

Глава XII
ЭФФЕКТИВНОСТЬ И ФОРМЫ ЦЕНТРАЛИЗОВАННОГО ПРОИЗВОДСТВА И ВНЕДРЕНИЯ УСПО
Современные методы и средства технологической подготовки производства предусматривают комплексное использование прогрессивных технических и организационных решений с целью обеспечения в минимальные сроки и при минимальных трудовых и материальных затратах полную готовность производства к выпуску изделий заданного качества. Они предусматривают комплексное взаимосвязанное решение основных задач подготовки производства последовательно от проектирования конструкций изделий и отработки их на технологичность до освоения серийного производства.
Важнейшим этапом подготовки производства является обеспечение технологических операций необходимой оснасткой. На. каждом этапе подготовки производства (изготовление экспериментальных образцов, опытной, установочной и крупной партии) необходима оснастка различного уровня механизации и с соответствующими требованиями к жесткости, точности и др. Этим требованиям лучше всего соответствует обратимая универсально-сборная и переналаживаемая оснастка. С ее помощью можно удовлетворять самые различные производственные и технологические требования, практически решать самые сложные и различные по характеру задачи технологического оснащения, обеспечивать широкое маневрирование путем переноса обработки с лимитирующих станков на менее загруженные, сокращать объемы разметочных и слесарно-подгоночных работ. Методы подготовки такой оснастки к работе принципиально отличаются от изготовления и эксплуатации специальных необратимых приспособлений.
Эго вызывает необходимость разработки и внедрения таких методов эксплуатации, которые позволяют применять централизованно полученную оснастку многократного применения с наибольшей эффективностью, обеспечивать полное использование таких преимуществ этой оснастки, как высокая обратимость, маневренность, универсальность, долговечность возможность оснащения производства в более короткие сроки.
Факторы, определяющие эффективность и порядок их учета
Преимущество технологической оснастки многократного применения состоит в том, что она создается из стандартизованных деталей и сборочных единиц, которые выпускаются крупными партиями на специализированных заводах, и ее потребителями являются предприятия всех отраслей машиностроения и металлообработки. Элементы такой оснастки обладают сравнительно высокой долговечностью, применяемостью в различных технологических вариантах и многократностью использования (вплоть до физического износа). Из них в короткий срок и в нужном количестве (при услобии наличия достаточно широкого набора таких элементов) можно собирать практически любые приспособления для обработки деталей в условиях различной серийности производства и на разных типах станков. Если предприятие располагает таким набором элементов, ему не приходится заботиться о проектировании и изготовлении (или приобретении) необходимой
381
технологической оснастки при каждой смене или модернизации выпускаемых изделий. Имеющийся опыт эксплуатации УСП показывает, что такая оснастка может заменять в течение всего срока своей службы, т. е. при неоднократной смене выпускаемых изделий (поскольку срок службы УСП превышает 10 лет), до 70—80% специальной оснастки. Насколько это эффективно, наглядно видно из следующего примера.
В качестве примера рассмотрим образец машины, состоящей из 2,5 тыс. оригинальных деталей. На одном из машиностроительных заводов потребовалось изготовить 10 тыс. наименований технологической оснастки. Общие затраты на оснащение производства составили 1,2 млн. руб., что в расчете на одно приспособление равно 120 р.
Если бы 80% этой оснастки, т. е. 8000 приспособлений, было собрано из элементов УСП и других видов оснастки многократного применения, то затраты предприятия на оснастку составили бы значительно меньшую сумму, поскольку один набор элементов УСП, обеспечивающий сборку 1000 приспособлений в год, стоит около 20 тыс. руб., а их потребовалось бы восемь: Zjf02 = 20 X X 8= 160 тыс. руб. Затраты на оплату труда сборщиков приспособлений составили бы не более 105 тыс. руб., так как трудоемкость сборки одного приспособления в среднем равна 3 ч, повторяемость ее применения в условиях данного производства — Лповт'< 4. Тогда издержки на сборку—разборку приспособлений
#сб = т/Спот^рсбМГнз = 8000X4X3X0,627XI,758= 105,2 тыс. руб.,
где т — число замененных специальных приспособлений; Лповт — повторяемость их применения в течение года; Треб — трудоемкость сборки—разборки одного приспособления; t4 — часовая тарифная ставка слесаря—сборщика УСПО; КНз — коэффициент, учитывающий доплаты и начисления.
Кроме того, необходимо учесть затраты на 2000 специальных приспособлений, оставшихся незамененными; Щх = 2000 X 120=240,0 тыс. руб. Итого прямые затраты: 3£ = 160,0+ 105,0+240,0= 505,0 тыс. руб., или почти в 2,5 раза меньше (12 000 : 505), чем в первом случае. И это при однократной замене специальной оснастки. А ведь один и тот же набор (комплект) деталей. и сборочных единиц УСПО может обеспечить не одно-, а многократную замену, поскольку срок службы у него свыше 10 лет, а смена выпускаемых изделий происходит чаще. Возьмем минимальную величину — двукратную замену. Получим, что для удовлетворения одной и той же потребности производства в технологической оснастке потребные ее объемы (по стоимости) относятся как 5:1. Или парк деталей и сборочных единиц УСП стоимостью 1 млн. руб. заменяет объем производства специальной оснастки на сумму 5—6 млн. руб. Но это исходя из данного конкретного случая. В среднем же по народному хозяйству это соотношение принимают равным (2,5—2,7) : 1, так как больше половины операций в машиностроении выполняется без какого-либо оснащения и сборки УСП заменяют на этих операциях специальную оснастку, ручные работы по разметке и другие операции.
Поэтому если действующее специализированное производство технологической оснастки перевести полностью на выпуск УСПО, то потребность машиностроения в технологической оснастке будет удовлетворяться значительно лучше, а затраты на ее производство и эксплуатацию намного снизятся.
Снижение затрат на оснастку и экономическая эффективность оснастки многократного применения обусловливаются следующими основными факторами.
1. Выпуск эквивалентных по мощности (способности оснастить основное производство различными приспособлениями) объемов УСПО требует значительно меньших производственных мощностей и соответственно фондов, чем выпуск специальной оснастки.
2. Выпуск и использование оснастки многократного применения взамен специальной необратимой обеспечивает: существенное снижение трудоемкости работ по технологическому оснащению и высвобождение конструкторов и рабочих, станочного оборудования и производственных площадей, так как станочные работы при изготовлении технологической оснастки составляют не менее 70%
3S2 - . -. .... ■■■■'■..■.. .-,.■ : .. : .

их общей трудоемкости; значительную экономию металла, так Как Долговечность (сроки службы) сравниваемых вариантов оснастки различна; сокращение сроков технологической подготовки производства, поскольку предприятие, имея набор деталей и сборочных единиц УСПО, особождается от необходимости выполнять работы по проектированию и изготовлению технологической оснастки при подготовке производства новых изделий, а это 70—80% всего объема работ; снижение текущих затрат по эксплуатации оснастки у потребителя за счет меньших расходов на ремонт и возмещение износа (амортизацию); повышение технологической оснащенности производства за счет обеспечения приспособлениями тех операций, на которых специальная оснастка из-за нерентабельности не применялась, и, как следствие, повышения производительности труда на этих операциях.
При наличии необходимых исходных данных можно определить показатели эффективности УСПО и сделать расчет годового экономического эффекта от ее производства и внедрения.
Например, потребные капитальные вложения К (единовременные затраты) по вариантам можно найти через фондоемкость (фондоотдачу).
Фондоотдача на заводах инструментальной промышленности составляет сейчас в среднем 1,2 р.
Отсюда фондоемкость .
1 ! • = 0,833 ру
Это означает, что на 1 р. продукции задействовано основных фондов на 0,833 р. Значит,
Ki= Uoi*eMKY= 1200-0,833-2,5= 2500 тыс. руб.,
где у — коэффициент, учитывающий увеличение затрат в условиях неспециализированного производства.
К2 = Д02фемк + #oi*eMjJ = 160-0,833 + 240-0,833x2,5 = 633 тыс. руб.
С учетом затрат на научно-исследовательские и опытно-конструкторские работы (НИОКР), составляющие 0,1 часть объема выпуска УСПО, /f2 = 633 + + 160-0,1 = 650 тыс. руб.
