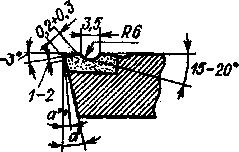
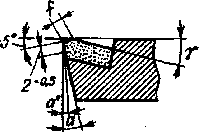
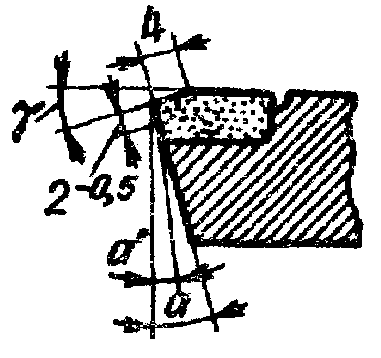
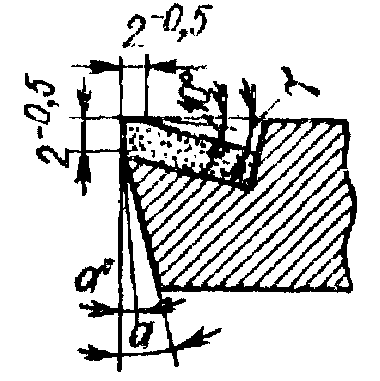
Таблица V.12
Рекомендуемые геометрические параметры режущей части твёрдосплавных резцов
Обрабатываемый материал |
Передний угол γ °, при форме передней поверхности |
Задний угол, α° |
|||
I |
II |
III |
s0,3 мм/об |
s>0,3 мм/об |
|
Чугун серый: HB220
HB>220 Чугун ковкий: HB 140-150 Стали конструкционные, углеродистые и легированные: B 1078 МПа
B >1078 МПа Медные сплавы: |
12
8
15
15
- 12 |
-
-
-
15
- - |
-
-
-
5
10 - |
10
12
12
12 |
8
8
8
8 |
Таблица V.13