XIV.2. Типы метчиков и плашек и их назначение.
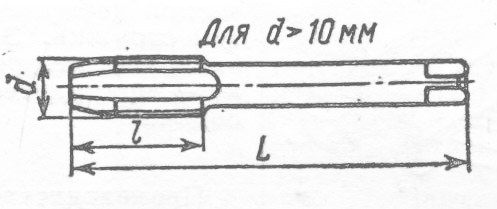
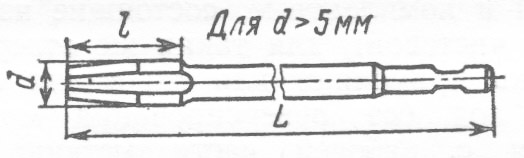
Машинные метчики применяются для нарезания внутренней резьбы на токарных, токарно-винторезных и других металлорежущих станках. Метчики этого вида имеют два исполнения : одинарные для сквозных и глухих отверстий и комплектные, состоящие из трёх штук в комплекте (черновые и чистовой), для таких же отверстий.
Гаечные метчики применяют для нарезания сквозных отверстий на один рабочий ход без реверсирования метчика. Нарезанная гайка свинчивается с рабочей части метчика на его длинный хвостовик.
Основные типоразмеры метчиков даны в табл.XIV.2.
Плашки круглые делаются для цилиндрической и конической наружных резьб (табл. XIV.3). Плашки для цилиндрической треугольной метрической резьбы (ГОСТ 9740-71) подразделяются на три типа: и зависимости от диаметра нарезаемой резьбы и от исполнения – без выточки и с выточкой для резьб с мелким шагом.
При необходимости регулировать диаметр нарезаемой резьбы плашки разрезают по перемычке, специально предназначенной для этого. Разрезка выполняется тонким (1,5-2 мм) абразивным кругом на любом универсальном заточном станке.
При нарезании плашкой резьбы требуемого диаметра она соответствующим образом регулируется по диаметру. Для этой цели по обеим сторонам перемычки предусмотрены конусные гнёзда, в которые вводятся регулировочные винты, ввинчиваемые в тело плашкодержателя; или сжимают плашку.
Таблица XIV.2
Основные типоразмеры метчиков
Назначение |
Диаметр d, мм или дюймы |
Шаг резьбы (мм) или число ниток на 1” |
Длина, мм |
|||||
Общая L |
Рабочей части l |
|||||||
Машинные метчики (по ГОСТ 3226 – 71)
|
||||||||
Для метрической резьбы с крупным шагом (ГОСТ 9150 – 59) |
1 – 52 |
0,25 – 5,0
|
25 – 200
|
7 – 60
|
||||
То же с мелким шагом (ГОСТ 9150 – 59) |
1 – 52
|
0,2 – 4,0
|
22 – 200
|
5 – 60
|
||||
Для дюймовой резьбы (ОСТ НКТП – 1260) |
1/4 - 2”
|
20 – 4,5
|
50 – 160
|
20 – 60
|
||||
Для трубной резьбы (ГОСТ 6375 – 73) |
1/8 – 2” |
28 - 11 |
55 - 140 |
18 - 40 |
||||
Гаечные метчики (по ГОСТ 1604 – 71)
|
||||||||
Для метрической резьбы с крупным шагом (ГОСТ 9150 – 59)
|
3 – 33 |
0,5 – 3,5 |
90 – 280 (короткие) 120 – 360 (длинные) |
10 – 70 |
||||
То же с мелким шагом (ГОСТ 9150 – 59)
|
3 – 52
|
0,35 – 4,0
|
90 – 280 (короткие) 120 – 360 (длинные) |
7 – 80 |
||||
Для дюймовой резьбы (ОСТ НКТП – 1260) |
1/4 - 1”
|
20 - 7 |
120 – 280 (короткие) 200 – 360 (длинные) |
25 - 70 |
||||
Примечание: У одинарных метчиков для сквозных отверстий l = 6 нитками, а для глухих l = 3 нитками. |
||||||||