Следовательно, потребные капитальные вложения (фонды) для выпуска эквивалентных по работоспособности объемов оснастки в базовом варианте почти в 4 раза выше, чем в предполагаемом, если специальная оснастка выпускается в условиях неспециализированного производства и
#1= 4иФемк= 1200-0,833= 1000,0 тыс. руб.;
= (160 + 24°) °-833 + >6 = 350 ТЫС.руб.,
или в 2,8 раза выше если, оба вида оснастки будут выпускаться в условиях специализированного производства.
Но для того чтобы определить сумму экономического эффекта, кроме капитальных (единовременных) затрат необходимо знать себестоимость С. Ее считают калькуляцией по статьям затрат и по нормативам; через показатель затрат на 1 р. готовой продукции и некоторыми другими методами. Наиболее простым является метод определения себестоимости продукции через показатель затрат на 1 р. товарной продукции. В инструментальной промышленности этот показатель Зсп равен в среднем 0,73 р. — по всей продукции и 0,68 руб. — по УСП.
Тогда
Ct= ЦпЗгщ = 1200-0,73= 875,0 тыс. руб.; .,.;
Са = Цо2Зпв2 + ЦохЗтт = 160-0,68 + 240-0,73 = 283,0 тыс. руб. ''••; ' Отсюда приведенные затраты У.■ ■ '
Зг = С, + EHKi = 875 + 0,15-1000 = 1025,0 тыс. руб.; / '' Зг = С2 + ЕаК2 = 283 + 0,15-350 = 335,0 тыс. руб.,
383
I ~\ Ц
й\
где £н — нормативный коэффициент эффективности, установленный для всех отраслей и видов расчетов единым 0,15.
Экономический эффект равен разности приведенных затрат. Расчет годового экономического эффекта от производства и использования новых средств труда долговременного применения, к которым относится и УСПО, производится по формуле
где 3t и 32 — приведенные затраты на выпуск базового и предлагаемого средств труда, руб. Этот показатель в данной форме может быть заменен на Ц^ и Z/2 — цену базовой и новой техники; Вх и Ва — годовые объемы продукции (работы), выполняемые с помощью рассматриваемых средств труда (в единицах). В при-
мере принят одинаковый (сравнимый) объем продукции —^~ = 1; И\ и Щ —
годовые эксплуатационные издержки потребителя; Р1 и Р2 — Доли отчислений от балансовой стоимости на полное восстановление (реновацию) базового и нового средств труда. Рассчитываются как величины, обратные срокам службы средств труда. Принимаем ТСЛ1 = 5 лет; ТСЛ2 = 10 лет. Следовательно,
-i-+ 0,15
Ж+0'15
0,35 0,25
= 1,4;
К\ и К1 — сопутствующие капитальные вложения (единовременные затраты) потребителя при использовании им базовой и новой техники (без учета стоимости самой техники). К этому виду затрат следует отнести следующие затраты:
а) в базовом варианте: на создание складов и оргоснастки для хранения запаса специальной оснастки, на производственную площадь под эти склады;
б) в предлагаемом варианте: на оплату услуг по комплектованию и доставке набора элементов и сборочных единиц УСП; на производственную площадь и оргоснастку для участка УСП.
Предположим, что в базовом варианте из 10 тыс. приспособлений постоянно находятся в работе (на станках) примерно 50%. Следовательно, остальные 5 тыс. приспособлений должны храниться на складе. При этом число потребных стеллажей и соответственно площадей будет зависеть от габаритных размеров приспособлений. Если считать, что на одном стеллаже размером 5,0X1,0X2,5 мм, исходя из допускаемой грузонапряженности пола, можно разместить 50 приспособлений (Л'ст), то потребное число стеллажей будет равно 100, и они займут площадь S= (5,0X1,0)-100= 500 м2.
Принимая, что стоимость (цена) стеллажа ЦСтл равна в среднем 500 р., а 1 м2 производственной площади Цпл равен 140 р., получим
К = ^с
= ЮО-500 + 500-140 = 120 тыс. руб.
Услуги по комплектованию и отгрузке УСП потребителям оплачиваются в виде наценки #Кд к стоимости приобретаемых элементов. Размер этой наценки равен примерно 5%. Отсюда
Зкд = До2#кд = 160-0,05 = 0,8 тыс. руб.
Стоимость оргоснастки для эксплуатации одного пускового комплекта УСПО составляет около 4 тыс. руб. [23]. В примере восемь комплектов. Значит Зорг — = 8-4= 32,0 тыс. руб.
Потребная площадь для создания участка УСП на 1000—1200 сборок в год— 37,5 м2 [23]. Соответственно на 8000 сборок — 300 м2 (37,5-8). Тогда стоимость площади:
5пл= 5ЦПЛ= 300-140= 42,0 тыс. руб. . ;
384 .
Кроме того, нужно учесть сопутствующие затраты на оставшиеся незаме-ненными 200 специальных приспособлений, поскольку расчет ведется на одинаковый объем продукции (работ). Они составят
*■--!£■■»+■
50
140 = 24.0 тыс. руб.
Должны быть также учтены и затраты на оплату хоздоговорных работ с разработчиком по оказанию технической и методической помощи по внедрению. Один договор на внедрение комплекта мощностью 1000—1200 сборок в год стоит 3,5— 4,0 тыс. руб. Значит всего: Зорг = 4-8= 32,0 тыс. руб. Тогда
К'2 = Зкд + Зорг + Зпл + 3 + Здог = 8 + 32 + 42 + 24+32=138,0 тыс. руб.
Годовые эксплуатационные издержки потребителя состоят:
1) из затрат на ремонт, восстановление и содержание оснастки в ходе эксплуатации — Ну,;
а) в базовом варианте:
H3i = Ц01НЭ1 = 1200-0,2 = 240,0 тыс. руб:
б) в предлагаемом варианте:
ИЭг = Ц02Нэ2+ Ц'01Нэ1 = 160-0,05 + 240-0,2 = 56,0 тыс. руб.,
где //si и ЯЭ2 — нормативы затрат на эти цели соответственно по специальной оснастке;
2) из затрат на оплату труда слесарей-сборщиков УСПО, которые составили бы 105,2 тыс. руб.;
3) из амортизации сопутствующих капитальных вложений:
Иа1 = К[Н = 120-0,1 = 12,0 тыс. руб.; #а, = /С2Я = 138-0,1 = 13,8 тыс. руб., "
где Н — средняя норма амортизации сопутствующих затрат.
Таким образом. ■ - '
И[ = Яэ1 + Иа1 = 240 + 12 = 252 тыс. руб.: К = иэ, + ясб + иаг = 56 + 105,2 + 13,8 = 175,0 тыс. руб.
Подставив найденные величины в формулу расчета годового экономического эффекта, находим
= 1025-1-1,4
-335 = 1315,0 тыс. руб
Такой эффект получил завод, если бы он использовал при освоении нового изделия не специальную технологическую оснастку, а приспособления многократного применения. Это как минимум, так как в настоящем расчете приняты затраты на специальную оснастку при ее изготовлении (базовый вариант) из предположения, что вся она изготовлялась, в условиях специализированного производства. Хотя такая возможность более чем на 50% отсутствует.
Найдем остальные показатели эффективности. Так, в расчете на одну сборку с учетом повторяемости эффективность применения УСП составила бы
ч Э 1315 000
Эсб = ИГ Кповт = 8000
385
; i
Эффективность на 1 р. затрат
Э 1315
Снижение себестоимости освоения нового изделия ' ' . ■ .'
Ссн = 1200 — 505 = 695,0 тыс. руб/, ..ч ■-,.;..•
а в процентах Ссн = (695 : 3295) 100 — 100 = 21%.
Условное высвобождение персонала можно подсчитать следующим образом. На проектирование одного приспособления в среднем требуется 30 ч, а на изго- товление — 50 нормо-часов. Значит для проектирования и изготовления 8000 замененных в примере специальных приспособлений потребовалось бы
оллл ел
Гпр[ = 8000-30 + " ' = 533 тыс. чел/час,
где 1,2 — коэффициент, учитывающий перевыполнение норм. На заводах-изго- товителях УСП 1000 р. товарной продукции — это 115 нормо-часов.
В расчете участвует парк УСП на 160 тыс. руб. Значит трудоемкость его изготовления составит
= 15'5 тыс' чел/час-
Кроме того, трудоемкость сборки-разборки приспособлений УСП Грсб = *i.obt7"U = 8000-4-3 = 96,0 тыс. чел/час.
Итого: 7пр2= 15,5+ 96,0= 111,5 тыс. чел. час.
Отсюда высвобождение персонала ;.
ли _ (533—111,5) 100
I860
■ = 227 чел.,
где 1860 — баланс рабочего времени одного работающего (за год): в том'числе конструкторов:
8000-30 1860
= 129 чел.,
рабочих
А(/р= 227
129 = 98. чел.
Станочные работы в общей трудоемкости изготовления специальной оснастки/ составляют 67%, или в примере " " '''■'!'.'■/
о.б7 = 223.0 «еру, '■■ ■■■■::Ч::;
Станочные работы в общей трудоемкости УСПО составляют 77%, т.е. ,'
стемк = 15,5-0,77 == 12,0 тыс. ст-час.
Отсюда высвобождение оборудования
t ~ Стемк _ 223,0 — 15,0
V<3 ~ 4015x0,8
= 34 единицы,
где Фг — годовой фонд времени единицы оборудования, ч; К3 — коэффициент загрузки оборудования во времени.
386
Высвобождение производственной площади находится через ее норму на единицу оборудования. Если ее взять равной 25 м2, то
ДЯл=ЛМоб Нпл =34-25 = 850 м2.
Экономию металла, которую обеспечивает применение УСП взамен специальной оснастки, можно определить двумя способами:
1) с использованием данных о среднем весе заготовок для изготовления специальной оснастки и УСПО
(1+Ррос)
где Ксп — вес заготовок на единицу специальной оснастки; Рвос — расход металла на восстановление выбывших деталей УСП (0,5%); пси — число заменен-
Р -\- Е ных данных набором (комплектом) УСПО специальных приспособлений; *^ н —
коэффициент, учитывающий срок службы; Vycn — расход металла (в кг) на комплект УСП; Л^усп — число примененных комплектов УСП;
2) с использованием анализа структуры себестоимости и сравнение расхода основного материала по стоимости, а затем через цену металла — по его количеству в тоннах.
Средний вес одного специального приспособления принимается равным 30 кг, а согласно техническим характеристикам пусковых комплектов УСПО их средний вес равен 2500 кг; остальные исходные данные известны из изложенного выше.
Значит
30-100 70
= 43 кг;

I/ 2500-100 оо„. Vycn =--go--= 8300 кг,
где 70 и 30 — процент использования металла при изготозлении соответственна • специальной оснастки и деталей УСП. Следовательно, -:, '■'' ■■■;■■-•:'"
Зм = 43-8000-1,4 — 8300 (1 + 0,005) 8 = 422 т. , '.''[. "С'Х ■ ., В расчетах на 1 млн. руб. УСПО это составит ■ . ' . ''■-^: .\';
Эи= 422^^- = 2500 кг, ^ '■■".'• '\:'''•>-\
где 160 — стоимость восьми комплектов УСПО.
Наконец, в тех случаях, когда достоверно выявлено, что за счет использования УСПО достигнуто существенное сокращение сроков технологической подготовки производства, необходимо определить и экономию по данному фактору. Эта экономия проявляется в сокращении сроков освоения новой техники (изделий) и повышении ее отдачи в сфере эксплуатации. Поскольку по каждому мероприятию по новой технике считается годовой экономический эффект и экономия по себестоимости, которые заранее известны, то величина экономического эффекта (экономии) от сокращения сроков освоения новой техники может быть определена по формуле
□ _ 9Г Т
стп °htj сокр >
где Эгнт — годовой экономический эффект (экономия себестоимости), ожидаемый от внедрения осваиваемой новой техники; ГСокр — период, на который достигнуто сокращение срока технологической подготовки производства.
. • 387
4\
Заводская служба эксплуатации ' с
Изучение и обобщение опыта эксплуатации УСПО на передовых предприятиях, в отраслях и экономических районах позволили выработать наиболее приемлемые методы внедрения. Опыт подтвердил необходимость создания на крупных и средних предприятиях заводских служб эксплуатации УСПО, при головных технологических институтах министерств — отраслевых служб и в отдельных экономических районах — территориальных служб внедрения. В ряде крупных городов, где наряду с большими предприятиями имеется значительное число мелких заводов, которым нецелесообразно приобретать комплекты УСПО на свой баланс, а также в условиях большого дефицита в УСПО предусмотрено дальнейшее развитие ранее созданных баз проката. В начальный период они имели особенно большое значение как центры технической пропаганды и обучения приемам и методам эксплуатации УСПО. Сочетание в оптимальных пропорциях перечисленных форм внедрения и составляет одну из задач управления процессом технологической подготовки производства.
Внедрение приспособлений многократного применения — это не только система конструкций, но и система организации, предусматривающая обеспечение сохранности, высокой оборачиваемости и применяемости, а также экономичности эксплуатации комплектов деталей и сборочных единиц УСПО. В этом одна из главных причин действенности такой системы оснастки.
Для обеспечения эффективного использования имеющегося парка оснастки многократного применения на предприятиях создаются заводские службы УСПО, которые становятся неотъемлемой составной частью службы технологической подготовки производства. Заводские службы конструирования и сборки УСПО с их материальной базой (станки, транспортные средства), конструкторами, технологами, слесарями-сборщиками являются основой для создания условий one- ■ ративного решения возникающих технологических вопросов, обеспечения сборки, наладки и настройки всех видов универсально-сборной и переналаживаемой оснастки. Они призваны обеспечивать в сжатые сроки выполнение заказов, требуемое качество сборки приспособлений, творческое решение вопросов и преемственность опыта. В составе заводских служб УСПО имеются технологи и конструкторы, которые целенаправленно совершенствуют и развивают методы использования УСПО применительно к специфике своих заводов. Технологи выявляют целесообразность применения компоновок УСПО, не предусмотренных технологическим процессами, но необходимость в которых возникает в процессе производства. Конструкторы проектируют монтажные схемы сложных компоновок, эскизы сменных наладок для переналаживаемых и специальных деталей для комбинированных приспособлений.
Заводская служба эксплуатации УСПО обеспечивает выполнение всего комплекса работ, связанных с внедрением, эксплуатацией и расширением области применения различных видов УСПО в соответствии с технологическими процессами и заявками цехов завода. Она производит агрегатирование, переналадку и демонтаж универсально-сборных и переналаживаемых приспособлений; разрабатывает монтажные схемы сложных комбинированных п переналаживаемых приспособлений, проектирует и изготовляет в отдельных случаях сменные наладки и нестандартные детали разового применения; анализирует номенклатуру обрабатываемых деталей с точки зрения целесообразности их обработки в универсально-сборных и переналаживаемых приспособлениях; осуществляет инструктаж работников завода по применению УСПО; ведет учет элементов и агре-гатируемых приспособлений; вносит руководству завода предложения об организации филиалов центрального участка сборки УСПО в цехах; контролирует правильность эксплуатации УСПО и представляет вышестоящей организации информацию по утвержденной форме о результатах применения УСПО на заводе.' Структура и состав заводской службы эксплуатации УСПО определяются объемом применения универсально-сборной и переналаживаемой оснастки. При сборке до 2000 компоновок УСПО в год рекомендуется создавать участок при сборке от 2000 до 8000 компоновок — бюро и свыше 8000 компоновок—отдел конструирования и сборки УСПО. В целях приближения службы УСПО к производству, помимо центрального участка сборки создаются цеховые филиалы,
388 . : . :
которые располагаются непосредственно в цехах и подчиняются руководителю заводской службы эксплуатации УСПО. Такие филиалы целесообразно создавать в механических и заготовительных цехах, расположенных даже в небольшом удалении от центрального участка сборки и применяющих 500—600 приспособлений в год.
Создание филиалов в цехах повышает эффективность применения УСПО, так как в творческий процесс создания приспособлений включаются станочники и мастера — непосредственные исполнители технологических процессов. Кроме того, в несколько раз повышается оборачиваемость парка УСПО благодаря сокращению времени на транспортировку приспособлений.
Цеховые участки располагают спрофилированным набором как стандартизованных, так и специальных нестандартных деталей и наладок, накапливаемых за ряд лет применительно к специфическим условиям цехового оборудования и номенклатуры обрабатываемых деталей. Центральный участок сборки УСПО расположен, как правило, на территории цеха, который является основным потребителем УСПО. При нем обычно находится механический участок для изготовления сменных наладок и нестандартных деталей, а также группа конструкторов и технологов.
Для сокращения времени на транспортирование приспособлений, улучшения оборачиваемости элементов, обеспечения оперативной взаимоувязки технических и организационных вопросов с цехами, отделом инструментального хозяйства, отделом главного технолога и другими отделами, заводская служба УСПО обеспечивается необходимым транспортом и средствами связи.
В тех случаях, когда УСПО внедряется в различные виды производства (механосборочное, штамповочное, сборочно-сварочное и др.), заводскую службу УСПО рекомендуется подчинять главному инженеру или его заместителю по подготовке производства. В случае внедрения УСПО в отдельном виде производства службу УСПО целесообразно подчинять соответствующему главному специалисту (главному технологу, сварщику, металлургу).
Численность заводской-службы эксплуатации УСПО устанавливается руководством предприятия в пределах утвержденных штатов и в зависимости от возможностей предприятия в применении УСПО. Штаты заводской службы эксплуатации УСПО приведены в табл. 54.
Структура и штаты заводской службы эксплуатации УСПО подлежат ежегодному пересмотру и утверждению в зависимости от выполненных за отчетный период и планируемых на последующие годы объемов внедрения УСПО.
Производственное обучение методам конструирования и сборки УСПО слесари-инструментальщики и конструкторы УСПО проходят на центральном участке сборки или (если УСПО внедряется на заводе впервые) на одной из отраслевых базовых заводских служб эксплуатации УСПО соответствующих министерств.
Производственная площадь центрального участка сборки УСПО и его цеховых филиалов, а также примерное число филиалов устанавливаются в зависимости от намечаемых объемов внедрения УСПО на заводе (ч^'л. 55).
Рекомендуемые нормы производственных площадей на одного слесаря-инструментальщика по сборке следующие:
Число слесарей-инструментальщиков 1
Норма производственной площади, м2 20
2—3 4 и более 15 12
Помещения под основной участок и цеховые филиалы УСПО должны быть светлыми, должны иметь постоянную температуру и влажность, чтобы предотвратить коррозию элементов УСПО и измерительных средств. Они оформляются в соответствии с современными требованиями технической эстетики.
Типовые планировки центрального участка и филиала показаны на рис. 198, 199.
Помещения участков УСПО обеспечиваются специально разработанной организационно-технической оснасткой: стеллажами, верстаками, тумбочками, тележками и др.
В бюро и отделах УСПО организуются механические участки по изготовлению сменных наладок, нестандартных деталей и сборочных единиц к перенала-
389
Таблица 54
Штаты заводской службы эксплуатации УСПО
Должность
Начальник:
отдела ............
бюро.............
Ведущий конструктор......
Инженер-конструктор:
II категории .........
III категории.........
Техник-конструктор .......
Инженер:
технолог............
экономист ...........
Мастер.............
Слесари-инструменталыцики 3—6-го
разрядов * ...........
Токарь:
4-го разряда .........
5-го разряда .........
Фрезеровщик 5-го разряда .... Токарь-расточник 4-го разряда . .
Шлифовщик 5-го разряда.....
Комплектовщик..........
Кладовщик-учетчик.......
Водитель мотороллера ......
Итого..........
Число штатных единиц по структурным подразделениям
Участок сборки УСПО
Бюро УСПО
11
Отдел УСПО
1 |
1 |
1 . .■■ |
1 |
|
1 |
1 |
2 |
|
1 |
2 |
3 |
1 |
1 |
|
1 |
1 ;г |
2 |
|
1 |
1 - |
2 |
|
1 |
1 |
1 |
1 |
1 |
21
i * Число слесарей-инструменталыциков по сборке УСПО устанавливается на основании месячных норм выработки.
Таблица 55
Рекомендуемые производственные площади центрального участка сборки УСПО и его цеховых филиалов *
Объ,ем применения УСПО, тыс. шт. сборок |
Площадь, м* |
Число цеховых филиалов |
|
центрального участка сборки УСПО |
цехового филиала |
||
До 2 , • Св. 2 до 8 Св. 8 до 16 Св. 16 |
40—60 60—100 100—150 150—180 |
20—30 |
1—2 3—5 6—12 13—18 f;:. |
* Без учета площади для размещения цйханичеек&го.участка „ ГрупПы констйук-торов и технологов. . .-■.-.-. "
390'. . ■ ■■' ■ ■ . ..; .-. ..■■ :.,/ ■ •■'■/■•'. .■-:.."": . ..:>
36 BOO
О ®
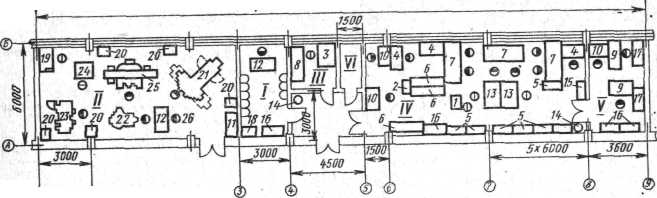
Рис. 198. Типовая планировка центрального участка сборки УСПО для агрегатирования 4800 приспособлений в год; S = 185 м2:
/ — приспособление для балансировки токарных сборок УСПО; 2 — тележка с рольгангом; 3 — моечная камера; 4 — стол сборщика УСПО; 5 — стеллаж для УСПО; 6 — стеллаж для компоновок УСПО; 7 — верстак сборщика; 8 — стол-подставка для деталей УСПО; 9 — стол конструктора; 10 — стол технолога; //— стол-подставка; 12 — стол двухтумбовый; 13— плита Ш-1 с размером 1690 X ММ; 14 — огнетушитель; IS — тиски; 16 — книжный шкаф; 17 — доска с чертежным прибором; 18 — сейф; 19 — слесарный верстак с тисками; 20 — инструментальная тумбочка; 21 — вертикально-фрезерный станок 6Н13П; 22 — вертикально-сверлильный станок 2Н125; 23 — токарно-винторезный станок 1К62Б; 24 — точильно-шлифовальный станок ЗБ631; 25 — плоскошлифовальный станок ЗГ7Ш; 26 — поворотный стол
живаемым и комбинированным приспособлениям, а также быстроизнашиваемых деталей УСПО. Металлорежущее оборудование рекомендуется устанавливать на центральном участке сборки УСПО. Рекомендуемый состав металлорежущего оборудования для механического участка приведен в табл. 56.
Рабочее место каждого слесаря-инструментальщика по сборке УСПО обеспечивается постоянным набором слесарно-монтажного и контрольно-измерительного инструмента.
Рекомендуемые площади для размещения типового участка сборки УСПО (рис. 198): кабинет начальника—15,7 м2, механический участок — 65,5 м2,
Таблица 56
Состав металлорежущего оборудования механического участка заводской службы (бюро и отдел) эксплуатации УСПО
|
Модель |
Количестве |
Станок |
Модель |
Количество |
||
. * Станок . .— |
Бюро |
Отдел |
Бюро |
1 о |
|||
Токарно-винторез-ный ...... Вертикально-фрезерный ..... Универсально-фрезерный . . . Вертикально-сверлильный .... Координатно-рас-точной ..... |
16К20 6М13П 6Н81А 2Н125 КР450 |
1 1 1 |
2 1 2 1 1 |
Поперечно-строгальный .... Плоскошлифовальный ...... Круглошлифо-вальный .... Точильно-шлифовальный .... |
7М36 ЗГ71М ЗЕ12 ЗБ63Т |
1 1 |
1 2 1 1 |
Итого. . . |
|
5 |
12 |
||||
391
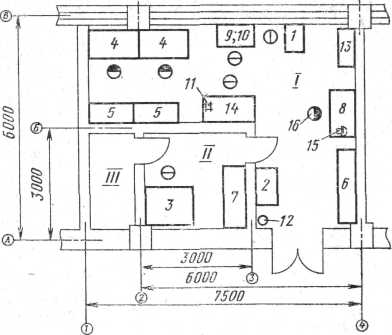
Рис. 199. Типовая планировка участка сборки УСПО для агрегатирования 1200 приспособлений в год; S =
= 37 м2:
/ — приспособление для балансировки токарных сборок УСПО; 2 — тележка с рольгангом; 3 — камера моечная; 4 — стол сборщика УСП; 5 — стеллаж для УСПО; 6 — стеллаж для компоновок УСП; 7 — стол-подставка для деталей УСП; 8 — стол технолога; 9 — стол для поверочной плиты; 10 — плита; // — тиски; 12 — химический пенный огнетушитель; 13 — книжный шкаф; 14 — слесарный верстак; 15 — телефонный аппарат; 16 — стул поворотный
;■ оечное отделение — 7,3 м3, участок сборки УСПО — 74,0 м2, конструкторская групп? — 19.0 м'-, помещение для хранения горючесмазочных и обтирочных материалов — 3,5 м2.
Порядок оформления заказов и эксплуатация компоновок. Цеховые технологи или технологи ОГТ с помощью руководящих технических материалов по применению УСПО при разработке технологических процессов устанавливают целесообразность применения компоновок УСПО по каждому чертежу изделия на той или иной операции. Возможность применения УСПО на конкретной операции определяется в ряде случаев после консультации с технологом или конструктором заводской службы УСПО. Компоновки УСПО, предусмотренные в технологических процессах, заносятся в спецификацию-заявку и направляются в бюро (отдел) УСПО. Спецификация-заявка является исходным документом, по которому планируется работа заводской службы УСПО, осуществляется заказ нестандартных деталей и контролируется ход оснащения отдельных объектов производства. Если при разработке технологического процесса технолог не предусмотрел применение УСПО, то мастер по согласованию с отделом главного технолога может заказать приспособление по своей инициативе.
Для сборки компоновки УСПО слесарю-инструментальщику необходимо иметь чертеж детали, для обработки которой необходимо приспособление, и, желательно, заготовку, обработанную на предыдущей операции. В случае особых требований по базированию и креплению детали технолог должен представить на участок УСПО свое задание. Проектирование и изготовление специальных (необратимых) приспособлений разрешается только после того, как представитель службы УСПО подтвердит, что применение сборок УСПО невозможно или нецелесообразно.
Компоновки собирают слесари-инструментальщики службы УСПО. Монтажные схемы сложных компоновок и расчет установочных размеров по мере надобности выполняет конструктор службы УСПО. Во всех остальных случаях компоновки монтируются без монтажных схем. Собранные приспособления должны быть удобны и безопасны в работе, обладать достаточной жесткостью и обеспечивать стабильность точностных параметров. Соединение элементов должно быть надежным и не допускать смещения в процессе эксплуатации. При сборке приспособлений недопустима подгонка элементов.
Для сборки приспособлений высокого квалитета слесарь-инструментальщик методом селективного подбора отбирает детали УСПО повышенной точности и хранит их в отдельных стеллажах.
Компоновки УСПО, предназначенные для токарных, карусельных и кругло-шлифовальных станков, вращающиеся на больших скоростях, подлежат балансировке путем крепления противовесов, составляемых из элементов УСПО.
392
Такие приспособления крепят к шпинделям станков с помощью специальных переходников, планшайб и переходных конусов, не входящих в комплект УСПО.
Вращающееся приспособление не должно иметь выступающих частей, которые могут привести к несчастному случаю. Перед сдачей в эксплуатацию слесарь-инструментальщик должен убедиться, что первая деталь, обработанная в приспособлении, соответствует требованиям чертежа. Первую деталь, обработанную в компоновке УСПО, рабочий обязан сдать ОТК. Только после этого приспособление считается годным к эксплуатации и в нем обрабатывается вся партия деталей. Если имеются отклонения от технических требований, производится переналадка собранного приспособления.
За качество первой детали, обработанной в приспособлении, ответственность несет слесарь-сборщик службы УСПО. За качество последующих деталей отвечает станочник.
Базовые службы эксплуатации
Базовые службы эксплуатации УСПО создаются на ведущих предприятиях отраслей или экономических районов для первоочередного внедрения новых видов УСПО, их отработки в производственных условиях и обучения представителей заводов отрасли методам сборки и применения УСПО.
Базовая служба эксплуатации УСПО является для предприятий соответствующей отрасли или экономического района школой передового опыта в области организации труда и эффективного применения УСПО в производстве, базой по обучению представителей подобных предприятий методам агрегатирования и эксплуатации универсально-сборных и переналаживаемых приспособ- ленин.
Основными обязанностями базовой службы являются внедрение новых видов универсально-сборной и переналаживаемой оснастки; разработка сменных наладок и оригинальных элементов, расширяющих технологические возможности УСПО применительно к специфике производства; оказание всесторонней помощи родственным предприятиям отрасли или экономического района в обучении слесарей-инструментальщиков и инженерно-технических работников методам агрегатирования УСПО и в организации служб эксплуатации УСПО; пропаганда преимуществ универсально-сборной и переналаживаемой оснастки путем проведения семинаров с демонстрацией компоновок УСПО в производственных условиях; обобщение передового опыта внедрения.
Базовая служба представляет вышестоящей и головной организации по единой форме информацию о применении УСПО, заявку на комплекты, предложения о конструктивном совершенствовании и об оптимизации точностных параметров деталей и сборочных единиц, сведения об «узких местах» завода и отрасли в технологической подготовке производства с целью определения целесообразности создания новых элементов, материалы об опыте эксплуатации УСПО на предприятии. В свою очередь, заводы, на которых созданы базовые службы, в первую очередь обеспечиваются комплектами, документацией, получают помощь во внедрении новых разработок. На базе этих заводов проводятся семинары и другие мероприятия по обмену опытом.
Территориальные и отраслевые службы внедрения
Учитывая межотраслевой характер применения УСПО, большие масштабы внедрения, отраслевой принцип руководства промышленностью и удобство оказания предприятиям технических и промышленных услуг по эксплуатации УСПО, по экономическим районам создаются территориальные и отраслевые службы внедрения УСПО.
Территориальные службы внедрения (ТСВ УСПО) обслуживают предприятия всех отраслей, расположенных в экономическом районе.
Главными задачами ТСВ является повышение технологической оснащенности машиностроительных заводов путем внедрения УСПО и эффективного использования имеющегося парка оснастки многократного применения.
393
1,
'- Л
'it
Территориальные службы проводят техническое обследование предприятий на предмет определения оптимальных объемов внедрения или расширения области применения УСПО, выявляют потребность в разных видах УСПО, дают рекомендации о составе заводской службы, проводят на предприятиях пуско-наладочные работы, инструктируют и обучают представителей заводов методам сборки и эксплуатации, выдают предприятиям компоновки УСПО напрокат, ежегодно представляют в вышестоящую организацию информацию о результатах применения УСПО на предприятиях обслуживаемых зон, а также о потребности предприятий в комплектах и в отдельных элементах, организуют постоянно-действующие школы для обучения заводских инженерно-технических работников и слесарей-инструментальщиков методам агрегатирования универсально-сборных и переналаживаемых приспособлений, проводят семинары, совещания, выставки, посвященные передовому опыту эксплуатации УСПО. Они подготовляют технические предложения по конструктивному совершенствованию, унификации и разработке новых элементов переналаживаемой оснастки, улучшению технологичности ее конструкций, снятию с производства устаревших образцов, изменению технических условий и стандартов на УСПО.
В состав ТСВ входят группы по внедрению УСПО в механосборочное и заготовительное производство. Структура и штаты ТСВ изменяются в зависимости от объема выполняемых работ.
По мере роста объемов производства универсально-сборной и переналаживаемой оснастки, увеличения объемов ее поставок предприятиям будут расти и объемы промышленных услуг, оказываемых территориальными службами промышленным предприятиям. В городах, находящихся на территории экономических районов, создаются группы, осуществляющие функции ТСВ. ТСВ действуют в тесном контакте с конструкторско-технологическими подразделениями и службами эксплуатации УСПО предприятий-потребителей.
Помимо межотраслевых территориальных служб внедрения, действующих в экономических районах страны, во многих министерствах созданы отраслевые службы внедрения УСПО, функции которых осуществляют отраслевые институты.
Отраслевая служба внедрения организует внедрение комплектов УСПО на предприятиях своего министерства, определяет потребность и планирует через Всесоюзные промышленные объединения объемы применения УСПО для каждого предприятия, занимается вопросами кооперированного производства элементов УСПО, представляет в вышестоящую организацию информацию о результатах применения УСПО в отрасли, а также о потребности отрасли в комплектах на каждый планируемый год, осуществляет технический надзор за эксплуатацией комплектов УСПО на заводах своей отрасли.
По отраслям промышленности налажена информация о результатах применения УСПО на заводах для сравнения и принятия мер по улучшению показателей их работы, о наличии деталей и сборочных единиц, составе и численности работников заводских служб, а также технико-экономических показателях, характеризующих степень эффективности применения УСПО. Эти показатели являются едиными для каждой отрасли.
Постоянное сравнение результатов и эффективности применения УСПО и их анализ позволят выявлять положительные и отрицательные элементы опыта, разрабатывать и осуществлять конкретные мероприятия, обеспечивающие достижение всеми предприятиями отрасли роста объемов внедрения УСПО.
Обеспечение промышленных предприятий компоновками УСПО методом проката
Предприятиям с небольшими объемами производства экономически нецелесообразно приобретать для собственных нужд полные комплекты УСПО. Им выгоднее получать универсально-сборные приспособления напрокат с пунктов проката. Такими пунктами являются сборочно-комплектовочные участки при территориальных службах внедрения УСПО и базы проката. Многие базы проката 394 ■ ■■ . ■,■ ■ .;;;: ::■-_
выполняют в своем экономическом районе функции ТСВ. Сейчас функционирует ■;> несколько баз проката УСП. ;. '
По заявкам предприятий базы проката агрегатируют универсально-сборные "". приспособления и своим транспортом поставляют их на заводы. После обработки необходимой партии заготовок с помощью компоновок УСПО они возвращаются ■ с завода на базу проката и демонтируются.
Система обеспечения предприятий УСПО через базы проката позволяет ? сосредоточить в одном месте большое число элементов, обеспечить возможность ,' их оперативной переброски на пусковые объекты и упростить процесс профилирования (пополнения) комплектов, находящихся в эксплуатации. Участки про- '',.; ката УСПО созданы при всех территориальных службах внедрения. ТСВ создают учэг-гт'ч УСПО на предприятиях, где объемы внедрения не превышают 600 при- ■■ спосоСиенпй в год. При больших объемах внедрения предприятию целесообраз- -Y нее иметь комплект на собственном балансе. .'.;'.
С целью повышения оперативности в работе и обратимости парка УСПО ; ' базы проката пошли по пути организации участков сборки УСПО непосредственно :\ на предприятиях. При этом комплект УСПО находится на балансе базы проката, } и слесари-инструментальщики, занимающиеся агрегатированием приспособле- , • ний, входят в ее штаты. '■}.,'
Обследование предприятий с целью определения * й оптимальных объемов внедрения УСПО ^у
Технологические работы, связанные с организацией применения комплектов '.,;' УСПО на предприятиях, выполняются структурными подразделениями МГКТБ— технологическим отделом внедрения УСПО и территориальными службами внед- ■■■':■ рения УСПО. Внедрение опытных комплектов УСПО отдел внедрения осуществ- -\ ляет совместно с разработчиками — конструкторскими отделами. Весь комплекс Г-этих работ подразделяется на четыре основных этапа:
1) техническое обследование предприятия; '.■
2) определение оптимальных объемов внедрения УСПО на предприятии; 'У
3) разработка методических рекомендаций по организации заводской службы ^ эксплуатации УСПО;
4) проведение пусконаладочных работ по внедрению УСПО в производство. Ниже приводится состав работ по каждому из четырех этапов. Техническое обследование предприятия. Первый этап включает следующие
работы.
1. Анализ технологической оснащенности механосборочного, кузнечно-штамповочного и сборочно-сварочиого производства.
2. Анализ номенклатуры выпускаемых заводом изделий: изучение рабочих чертежей и технологических процессов изготовления деталей машин в основном, экспериментальном, вспомогательном и заготовительном производствах; определение возможности механической обработки и контроля, а также штамповки и сварки заготовок деталей машин с помощью УСПО. Эти работы выполняются в отделах главного технолога, экспериментального и инструментального производства, главного механика, металлурга и сварщика. Данные, полученные в результате проведенной работы, заносятся в «Ведомость деталей машин, подлежащих механической обработке и контролю с помощью УСПО». В ведомости •. > данные группируются по видам комплектов УСПО, по видам изделий и по видам .-технологических операций. ■,
3. Сбор исходных данных для технико-экономического обоснования целе- '■*". сообразности внедрения комплекта УСПО в производство и создания заводской :/. службы эксплуатации УСПО. ..:
Основные исходные данные представляет, как правило, планово-производ- "; V
ственный отдел завода, а недостающие сведения — отделы инструментального ,..,
производства, главного технолога, главного механика и главного сварщика. ?•■;•
Исходные данные для технико-экономического обоснования целесообраз- ';'.':■. ности внедрения комплекта УСПО в производство и создания заводской службы эксплуатации УСПО следующие:
395
По базовому варианту (СП). 1. Число специальных приспособлений, подлежащих замене, п, шт. 2. Затраты на проектирование специального приспособления Ссп.пр, руб. 3. Затраты на изготовление специального приспособления ССПизг> руб. 4. Срок службы специального приспособления Тсл. сш лет-5. Трудоемкость механической обработки специального приспособления Тр. сп.; , нормо-час. 6. Коэффициент, учитывающий текущие расходы, связанные с эксплуатацией специальных приспособлений Кз- 7. Коэффициент загрузки оборудования инструментального цеха Кзо- 8. Коэффициент выполнения норм по инструментальному цеху КИ- 9. Фонд времени работы одного станка инструментального цеха за год Фс, ч. 10. Первоначальная стоимость одного станка инструментального цеха ЦСт, руб. 11. Производственная площадь, приходящаяся на один станок в инструментальном цехе, S, м2. 12. Стоимость 1 м2 производственной площади инструментального цеха См, руб. 13. Период изготовления изделия, для которого предназначены спроектированные специальные приспо:обле-ния, ТИзг, лет.
По внедряемому варианту (УСПО). 1. Число собранных в течение года УСП М, в том числе для замены специальных приспособлений т. 2. Стоимость комплекта УСП Яусп, руб. 3. Тарифно-часовая ставка слесаря-сборщика УСП. 4. Производственная площадь участка УСП Sycn, м2. 5. Стоимость 1 м2 производственной
■ площади участка УСП См, руб. 6. Стоимость услуг по внедрению комплекта УСП СДог> РУб- 7. Стоимость оборудования и оргтехоснасткп участка УСП Coq, руб. 8. Коэффициент, учитывающий норму погашения стоимости комплекта УСП на его полное восстановление А. 9. Коэффициент, учитывающий транспортные
■ расходы по доставке комплекта УСП /Стр- Ю. Срок службы комплекта УСП Гсп> усц. лет. 11 ■ Коэффициент, учитывающий норму погашения затрат по доставке комплекта УСП At. 12. Норма амортизации производственных зданий а2, %. 13. Норма амортизации оргтехоснастки участка УСП as, %. 14. Дополнительная зарплата работников участка УСП Здоп. %. 15. Отчисления на социальное страхование Нс; %. 16. Прочие расходы на содержание участка УСП Япр, руб. 17. Коэффициент, учитывающий расходы на восстановление убыли деталей и сборочных единиц комплекта УСП КВос- 18. Коэффициент повторяемости универсально-сборных приспособлений в течение года — КПовт-
Собранные на предприятии и сведенные в таблицу исходные данные используются для расчетов на этапе работы, предшествующем созданию заводской службы эксплуатации УСПО.
Определение оптимальных объемов внедрения УСПО на предприятии. Этот этап выполняется по материалам технического обследования предприятия и вклю-' чает следующие виды работ.
1. Расчет номенклатурно-количественного состава заводского комплекта деталей и сборочных единиц УСПО.
Расчет производится на основании составленной при техническом обследовании предприятия «Ведомости деталей машин, подлежащих механической обработке и контролю с помощью УСПО», «Методика расчета потребности машиностроительного предприятия в универсально-сборных приспособлениях (по номенклатуре обрабатываемых деталей)» и «Методики определения номенклатурно-количественного состава заводского комплекта стандартных деталей и сборочных единиц универсально-сборных приспособлений» [31, 32].
В результате расчета определяется общее число деталей и сборочных единиц в заводском комплекте УСПО, обеспечивающее возможность агрегатирования потребного предприятию числа УСП; число деталей и сборочных единиц, обеспечивающее возможность агрегатирования расчетного числа УСП для отдельных видов технологических операций; число деталей и сборочных единиц в каждой группе элементов, входящих в состав заводского комплекта УСПО (базовых, корпусных, установочных и др.); номенклатурный и количественный состав , деталей и сборочных единиц УСПО в каждой группе элементов. Завершается расчет номенклатурно-количественного состава заводского комплекта деталей и сборочных единиц УСПО выдачей предприятию конкретных рекомендаций.
2. Технико-экономическое обоснование целесообразности внедрения ком-.. плекта УСПО в производство и необходимости создания заводской службы экс-, плуатации УСПО.
396
Сущность технико-экономического обоснования сводится к расчету ожидаемого экономического эффекта от внедрения в производство комплекта деталей и сборочных единиц УСПО. Базой для такого расчета служат собранные на заводе исходные данные. Расчет производится в соответствии с «Инструкцией по определению экономического эффекта от создания и использования универсально-сборной и переналаживаемой оснастки». В технико-экономическом обосновании используются также данные, полученные при расчете номенклатурно-количественного состава заводского комплекта деталей и сборочных единиц УСПО. В зависимости от номенклатуры и числа входящих в комплект деталей и сборочных единиц определяются стоимость комплекта, затраты на его внедрение в производство, а также расходы на организацию заводской службы эксплуатации УСПО. В дальнейшем, при проведении пусконаладочных работ, на основании, уточненных исходных данных производится перерасчет экономического эффекта и определяется его фактический объем.
Разработка методических рекомендаций по организации заводской службы эксплуатации УСПО. Этот этап работы проводится по результатам расчета номенклатурно-количественного состава заводского комплекта деталей и сборочных единиц УСПО и технико-экономического обоснования целесообразности внедрения комплекта в производство.
Здесь выполняются такие работы: расчет штатов заводской службы эксплуатации УСПО; расчет потребности заводской службы эксплуатации УСПО в организационно-технической оснастке, оборудовании, слесарко-монтажном и контрольно-измерительном инструменте; расчет производственных площадей, потребных для размещения заводской службы эксплуатации УСПО; разработка планировки центрального участка сборки УСПО и его цеховых филиалов и выдача рекомендаций по оформлению их интерьеров в соответствии с требованиями технической эстетики; разработка Положения о заводской службе эксплуатации универсально-сборкой и переналаживаемой оснастки (с учетом специфики предприятия); выдача рекомендаций по организации рабочего места слесаря-инструментальщика по сборке УСПО; подготовка проекта распорядительного документа о создании заводской службы эксплуатация УСПО и проекта мероприятий, которые необходимо осуществить при организации такой службы.
Проведение пусконаладочных работ по внедрению УСПО в производство. Такие работы выполняются на тех заводах, которым комплект деталей и сборочных единиц УСПО поставлен полностью или в такой номенклатуре и в таком количестве элементов, которые обеспечивают возможность агрегатирования универсально-сборных приспособлений.
Пусконаладочные работы имеют следующий состав: проверка соответствия поставленного заводу комплекта деталей и сборочных единиц УСПО действующим технологическим процессам; проверка соответствия созданного центрального участка сборки УСПО и его цеховых филиалов проекту участка и требованиям, выдвигаемыми «Методическими рекомендациями по организации заводской службы эксплуатации универсально-сборной и переналаживаемой оснастки» [32], обучение слесарей-инструментальщиков и инженерно-технических работников, включенных в штатный состав заводской службы эксплуатации УСПО и организации их обучения на одном из базовых предприятий, методам конструирования и агрегатирования универсально-сборных приспособлений; проведение на заводе семинара с конструкторами, технологами и станочниками с целью их ознакомпления с созданной службой эксплуатации УСПО, с ее организацией и оснащением, с ее задачами, с принципами ее взаимодействия с другими производственными службами, а также с качественным и количественным составом поставленного заводу комплекта деталей и сборочных единиц УСПО и с его техническими возможностями; агрегатирование с учебно-показательной целью до десяти универсально-сборных приспособлений и организация их применения при выполнении различных технологических операций; передача работникам заводской службы эксплуатации УСПО передового опыта базовых предприятий в области конструирования и агрегатирования универсально-сборных приспособлений; расчет экономического эффекта, полученного в результате внедрения комплекта деталей и сборочных единиц УСПО в производство и согласование расчета с заводом.
• 397
1
Централизованное производство и обеспечение предприятий УСПО
Оснастка многократного применения начала получать относительно широкое распространение только в последнее время. Изготовление стандартизованных элементов первоначально осуществляли отдельные предприятия своими силами. Затем стали организовывать кооперированное производство по экономическим районам и отраслям промышленности, но это приводило к параллелизму в производстве одних и тех же элементов. В связи с этим была организована союзная кооперация по централизованному производству УСПО с привлечением специализированных инструментальных заводов, цехов и участков разных министерств. Несмотря на относительную сложность, высокую трудоемкость и точность изготовления элементов УСПО, но учитывая возрастающую потребность, начала формироваться подотрасль инструментальных заводов, специализированных на производстве определенных групп деталей и сборочных единиц УСПО. Эта подотрасль характеризуется относительно большой и разнообразной номенклатурой, постоянством продукции и большой партионностью производимых элементов. Все это предопределило повышенные темпы роста объемов производства универсально-сборной и переналаживаемой оснастки.
Большая часть централизованного производства УСПО организована на специализированных заводах Министерства станкостроительной и инструментальной промышленности. На этих заводах изготовляются наиболее сложные и тру-> доемкие детали и трудоемкие единицы, а также средства механизации УСПО. Другая, меньшая часть производства элементов УСПО, размещена в специализированных цехах и на участках машиностроительных заводов или на специали-: зированных предприятиях отраслевых производственных объединений по производству оснастки и инструмента различных министерств и ведомств. На этих предприятиях изготовляется часть основных деталей, но в основном крепежные, прижимные, установочные и другие детали. Детали и сборочные единицы УСПО отраслевого и заводского применения, сменные наладки, пуансоны, матрицы, а также нестандартные (специальные) детали изготовляются силами специализированных заводов отраслей или инструментальных цехов машиностроительных заводов и распределяются внутри отрасли.
Организация изготовления УСПО на специализированных заводах, в цехах и на участках позволила значительно повысить качество, снизить себестоимость и соответственно цены на комплекты УСПО, повысить примерно в 2,5 раза производительность труда по сравнению с изготовлением ее в инструментальных цехах-машиностроительных заводов, обеспечить более эффективное использование оборудования.
В условиях стабильного многосерийного производства появилась возмож-: ность эффективно применять специальное оборудование и станки с ЧПУ, внедрять прогрессивные технологические процессы механической и термической обработки, организовывать широкое применение заготовок с малыми припусками путем внедрения современных видов литья и штамповок.
Для координации и увязки всех вопросов производства в масштабе страны, организации комплектации комплектов различного назначения и возможностей, обеспечения централизованной поставки предприятиям всех отраслей промышленности полных комплектов и комплектов на пополнение создана в системе Мин-станкопрома центральная база комплектования УСПО.
Комплектование деталей и сборочных единиц производится в соответствии с заключенными с предприятиями-потребителями договорами о поставке ком-лектов УСПО. К каждому такому договору прилагается ведомость поставки, в которой приводится весь номенклатурно-количественныи состав поставляемого предприятию комплекта деталей и сборочных единиц.
В целях повышения эффективности управления технологическими процессами по комплектации и поставке УСПО промышленным предприятиям внедрена автоматизированная система управления комплектацией и реализацией комплек-\ тов УСПО «АСУ—оснастка». Решаемые ею задачи охватывают централизованное производство, кооперацию, комплектацию и реализацию комплектов, учет и
■ 398 ,т;-...,-. .
отчетность, анализ удовлетворения потребности предприятий в УСПО. Основным назначением созданной системы «АСУ—оснастка» является непосредственное управление материально-информационными потоками в системе поставщик-база комплектации — потребитель, что позволяет:
обеспечить оперативный учет и комплектование элементов УСПО по договорам и заявкам потребителей;
обеспечить группу заключения договоров оперативной информацией о нвли-чии резервных деталей, предназначенных для заключения новых договоров;
сформировать оперативную информацию о наличии деталей, подлежащих свободной продаже;
подготовить сопроводительные документы на скомплектованные отправки.
Опыт внедрения системы «АСУ—оснастка» убедил в достоверности получаемых результатов, позволил преодолеть психологический барьер, связанный с отказом от прежнего документооборота и поручением вычислительной машине функций, свойственных ранее только людям.
Повышение эффективности УСПО
Универсально-сборная переналаживаемая оснастка получила значительное развитие. Разработаны новые системы и разновидности оснастки многократного применения, на более высокую ступень поднят ее технический уровень. В результате расширились ее технологические возможности и область применения, повысилось влияние на технический прогресс, заметнее стал ее вклад в повышение эффективности производства и качества выпускаемой машиностроительной продукции.
Крупным шагом на пути совершенствования средств технологического оснащения являются работы по унификации оснастки многократного применения с целью -сокращения дублирования в ее разработке. Создание государственных и отраслевых стандартов на универсально-сборную переналаживаемую оснастку на основе единых технических требований на присоединительные размеры и другие технические характеристики позволяет полностью ликвидировать дублирование разработок и за счет создания специализированного централизованного производства снизить затраты на изготовление УСПО и повысить ее эффективность в сфере эксплуатации.
Немалые резервы заложены и в конструкторских решениях. Если универсально-сборная оснастка типа УСП по сравнению со спецоснасткой требует затрат для выполнения одинакового объема работ примерно в соотношении 1 : (2,5—3), то оснастка УСПМ, СРП—ЧПУ, СНП—ЧПУ уже значительно эффективнее, и данное соотношение становится равным 1 : (4—4,5).
Разрабатываемый сейчас общемашиностроительный комплекс УСПО призван заменить и постепенно вытеснить все ранее применявшиеся отраслевые виды переналаживаемой оснастки на основе ее унификации, механизации и автоматизации, большей надежности и универсальности, применяемости во всех условиях производства и на всех видах оборудования.
Эффективность общемашиностроительного комплекса УСПО обеспечивается как в сфере производства, так и в сфере эксплуатации. В сфере производства она достигается прежде всего за счет унификации конструкций и снижения числа наименований деталей, входящих в комплекс, а также за счет снижения трудоемкости и металлоемкости. Первое достигается как за счет ряда конструкторских решений, так и за счет лучшей технологичности элементов комплекса, а второе — за счет применения менее дефицитных и менее дорогих материалов.
В сфере эксплуатации общемашиностроительный комплекс УСПО повышает эффективность оснастки многократного применения за счет расширения областей применения УСПО в различных условиях производства и на различном оборудовании, что достигается унификацией конструкций и их повышенной оборачиваемостью; увеличения возможностей комплекса УСПО по числу собираемых одновременно и в течение года приспособлений, поскольку в комплексе предусматривается большее число базовых оснований и они будут увеличенных размеров (последнее позволяет избежать необходимости использования в ряде слу-
399
чаев двух и более плит в одном приспоcоблении повышения производительности труда на основных операциях, достигаемое уровнем механизации и автоматизации приспособлений и их большей жесткостью, в результате чего обеспечивается обработка на повышенных режимах резания.
Все вышеперечисленное обеспечит дальнейший рост эффективности оснастки многократного применения по сравнению с необратимой оснасткой специального назначения.
Предварительный расчет показывает, что соотношение по затратам на оснастку для выполнения эквивалентного объема работ при широком внедрении общемашиностроительного комплекса будет составлять 1 : 6. Это примерно в 2 раза выше соотношения, обеспечиваемого современными средствами технологического оснащения многократного применения.
Список литературы.
1. Абаджи К- И., Дружинин Б. И., Исаев Б. И. Контроль взаимного расположения поверхностей деталей машин. Л.: Машгиз, 1962. 116 с.
2. Ансеров М. А. Приспособления для металлорежущих станков. Расчеты и конструкции. Л.: Машиностроение, 1975. 654 с.
3. Балакшин Б. С. Основы технологии машиностроения. Учебник для машиностроительных вузов: М.: Машиностроение, 1969. 559 с.
4. Блюмберг В. А., Близнюк В. П. Переналаживаемые станочные приспособления. Л.: Машиностроение, 1978. 360 с.
5. Богданов В. М. Штамповка деталей по элементам в малосерийном производстве. М.—Л.: Машгиз, 1963. 186 с.
6. Бойцов В. В. Стандарты и качество. М.: Знание, 1966.
7. Городецкий Ю. Г. Конструкции, расчет и эксплуатация измерительных инструментов и приборов. М.: Машиностроение, 1971. 375 с.
8. Григорьев Л. Л. Рациональные варианты холодной штамповки. Технико-экономические критерии. М.: Машиностроение, 1975. 231 с.
9. Евстифьев Г. А., Веретенников Н. С. Средства механизации сборочно-сва-рочного производства. М.: Машиностроение, 1977. 96 с.
10. Измерительные приборы в машиностроении /А. Г. Иванов, Г. Д. Бурдун, С. С. Волосов и др. М.: Машиностроение, 1964. 524 с.
11. Капустин Н. М. Разработка технологических процессов обработки деталей на станках с помощью ЭВМ. М.: Машиностроение, 1976. 288 с.
12. Капустин Н. М. Ускорение технологической подготовки механосборочного производства. М.: Машиностроение, 1972. 252 с.
13. Кардашов Д. А. Синтетические клеи. Изд. 3-е. М.: Химия, 1976. 504 с.
14. Константинов О. Я. Магнитная технологическая оснастка. Л.: Машиностроение, 1974. 383 с.
15. Корсаков В. С. Основы конструирования приспособлений. М.: Машиностроение, 1965. 360 с.
16. Корсаков В. С. Основы конструирования приспособлений в машиностроении. М.: Машиностроение, 1971. 287 с.
17. Косое Н. П. Станочные приспособления для деталей сложной формы, М.: Машиностроение, 1973. 234 с.
18. Кузнецов Ю. И. Современные отечественные станочные приспособления. М.: НИИМАШ, 1978. 62 с.
19. Кузнецов Ю. И. Технологическая оснастка к станкгм с программным управлением. М.: Машиностроение, 1976. 224 с.
20. Кузнецов В. С, Пономарев В. А. Система универсально-сборных приспособлений в машиностроении. М.: Машиностроение, 1964. 269 с.
21. Куклев Л. С. Универсальные блоки штампов для листовой штамповки. М.: Машиностроение, 1967. 109 с.
401
Я
22. Митрофанов С. П. Прогрессивные методы технологической подготовки серийного производства. М.: Машиностроение, 1971. 303 с.
23. Научно-технический прогресс в машиностроении. М.: Наука, 1972.
24. Проскуряков А. В. Организационные и экономические основы технической подготовки производства. М.: Машиностроение, 1972.
25 Универсально-сборные приспособления/А. С. Шац, Б. К- Титов, Н. Г. Пасько и др. М.: НИИМАШ, 1975. ПО с.
26. Чуев А. В. и др. Приспособления и инструменты для станочных работ. Л.: Лениздат, 1976. 224 с.
27. Шатилов А. А., Масленников И. М. Многошпиндельные сверлильные головки к универсальным и агрегатным станкам. М.: Машиностроение, 1972.
28. Шварцбурд Б. И., Чернис Н. Е. Точность сборки УСП. М.: Издательство стандартов, 1968. 90 .
29. Шубников К- В. Унифицированные переналаживаемые станочные приспособления. Л.: Машиностроение, 1973.
Оглавление
Предисловие........................ 3